
一种防弹异型舱构件焊接变形控制装置及方法.pdf

Th****s3


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种防弹异型舱构件焊接变形控制装置及方法.pdf
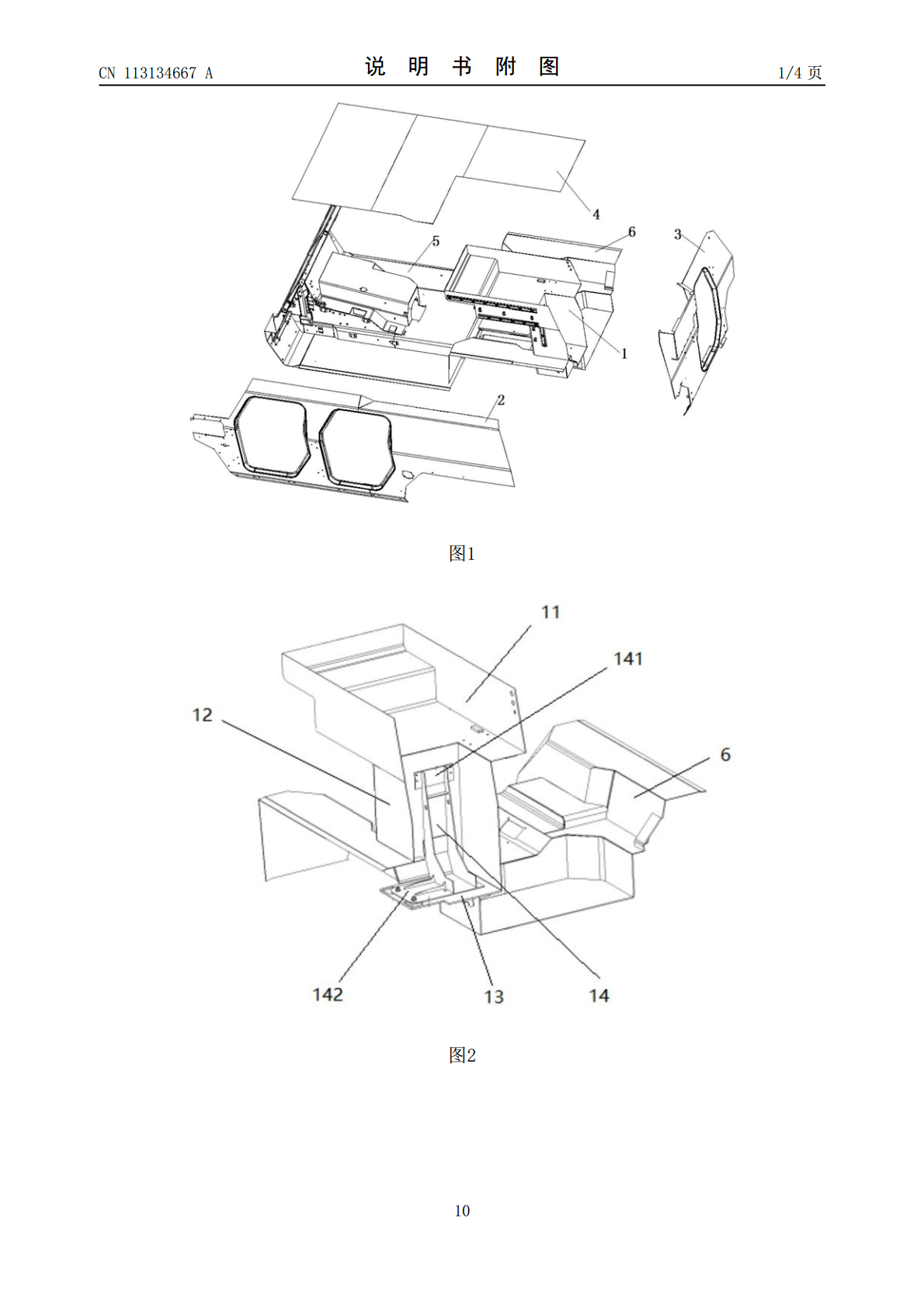
本发明公开了一种防弹异型舱构件焊接变形控制装置及方法,该装置包括设于设备框竖板焊接总成和设备安装底板之间的垂直度反变形工装和预装于设备框上框焊接总成底部的柔性焊接变形控制工装,该垂直度反变形工装包括与设备框竖板焊接总成固定的垂直固定板、与设备安装底板固定连接的水平固定板以及连接垂直固定板与水平固定板的工装支撑架;本发明通过在设备框竖板焊接总成与设备安装底板之间安装固定垂直度反变形工装,使异型舱在焊前保证平面度和垂直度,再在设备框上框焊接总成下面预装柔性焊接变形控制工装,通过调节柔性焊接变形控制工装的伸长量

控制细长构件焊接变形的方法.docx
控制细长构件焊接变形的方法控制细长构件焊接变形的方法摘要:焊接是一种常用的结合技术,但同时也带来了构件变形的问题。对于细长构件来说,焊接引起的变形尤为严重,对于结构的性能和质量有很大的影响。因此,控制细长构件焊接变形成为了一个研究热点。本论文围绕控制细长构件焊接变形的方法展开研究,总结了常见的控制方法,并对各种方法的优缺点进行了分析。通过本论文的研究,可以为解决细长构件焊接变形问题提供一定的参考和指导。1.引言焊接变形是由于焊接过程中产生的温度梯度和应力引起的。对于细长构件来说,焊接过程中的热输入和应力积

焊接构件变形的控制.pdf
-焊接构件变形的控制[摘要]焊接变形不仅会影响构造的外形尺寸和精度,使矫形工作量增加,提高制造本钱,而且还会降低构造的承载能力。本文针对焊接变形的种类及产生原因,详尽地阐述了预先防止、控制产生焊接变形的措施,以便在实际工作中将应力和变形控制在最小程度,保证焊接构造的质量,提高生产效率。[关键词]焊接变形;预防与控制随着焊接技术的迅猛开展,以焊代铸、以焊代铆的构造逐年增加,在发挥焊接优势的同时,焊接构件也存在自身缺乏,即构件焊后均会产生不同程度的变形,如果变形超过了允许数值,需要进展反复校正,方能到达使用要
一种焊接变形控制装置及其方法.pdf
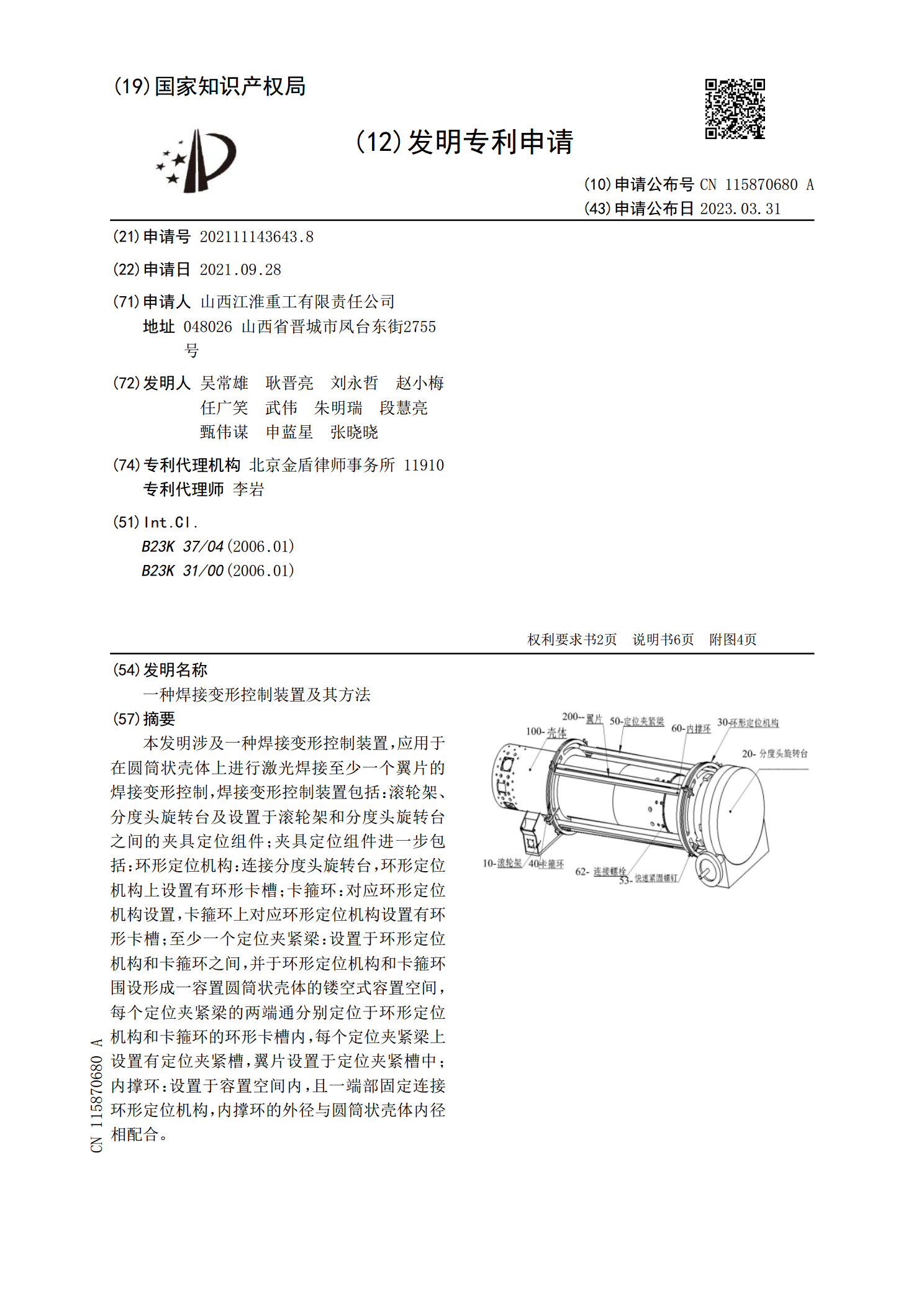
本发明涉及一种焊接变形控制装置,应用于在圆筒状壳体上进行激光焊接至少一个翼片的焊接变形控制,焊接变形控制装置包括:滚轮架、分度头旋转台及设置于滚轮架和分度头旋转台之间的夹具定位组件;夹具定位组件进一步包括:环形定位机构:连接分度头旋转台,环形定位机构上设置有环形卡槽;卡箍环:对应环形定位机构设置,卡箍环上对应环形定位机构设置有环形卡槽;至少一个定位夹紧梁:设置于环形定位机构和卡箍环之间,并于环形定位机构和卡箍环围设形成一容置圆筒状壳体的镂空式容置空间,每个定位夹紧梁的两端通分别定位于环形定位机构和卡箍环的
一种高性能异型舱舱门的隐身防弹电磁屏蔽集成设计.pdf
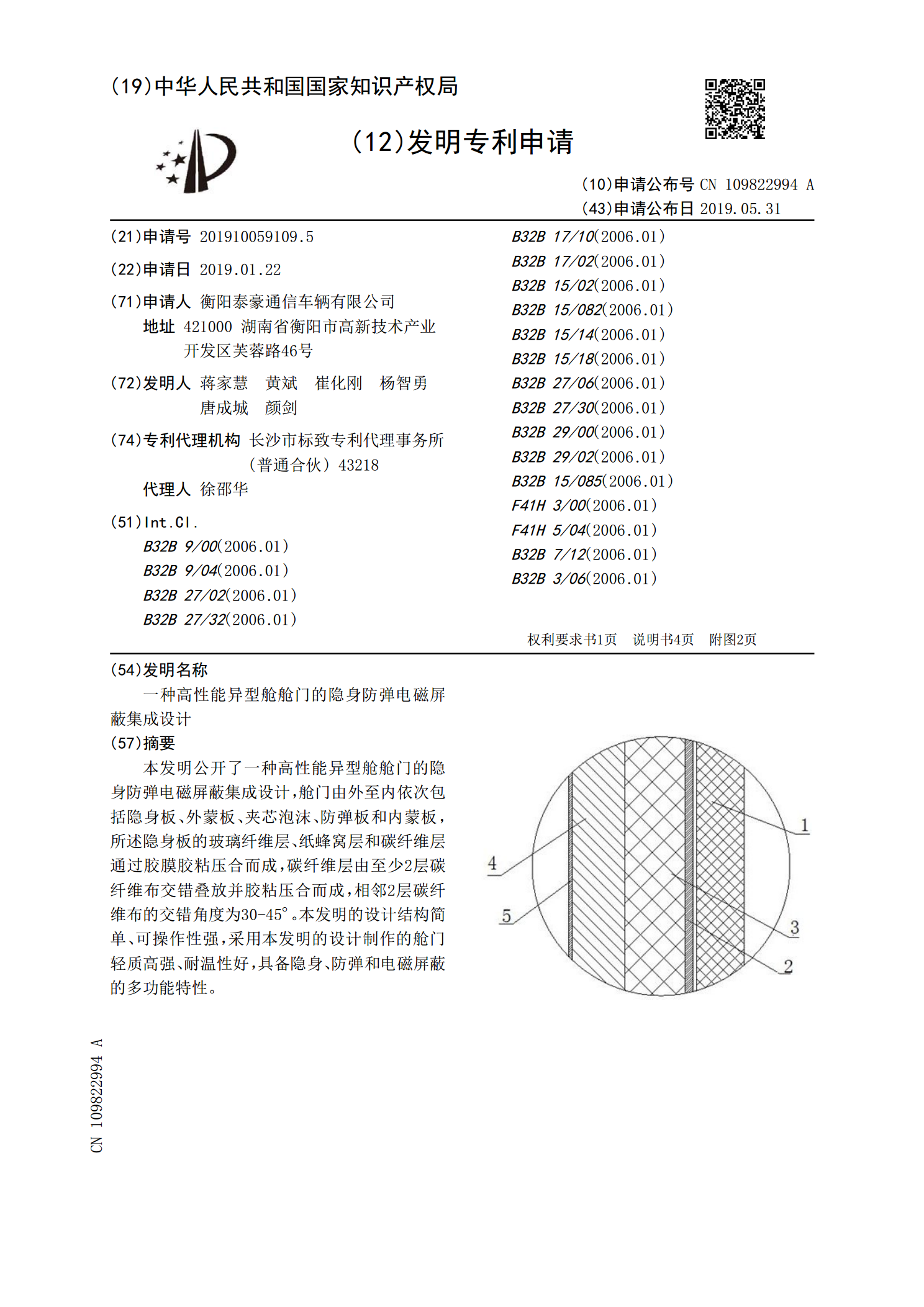
本发明公开了一种高性能异型舱舱门的隐身防弹电磁屏蔽集成设计,舱门由外至内依次包括隐身板、外蒙板、夹芯泡沫、防弹板和内蒙板,所述隐身板的玻璃纤维层、纸蜂窝层和碳纤维层通过胶膜胶粘压合而成,碳纤维层由至少2层碳纤维布交错叠放并胶粘压合而成,相邻2层碳纤维布的交错角度为30‑45°。本发明的设计结构简单、可操作性强,采用本发明的设计制作的舱门轻质高强、耐温性好,具备隐身、防弹和电磁屏蔽的多功能特性。