
BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar

是你****松呀













在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar
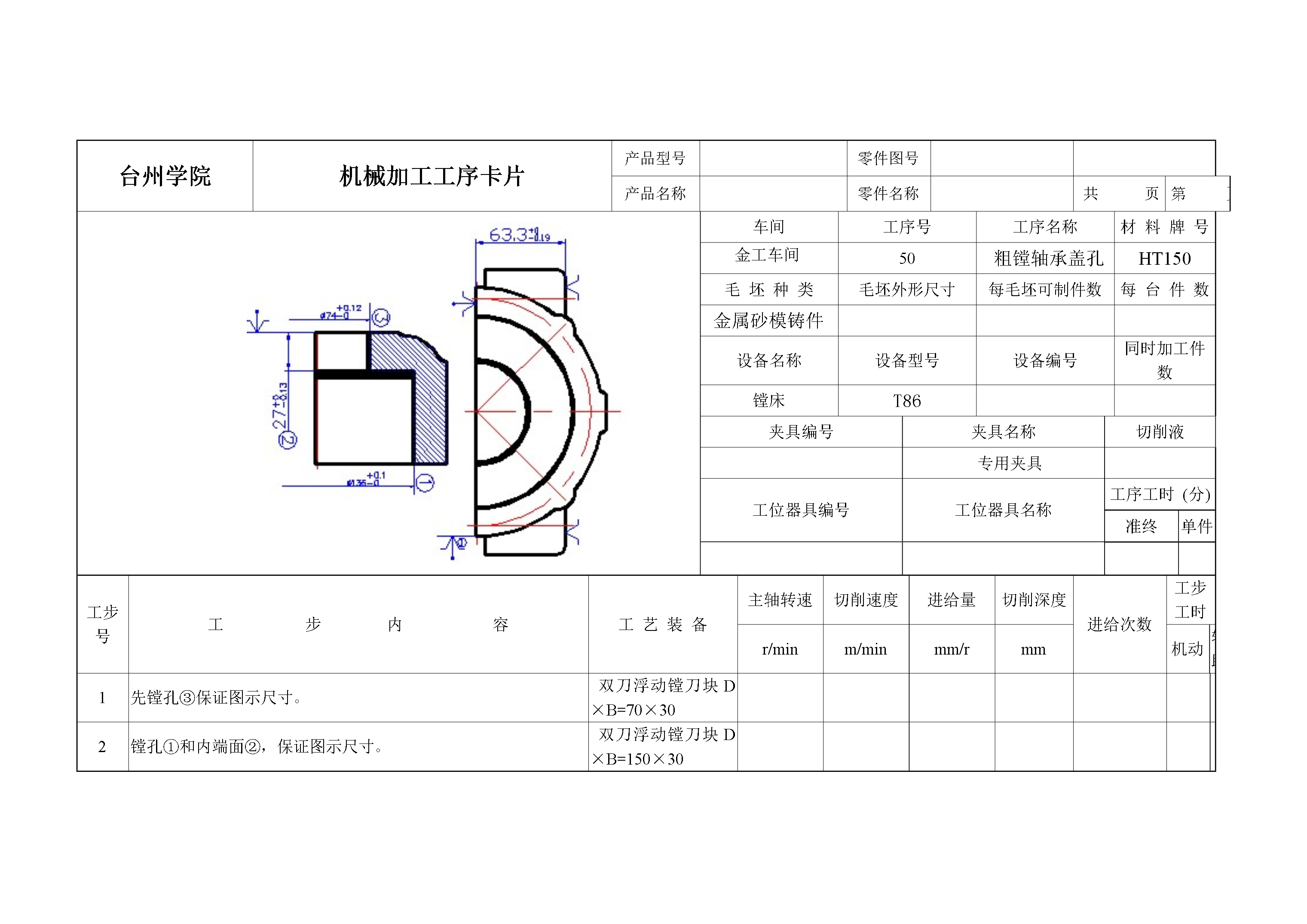
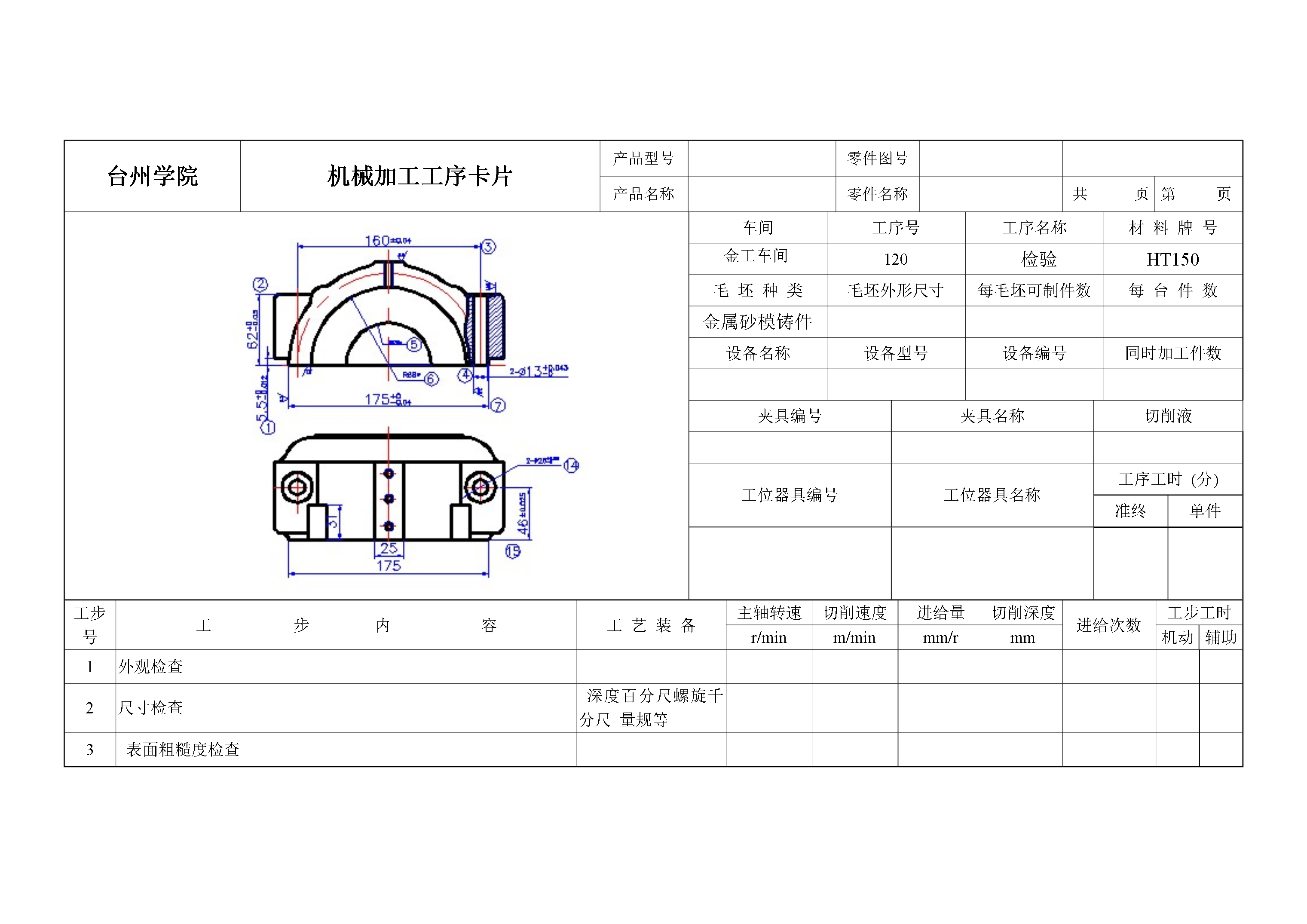
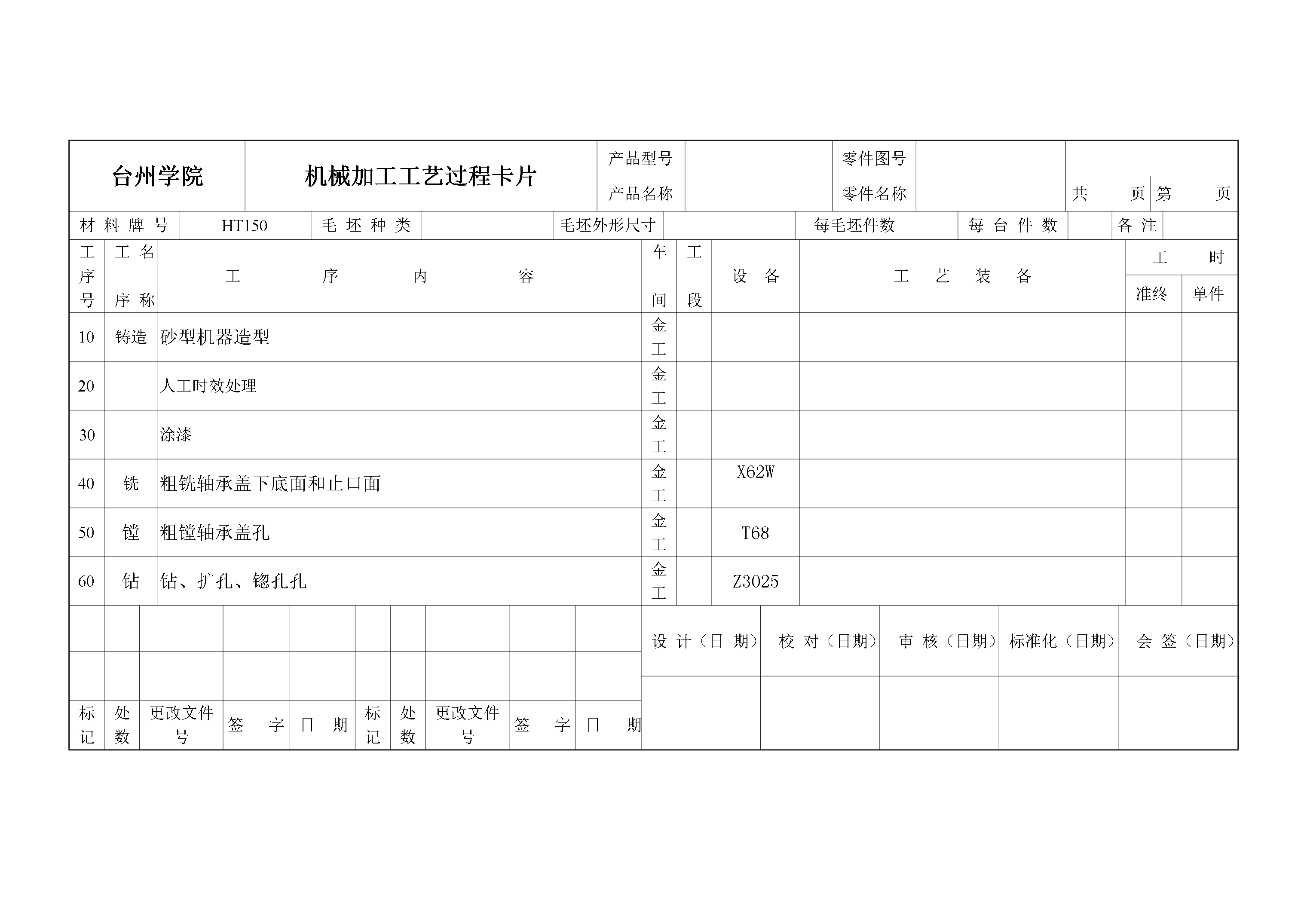
台州学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号金工车间40粗铣轴承盖下底面和止口面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属砂模铸件设备名称设备型号设备编号同时加工件数万能铣床X62W夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下底面高速钢组合刀具2铣止口面高速钢组合刀具34台州学院机械加工工序卡片产品型号
BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar
台州学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号金工车间40粗铣轴承盖下底面和止口面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属砂模铸件设备名称设备型号设备编号同时加工件数万能铣床X62W夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下底面高速钢组合刀具2铣止口面高速钢组合刀具34台州学院机械加工工序卡片产品型号
BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar
台州学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号金工车间40粗铣轴承盖下底面和止口面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属砂模铸件设备名称设备型号设备编号同时加工件数万能铣床X62W夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下底面高速钢组合刀具2铣止口面高速钢组合刀具34台州学院机械加工工序卡片产品型号
BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar
台州学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号金工车间40粗铣轴承盖下底面和止口面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属砂模铸件设备名称设备型号设备编号同时加工件数万能铣床X62W夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下底面高速钢组合刀具2铣止口面高速钢组合刀具34台州学院机械加工工序卡片产品型号

BJ0112-锡林轴承盖铣顶面零件的工艺规程及其铣顶面的夹具设计.rar
台州学院机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名称材料牌号金工车间40粗铣轴承盖下底面和止口面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属砂模铸件设备名称设备型号设备编号同时加工件数万能铣床X62W夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下底面高速钢组合刀具2铣止口面高速钢组合刀具34台州学院机械加工工序卡片产品型号