
一种螺旋钢管加工用抛光装置.pdf

是你****平呀


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋钢管加工用抛光装置.pdf
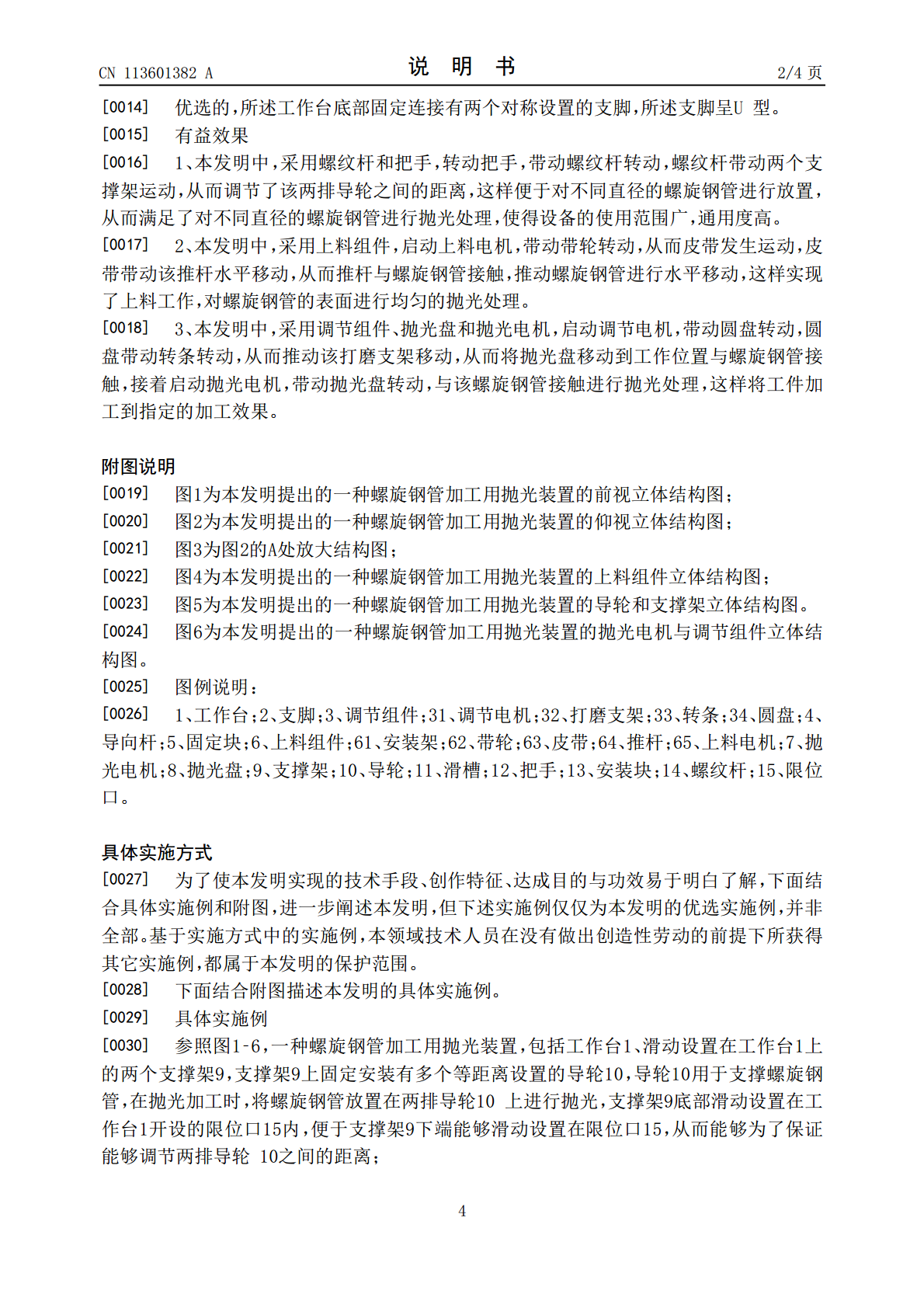
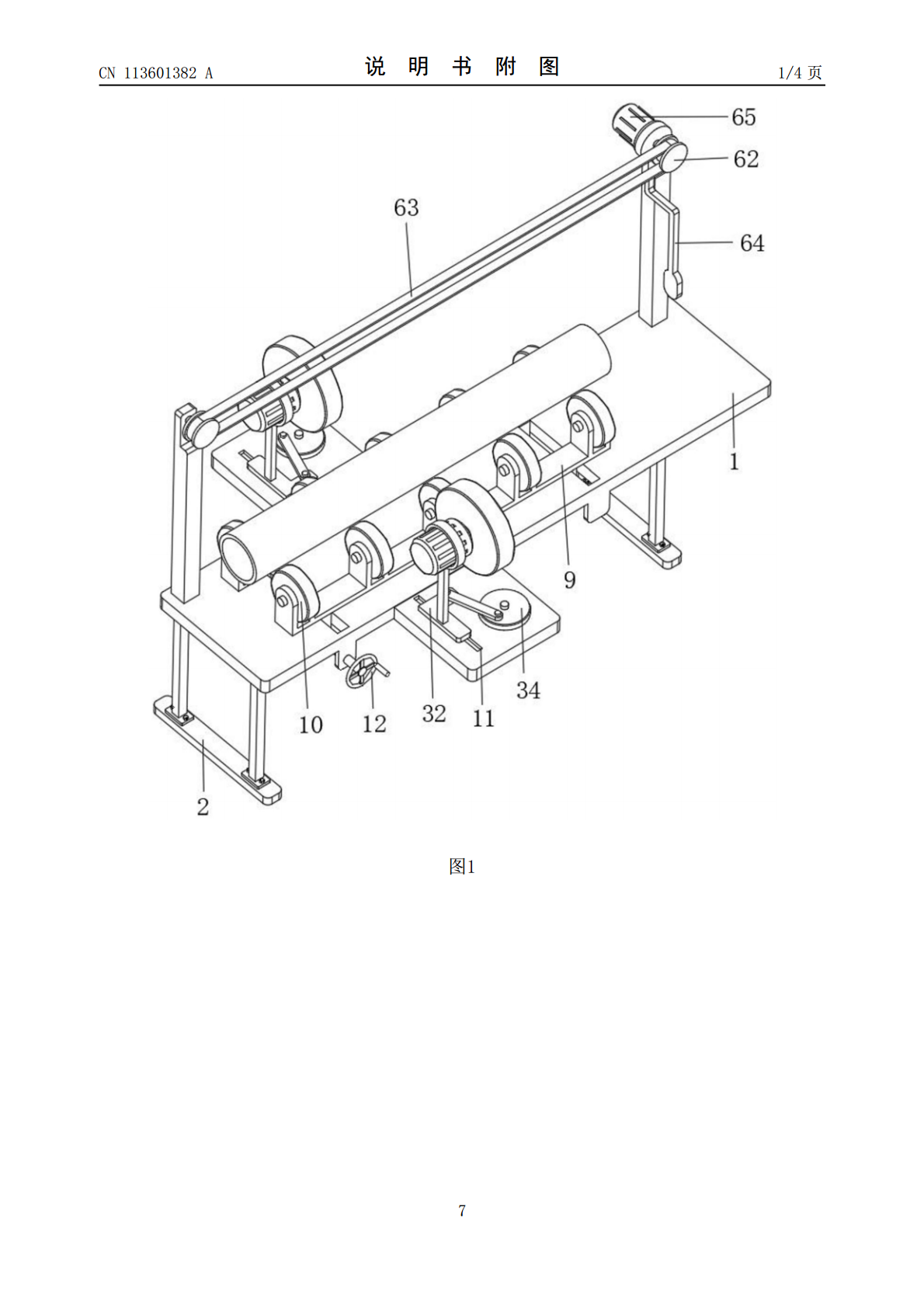
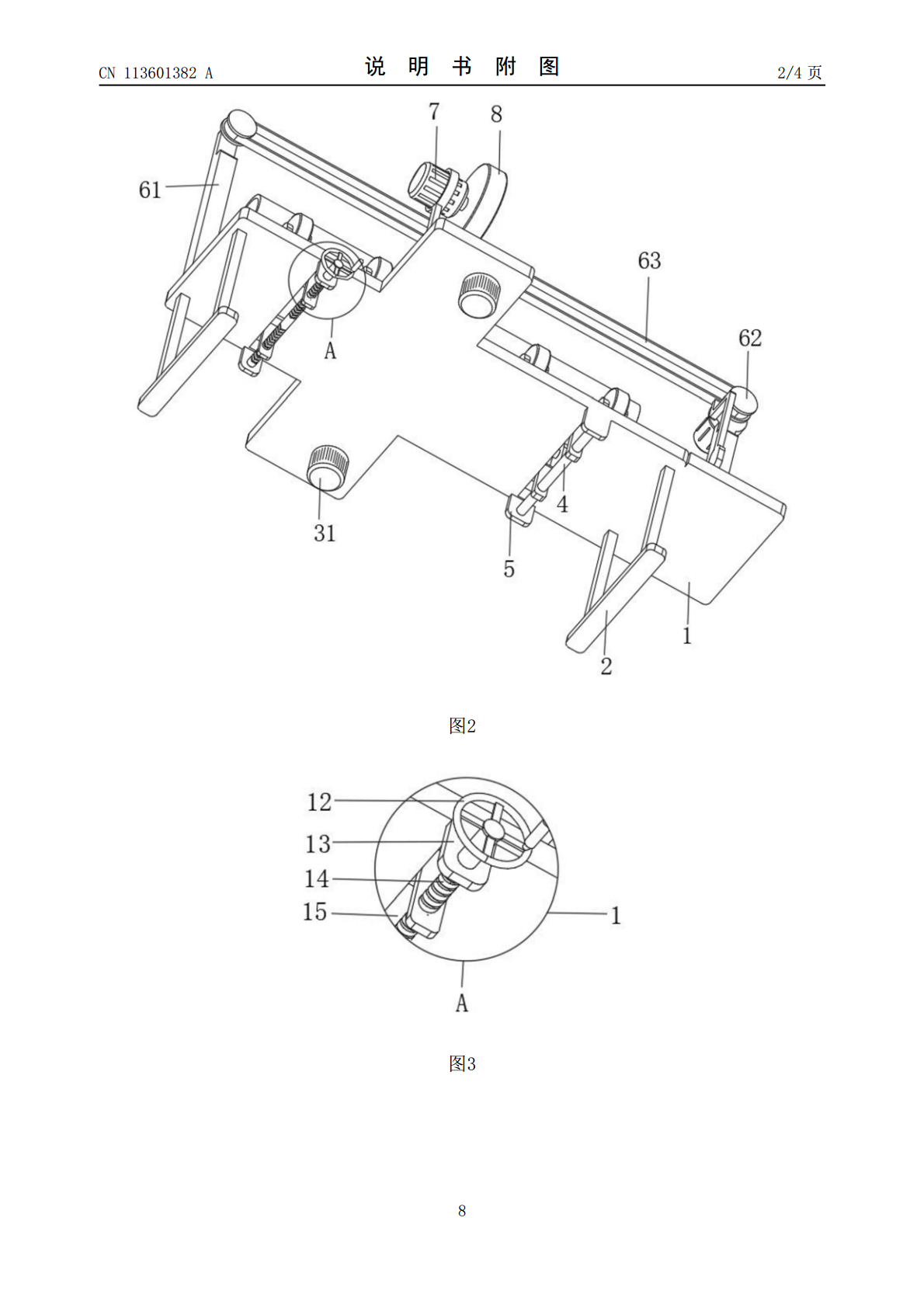
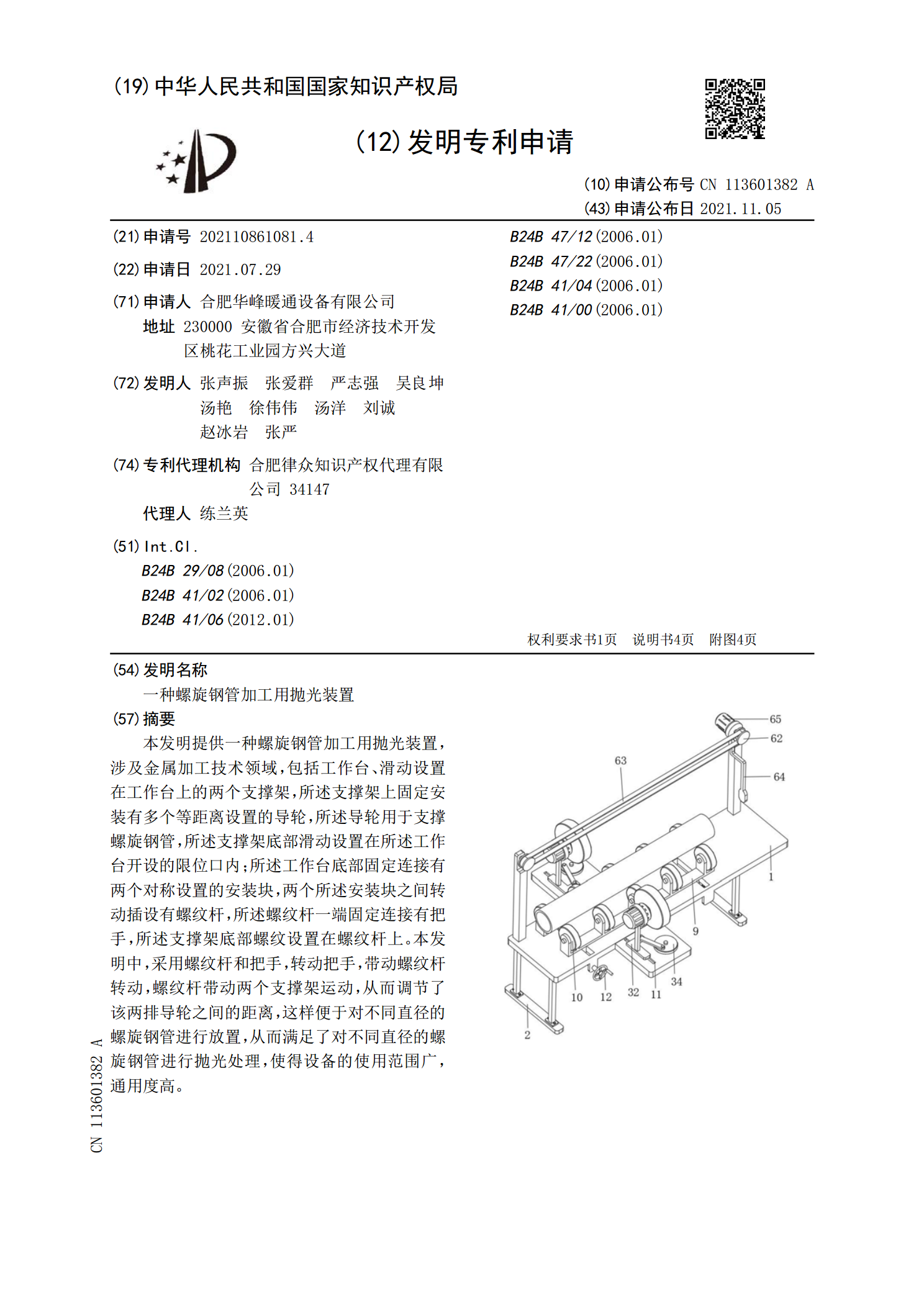
本发明提供一种螺旋钢管加工用抛光装置,涉及金属加工技术领域,包括工作台、滑动设置在工作台上的两个支撑架,所述支撑架上固定安装有多个等距离设置的导轮,所述导轮用于支撑螺旋钢管,所述支撑架底部滑动设置在所述工作台开设的限位口内;所述工作台底部固定连接有两个对称设置的安装块,两个所述安装块之间转动插设有螺纹杆,所述螺纹杆一端固定连接有把手,所述支撑架底部螺纹设置在螺纹杆上。本发明中,采用螺纹杆和把手,转动把手,带动螺纹杆转动,螺纹杆带动两个支撑架运动,从而调节了该两排导轮之间的距离,这样便于对不同直径的螺旋钢管
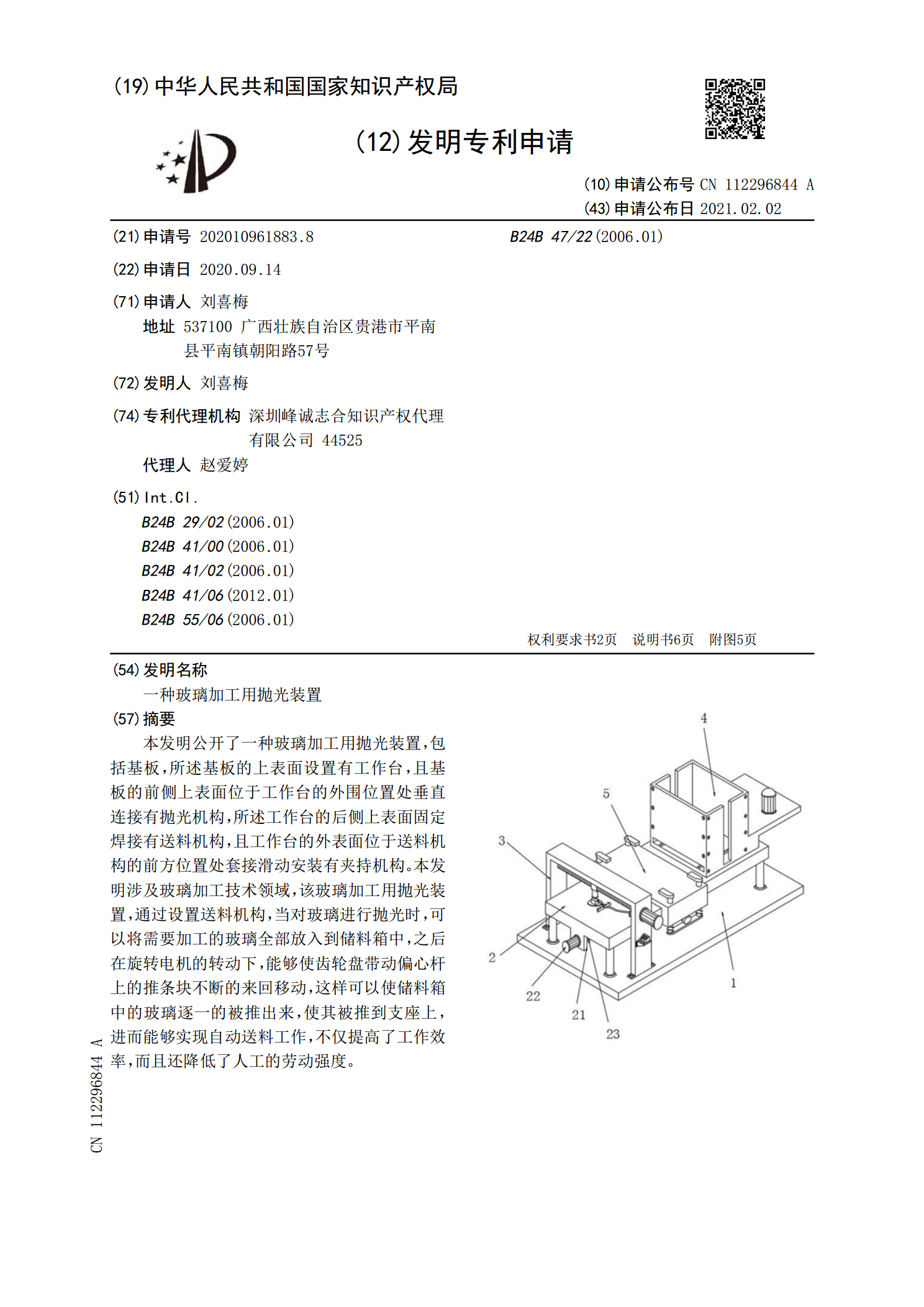
一种玻璃加工用抛光装置.pdf
本发明公开了一种玻璃加工用抛光装置,包括基板,所述基板的上表面设置有工作台,且基板的前侧上表面位于工作台的外围位置处垂直连接有抛光机构,所述工作台的后侧上表面固定焊接有送料机构,且工作台的外表面位于送料机构的前方位置处套接滑动安装有夹持机构。本发明涉及玻璃加工技术领域,该玻璃加工用抛光装置,通过设置送料机构,当对玻璃进行抛光时,可以将需要加工的玻璃全部放入到储料箱中,之后在旋转电机的转动下,能够使齿轮盘带动偏心杆上的推条块不断的来回移动,这样可以使储料箱中的玻璃逐一的被推出来,使其被推到支座上,进而能够实

一种家具加工用抛光装置.pdf
本发明公开了一种家具加工用抛光装置,包括工作台面和抛光轮,所述工作台面的左侧和后侧固定安装有第一固定挡板和第二固定挡板,所述工作台面的左侧活动安装有活动支座,所述活动支座中固定安装有电动推杆,所述电动推杆的输出端与支撑杆下端面的一端固定相连,所述支撑杆下端面的一端活动安装有安装板,所述安装板与支撑杆之间设置有位移传动机构,所述安装板的上端面固定安装有第三电机,所述第三电机的输出端固定安装有抛光轮,所述支撑腿的内侧固定安装有支撑板,所述支撑板的上端面活动安装有吸尘机构。本发明能够对不同尺寸的家具木板进行抛光

一种轴承加工用抛光装置.pdf
本发明公开了一种轴承加工用抛光装置,包括底部支撑框架、U型框座、脚踏开关、第一支撑座、第一支撑板、第二支撑座、第二支撑板、顶部板体、升降油缸、内部支撑框、滚珠直线导轨、导向固定座、砂带轮电机、抛光砂带轮、斜向支撑座、纵向行走油缸、第一感应开关、第二感应开关、第三行程开关、第一行程开关、第二行程开关、横向行走油缸,横向行走油缸带动砂带轮电机沿着滚珠直线导轨进行横向运动,从而调节砂带轮电机的位置。本发明采用PLC控制系统进行控制抛光操作,且通过液压系统控制升降油缸、纵向行走油缸、横向行走油缸进行运动,便于实现
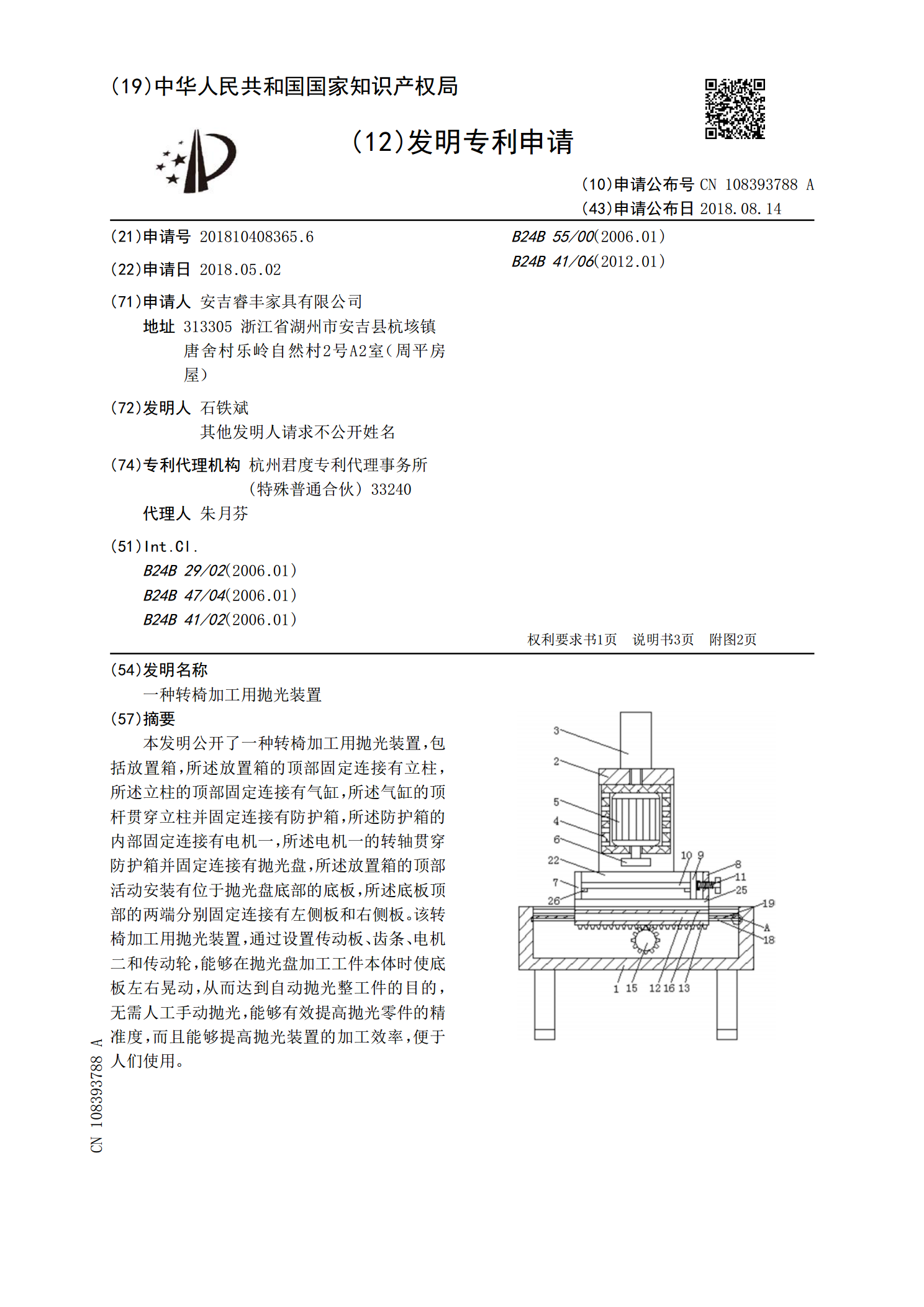
一种转椅加工用抛光装置.pdf
本发明公开了一种转椅加工用抛光装置,包括放置箱,所述放置箱的顶部固定连接有立柱,所述立柱的顶部固定连接有气缸,所述气缸的顶杆贯穿立柱并固定连接有防护箱,所述防护箱的内部固定连接有电机一,所述电机一的转轴贯穿防护箱并固定连接有抛光盘,所述放置箱的顶部活动安装有位于抛光盘底部的底板,所述底板顶部的两端分别固定连接有左侧板和右侧板。该转椅加工用抛光装置,通过设置传动板、齿条、电机二和传动轮,能够在抛光盘加工工件本体时使底板左右晃动,从而达到自动抛光整工件的目的,无需人工手动抛光,能够有效提高抛光零件的精准度,而