
一种纽扣锂电池半自动装配线.pdf

秋花****姐姐


1/8
2/8
3/8
4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种纽扣锂电池半自动装配线.pdf
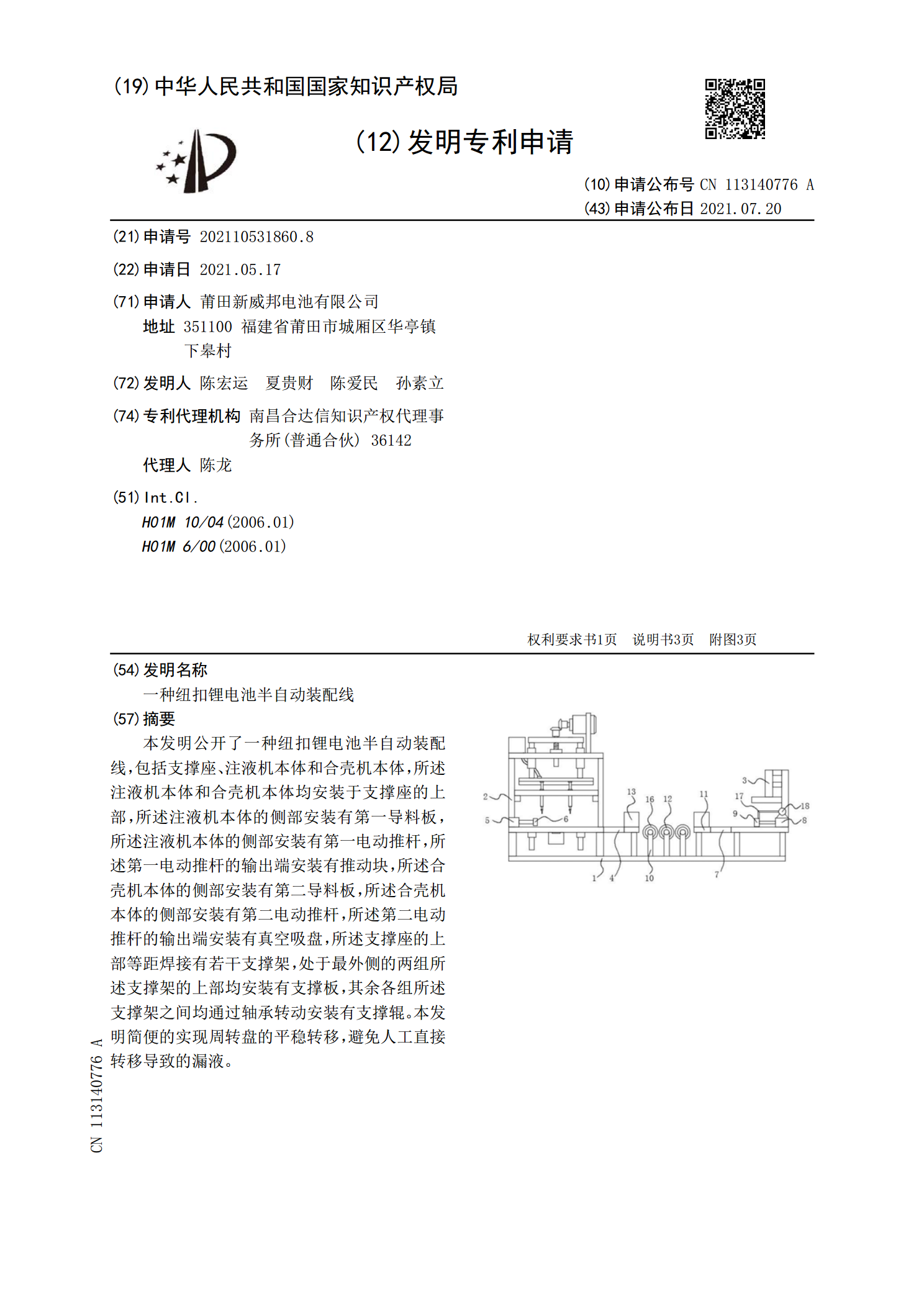
本发明公开了一种纽扣锂电池半自动装配线,包括支撑座、注液机本体和合壳机本体,所述注液机本体和合壳机本体均安装于支撑座的上部,所述注液机本体的侧部安装有第一导料板,所述注液机本体的侧部安装有第一电动推杆,所述第一电动推杆的输出端安装有推动块,所述合壳机本体的侧部安装有第二导料板,所述合壳机本体的侧部安装有第二电动推杆,所述第二电动推杆的输出端安装有真空吸盘,所述支撑座的上部等距焊接有若干支撑架,处于最外侧的两组所述支撑架的上部均安装有支撑板,其余各组所述支撑架之间均通过轴承转动安装有支撑辊。本发明简便的实现
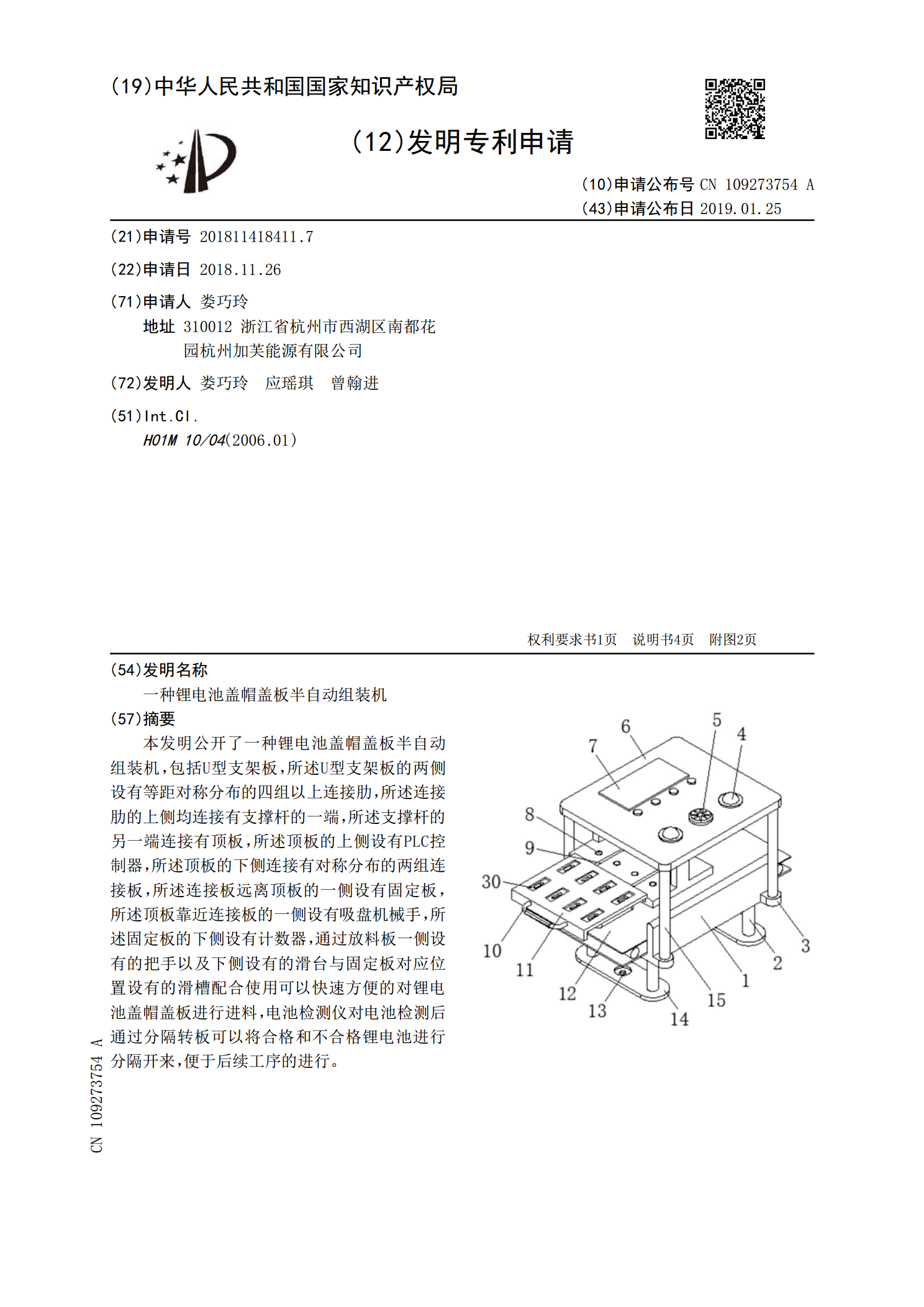
一种锂电池盖帽盖板半自动组装机.pdf
本发明公开了一种锂电池盖帽盖板半自动组装机,包括U型支架板,所述U型支架板的两侧设有等距对称分布的四组以上连接肋,所述连接肋的上侧均连接有支撑杆的一端,所述支撑杆的另一端连接有顶板,所述顶板的上侧设有PLC控制器,所述顶板的下侧连接有对称分布的两组连接板,所述连接板远离顶板的一侧设有固定板,所述顶板靠近连接板的一侧设有吸盘机械手,所述固定板的下侧设有计数器,通过放料板一侧设有的把手以及下侧设有的滑台与固定板对应位置设有的滑槽配合使用可以快速方便的对锂电池盖帽盖板进行进料,电池检测仪对电池检测后通过分隔转板
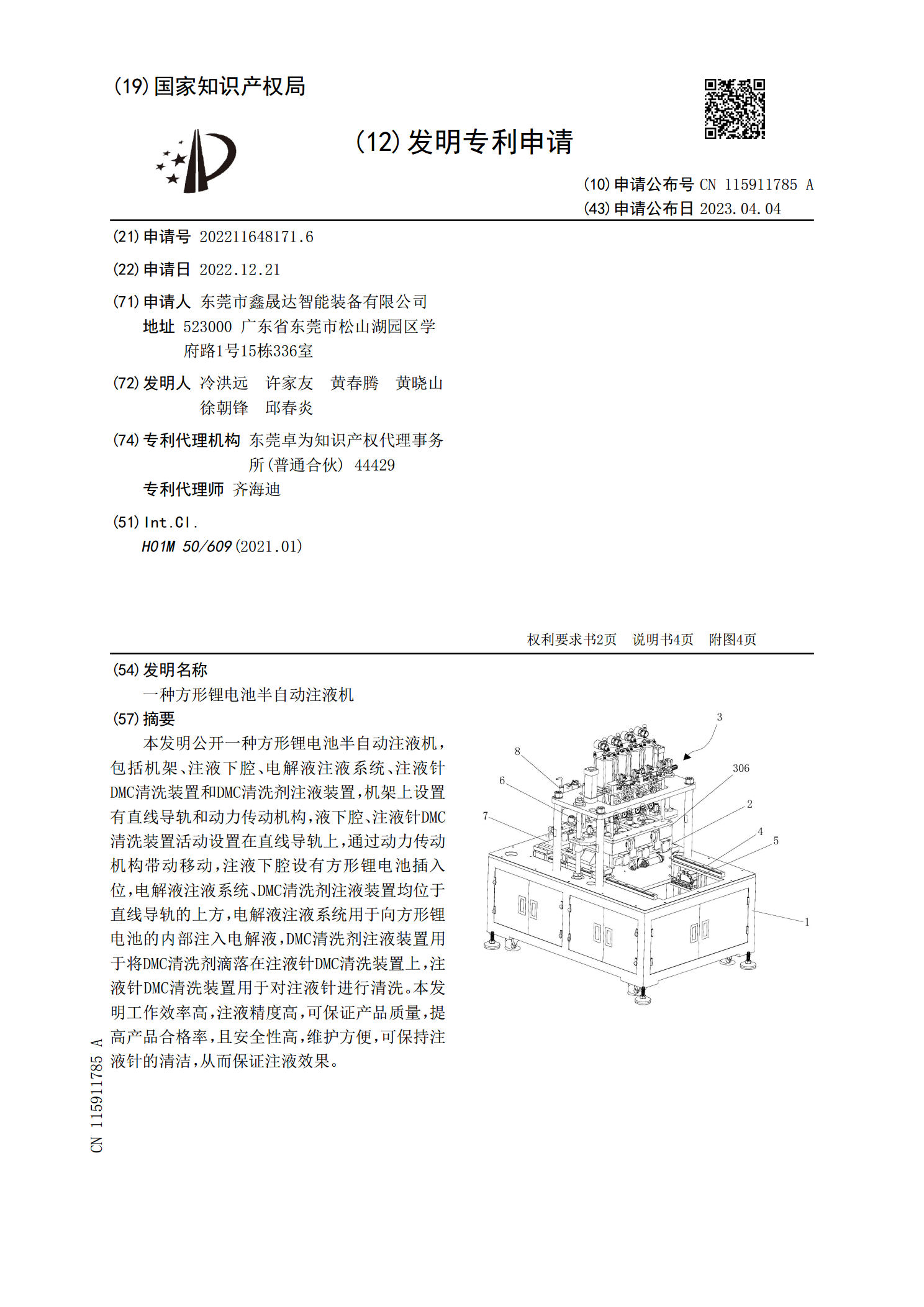
一种方形锂电池半自动注液机.pdf
本发明公开一种方形锂电池半自动注液机,包括机架、注液下腔、电解液注液系统、注液针DMC清洗装置和DMC清洗剂注液装置,机架上设置有直线导轨和动力传动机构,液下腔、注液针DMC清洗装置活动设置在直线导轨上,通过动力传动机构带动移动,注液下腔设有方形锂电池插入位,电解液注液系统、DMC清洗剂注液装置均位于直线导轨的上方,电解液注液系统用于向方形锂电池的内部注入电解液,DMC清洗剂注液装置用于将DMC清洗剂滴落在注液针DMC清洗装置上,注液针DMC清洗装置用于对注液针进行清洗。本发明工作效率高,注液精度高,可保
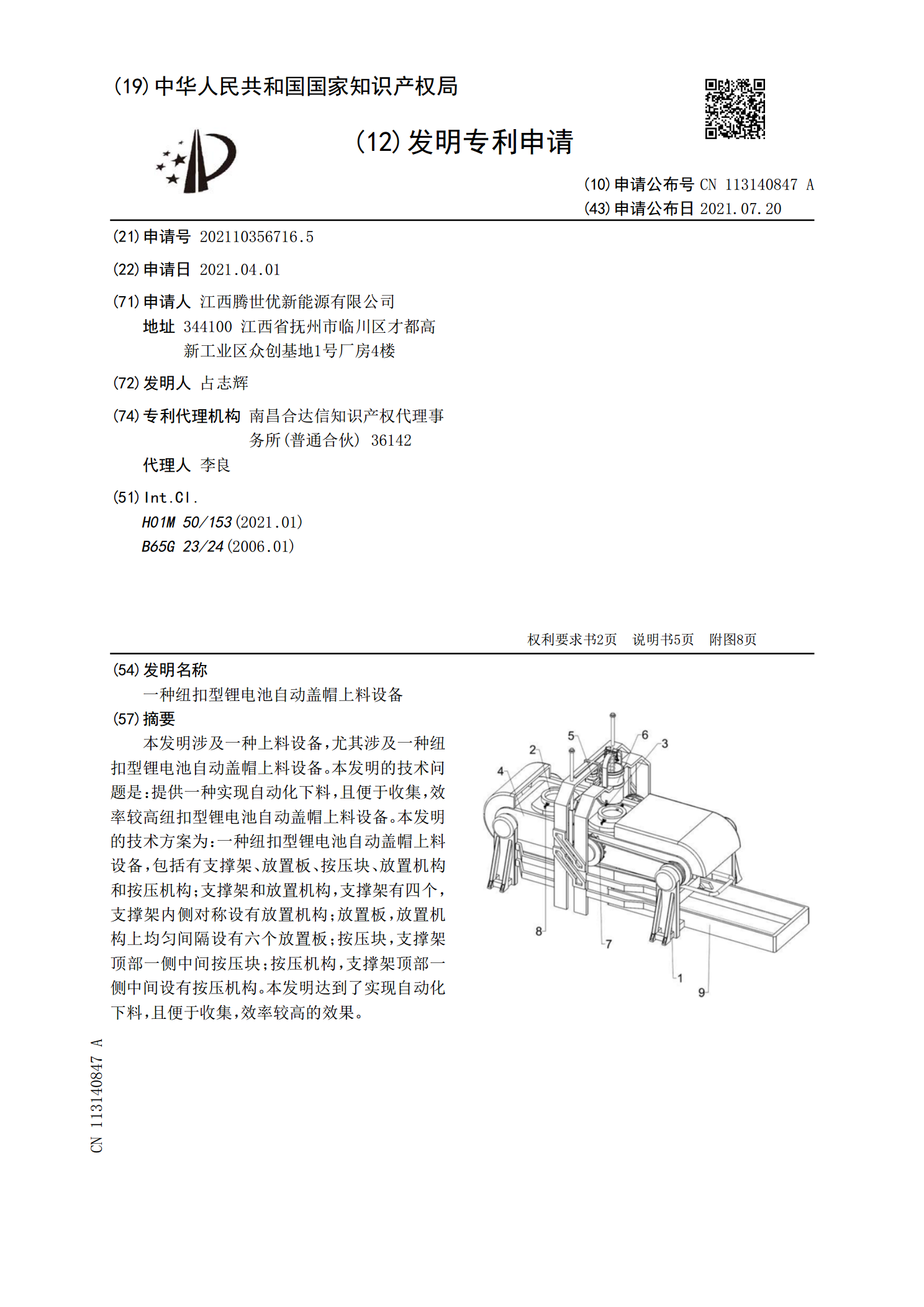
一种纽扣型锂电池自动盖帽上料设备.pdf
本发明涉及一种上料设备,尤其涉及一种纽扣型锂电池自动盖帽上料设备。本发明的技术问题是:提供一种实现自动化下料,且便于收集,效率较高纽扣型锂电池自动盖帽上料设备。本发明的技术方案为:一种纽扣型锂电池自动盖帽上料设备,包括有支撑架、放置板、按压块、放置机构和按压机构;支撑架和放置机构,支撑架有四个,支撑架内侧对称设有放置机构;放置板,放置机构上均匀间隔设有六个放置板;按压块,支撑架顶部一侧中间按压块;按压机构,支撑架顶部一侧中间设有按压机构。本发明达到了实现自动化下料,且便于收集,效率较高的效果。
一种锂电池电极半自动卷绕机的送料装置.pdf
本发明公开了一种锂电池电极半自动卷绕机的送料装置,包括放置槽、托板、卷送装置、导向板和送料机构,放置槽固定在机架的侧立面上,托板通过一托板升降机构分别设置在放置槽一端的底面两边,卷送装置包括卷送电机、主动吸筒、从动吸筒、输送带和吸口,下方设有导向板,导向板下方设有送料机构,包括齿轮电机、齿轮、齿条和送料吸条,齿条固定安装在送料吸条的下方,导向板中间有滑槽,送料吸条内嵌于滑槽中。本发明通过带吸口的辊筒式卷送装置吸附极片进行下料,而后齿轮齿条机构带动吸条吸附极片送至压辊,整个装置结构简单,体积小,能代替人工手