
冲压钣金自动化生产线.pdf

文库****坚白

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
冲压钣金自动化生产线.pdf
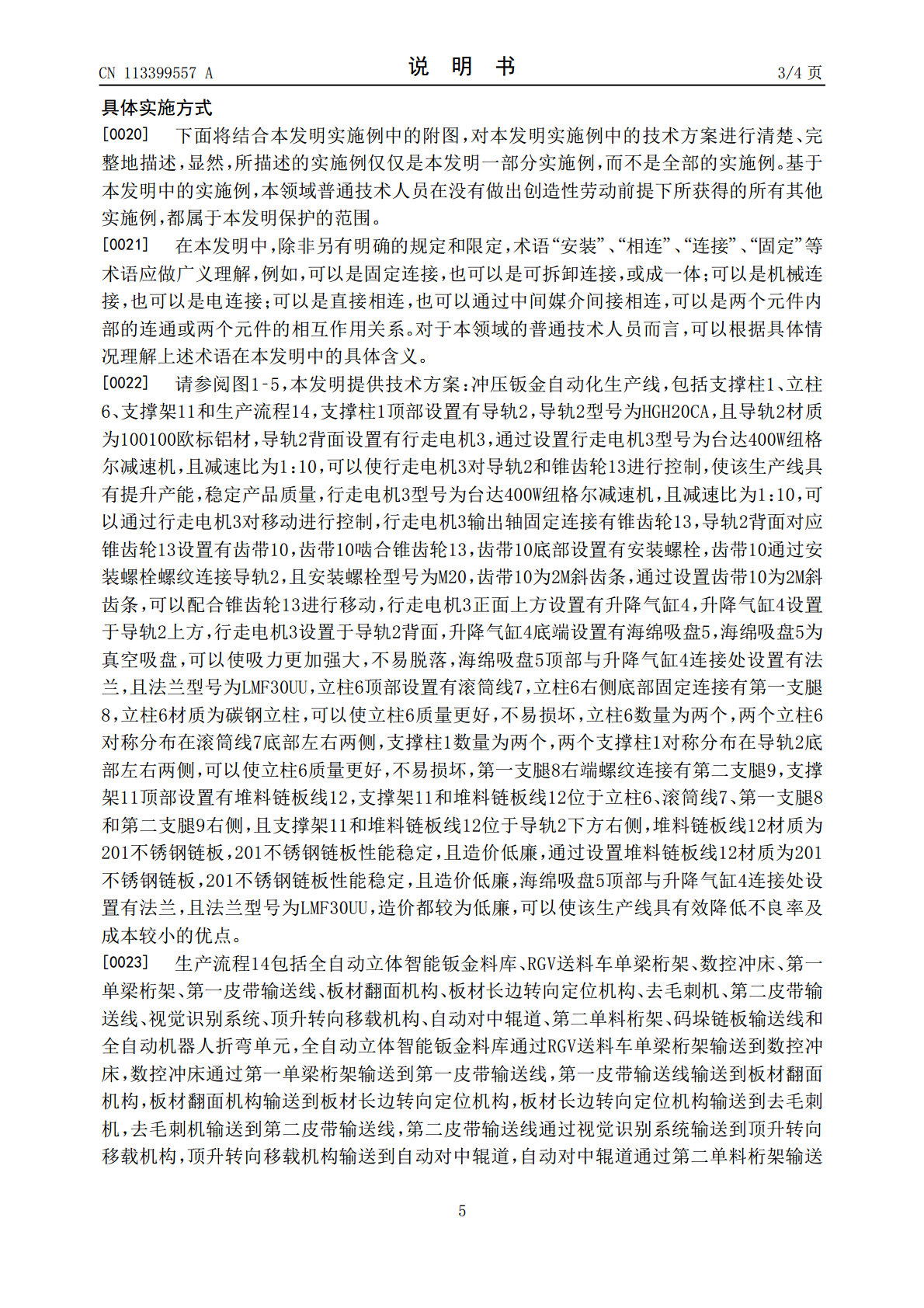
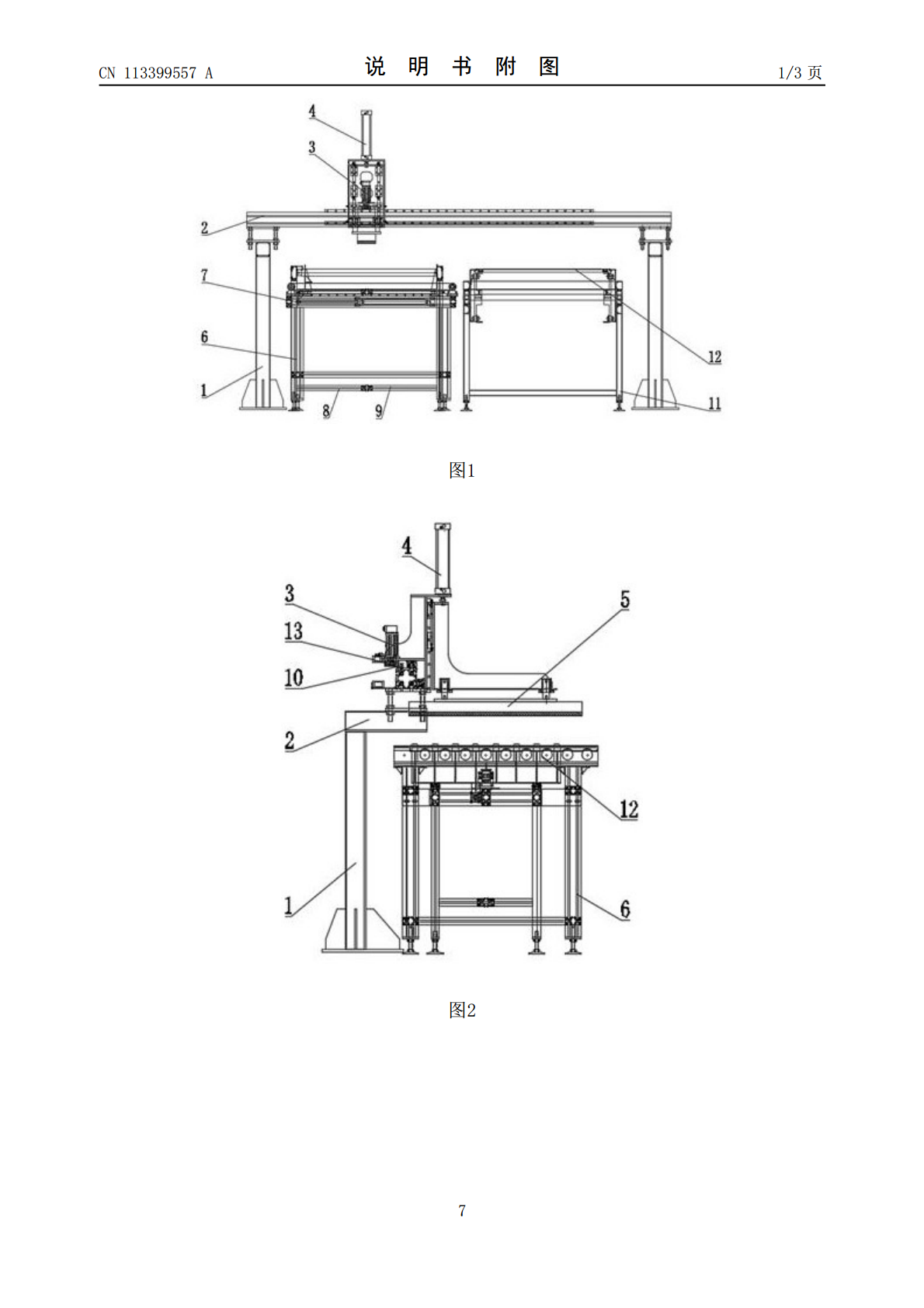
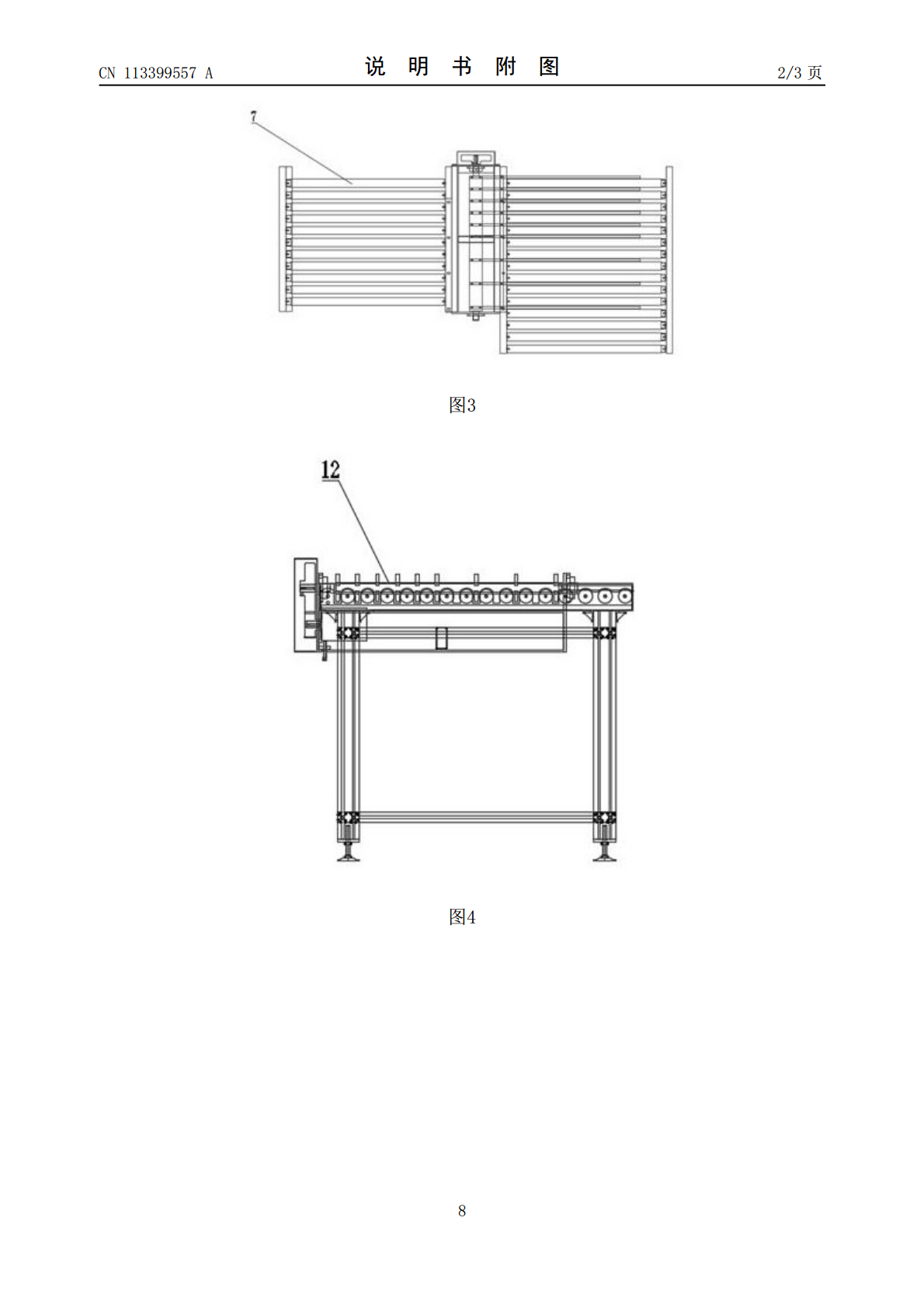
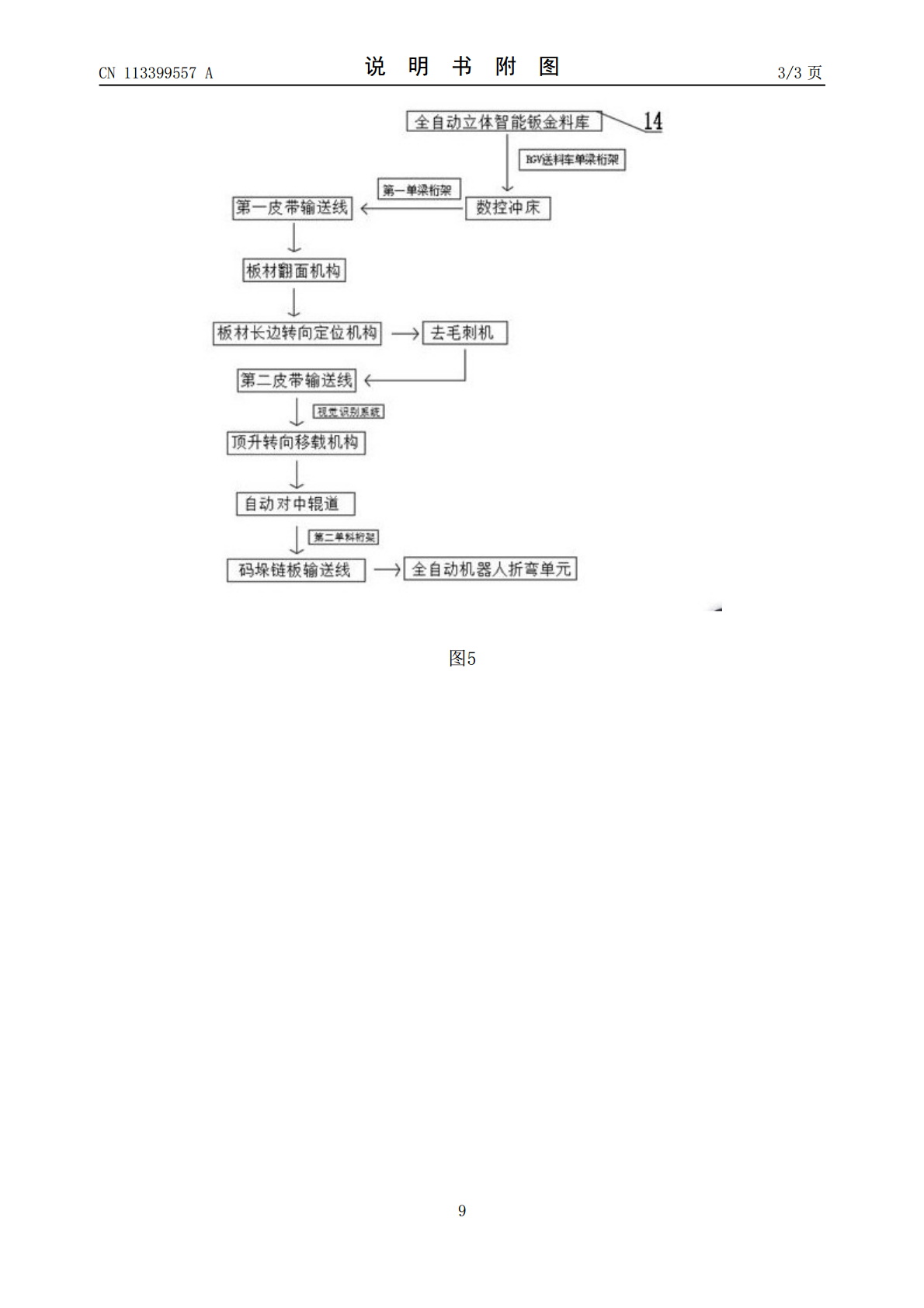
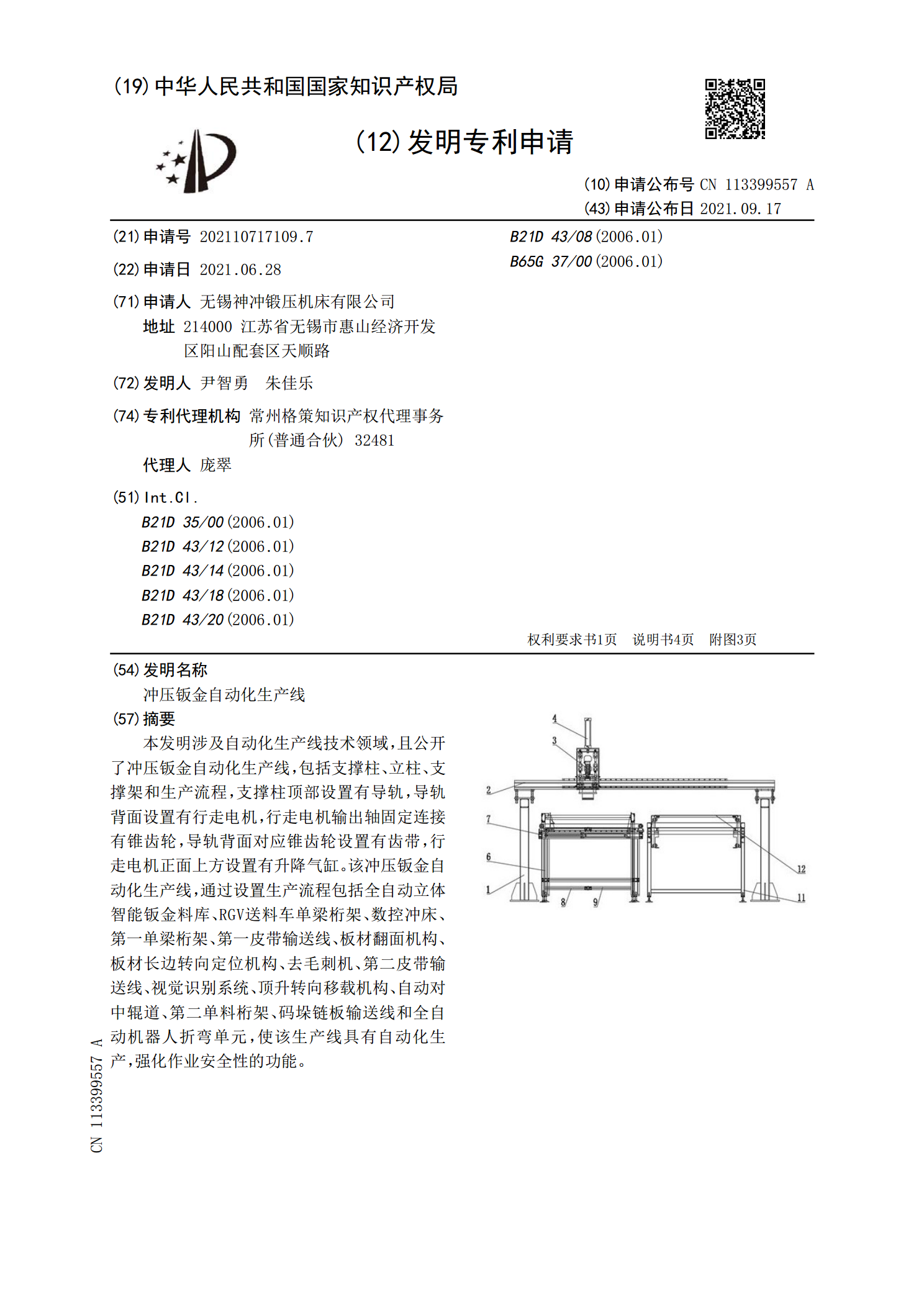
本发明涉及自动化生产线技术领域,且公开了冲压钣金自动化生产线,包括支撑柱、立柱、支撑架和生产流程,支撑柱顶部设置有导轨,导轨背面设置有行走电机,行走电机输出轴固定连接有锥齿轮,导轨背面对应锥齿轮设置有齿带,行走电机正面上方设置有升降气缸。该冲压钣金自动化生产线,通过设置生产流程包括全自动立体智能钣金料库、RGV送料车单梁桁架、数控冲床、第一单梁桁架、第一皮带输送线、板材翻面机构、板材长边转向定位机构、去毛刺机、第二皮带输送线、视觉识别系统、顶升转向移载机构、自动对中辊道、第二单料桁架、码垛链板输送线和全自
钣金冲压生产线工艺流程.pdf
钣金冲压生产线工艺流程一、原料供给钣金冲压生产线所需原料主要包括各种厚度和材质的钢板、有色金属板材等。原料供给环节主要涉及选择合适的供应商、确保原料质量稳定可靠、进料和喂料等步骤。1.供应商选择:根据生产需要,选择具有良好信誉和稳定供货能力的供应商。2.质量保证:对进厂原料进行质量检验,确保原料材质、厚度等符合生产要求。3.进料和喂料:根据生产计划,将原料切割成所需尺寸,并通过搬运设备送至生产线。二、剪切处理剪切处理是钣金冲压生产线中非常重要的环节,主要包括剪切下料、去毛刺、校平、定尺等步骤。1.剪切下料

钣金冲压工艺.ppt
概述第一节胀形局部胀形1.胀形方法第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第二节翻边1.圆孔翻边第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计1.圆孔翻边1.圆孔翻边2.非圆孔翻边1.伸长类翻边变薄翻边对生产竖边较高的零件,既可提高生产率,又能节约材料。内孔翻边模第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具设计第五章其它成形工艺与模具

冲压钣金设计.ppt
Pro/ENGINEER钣金件设计一、钣金冲压基础冲压工序成形工序是指坯料在模具压力冲压力作用下,变形部分的应力达到屈服极限,但未达到强度极限,使坯料产生塑性变形,且不产生分离而获得具有一定形状和尺寸精度的冲件的加工方法。成形工序主要有弯曲(压弯、卷边和扭曲)、拉深、翻孔、翻边、胀形、扩口、缩口、起伏、较平和整形等。冲压工艺设计二、Pro/E钣金冲压件设计介绍转换模式是在实体模式下将实体零件转换为钣金件。组件模式是在装配模式中以自上向下的方式创建钣金件。钣金件模式,即在Pro/ENGINEER的可选模块P

冲压钣金设计-PPT.ppt
Pro/ENGINEER钣金件设计一、钣金冲压基础冲压工序成形工序是指坯料在模具压力冲压力作用下,变形部分的应力达到屈服极限,但未达到强度极限,使坯料产生塑性变形,且不产生分离而获得具有一定形状和尺寸精度的冲件的加工方法。成形工序主要有弯曲(压弯、卷边和扭曲)、拉深、翻孔、翻边、胀形、扩口、缩口、起伏、较平和整形等。冲压工艺设计二、Pro/E钣金冲压件设计介绍转换模式是在实体模式下将实体零件转换为钣金件。组件模式是在装配模式中以自上向下的方式创建钣金件。钣金件模式,即在Pro/ENGINEER的可选模块P