
一种吊车座舱生产用舱门冲压成型装置.pdf

努力****梓颖

1/8
2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种吊车座舱生产用舱门冲压成型装置.pdf
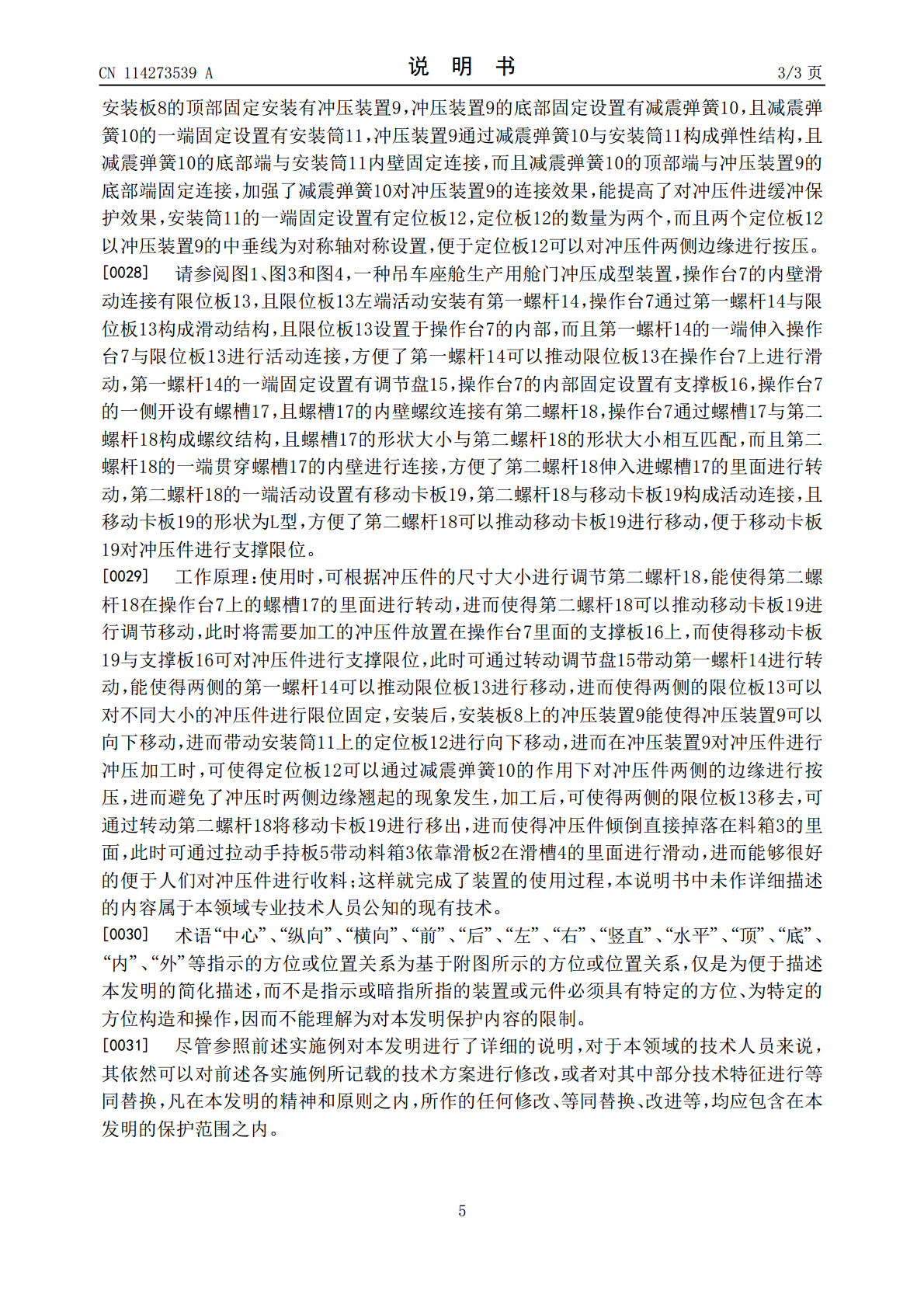
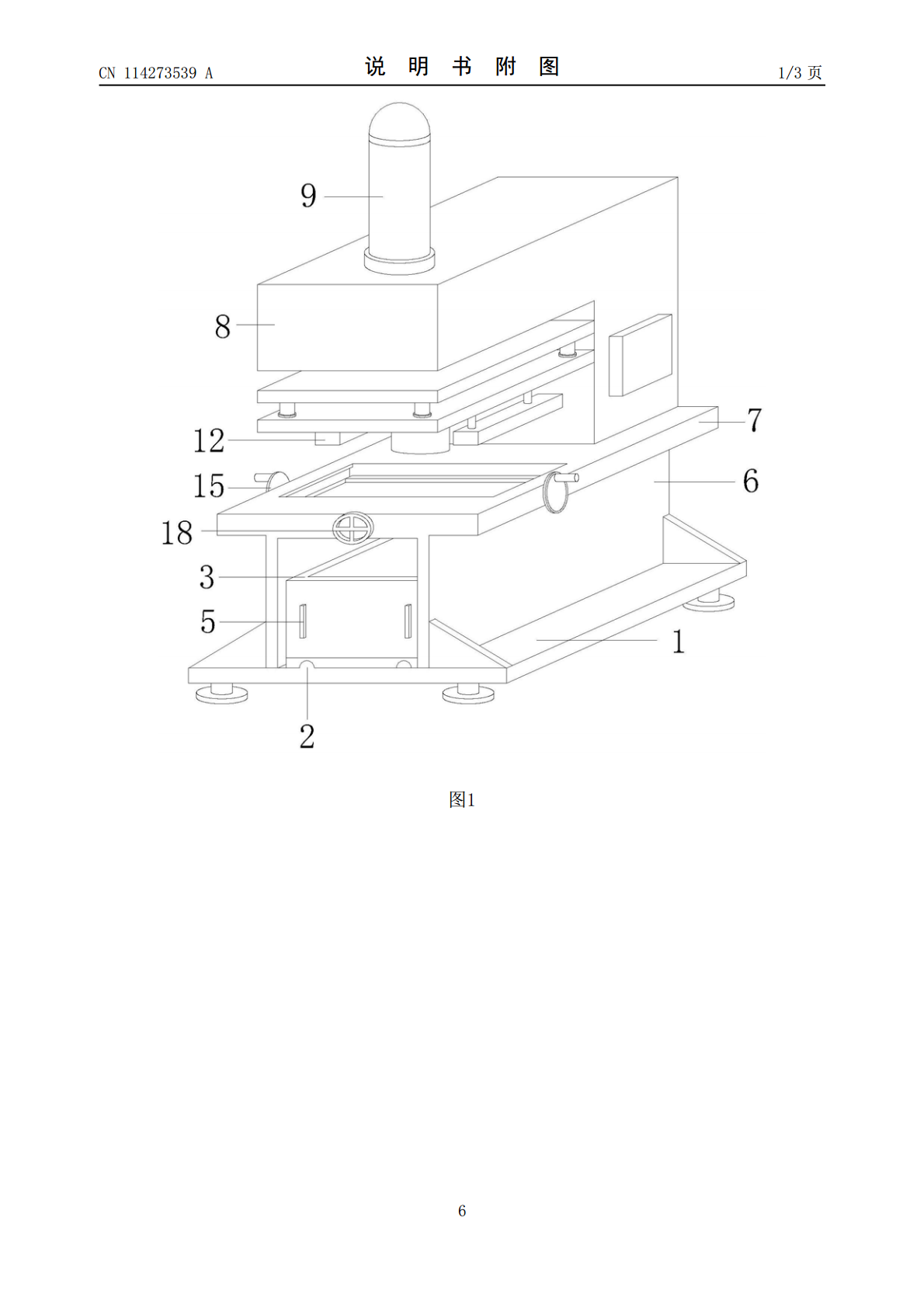
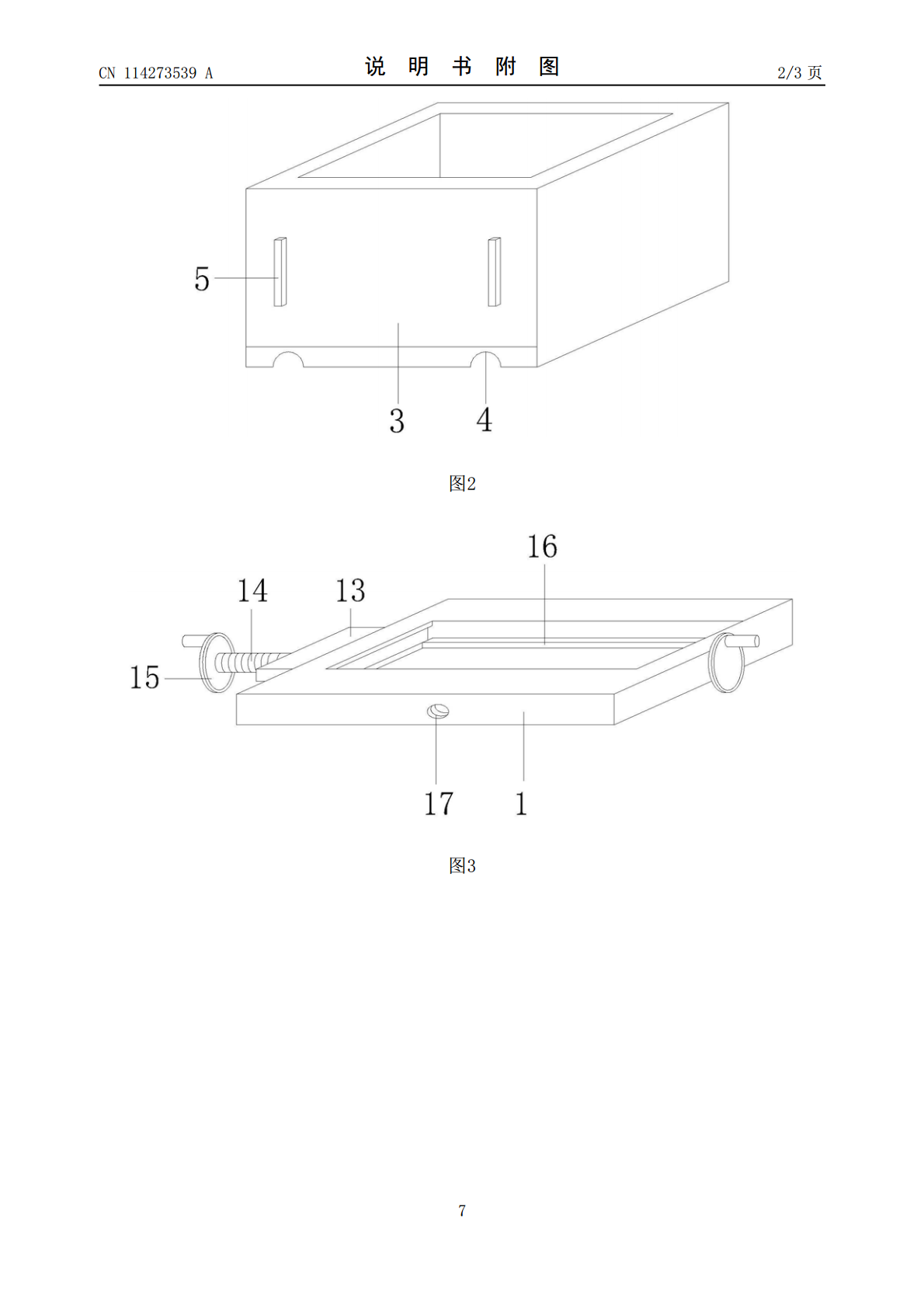
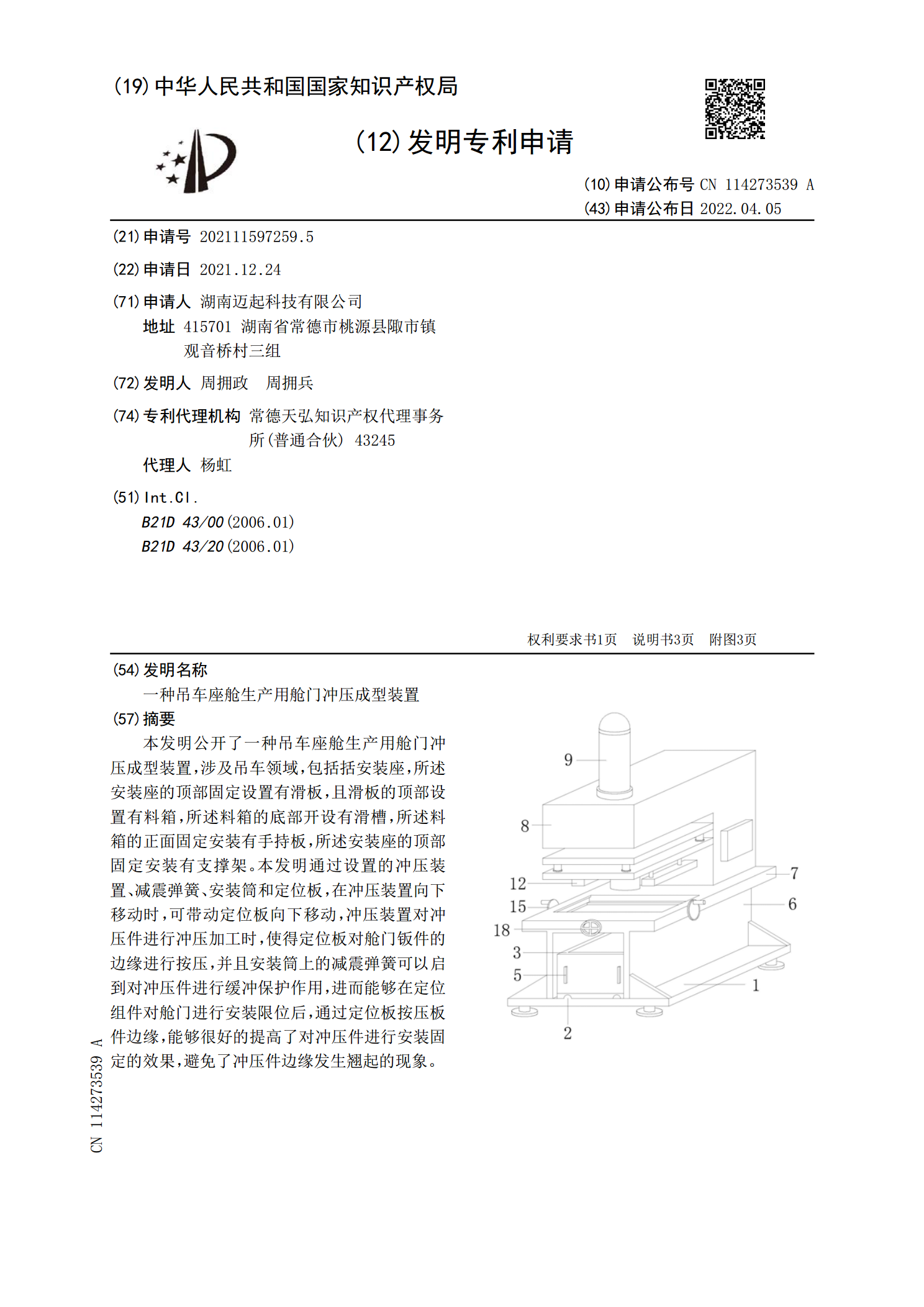
本发明公开了一种吊车座舱生产用舱门冲压成型装置,涉及吊车领域,包括括安装座,所述安装座的顶部固定设置有滑板,且滑板的顶部设置有料箱,所述料箱的底部开设有滑槽,所述料箱的正面固定安装有手持板,所述安装座的顶部固定安装有支撑架。本发明通过设置的冲压装置、减震弹簧、安装筒和定位板,在冲压装置向下移动时,可带动定位板向下移动,冲压装置对冲压件进行冲压加工时,使得定位板对舱门钣件的边缘进行按压,并且安装筒上的减震弹簧可以启到对冲压件进行缓冲保护作用,进而能够在定位组件对舱门进行安装限位后,通过定位板按压板件边缘,能
一种吊车座舱生产用喷涂装置.pdf
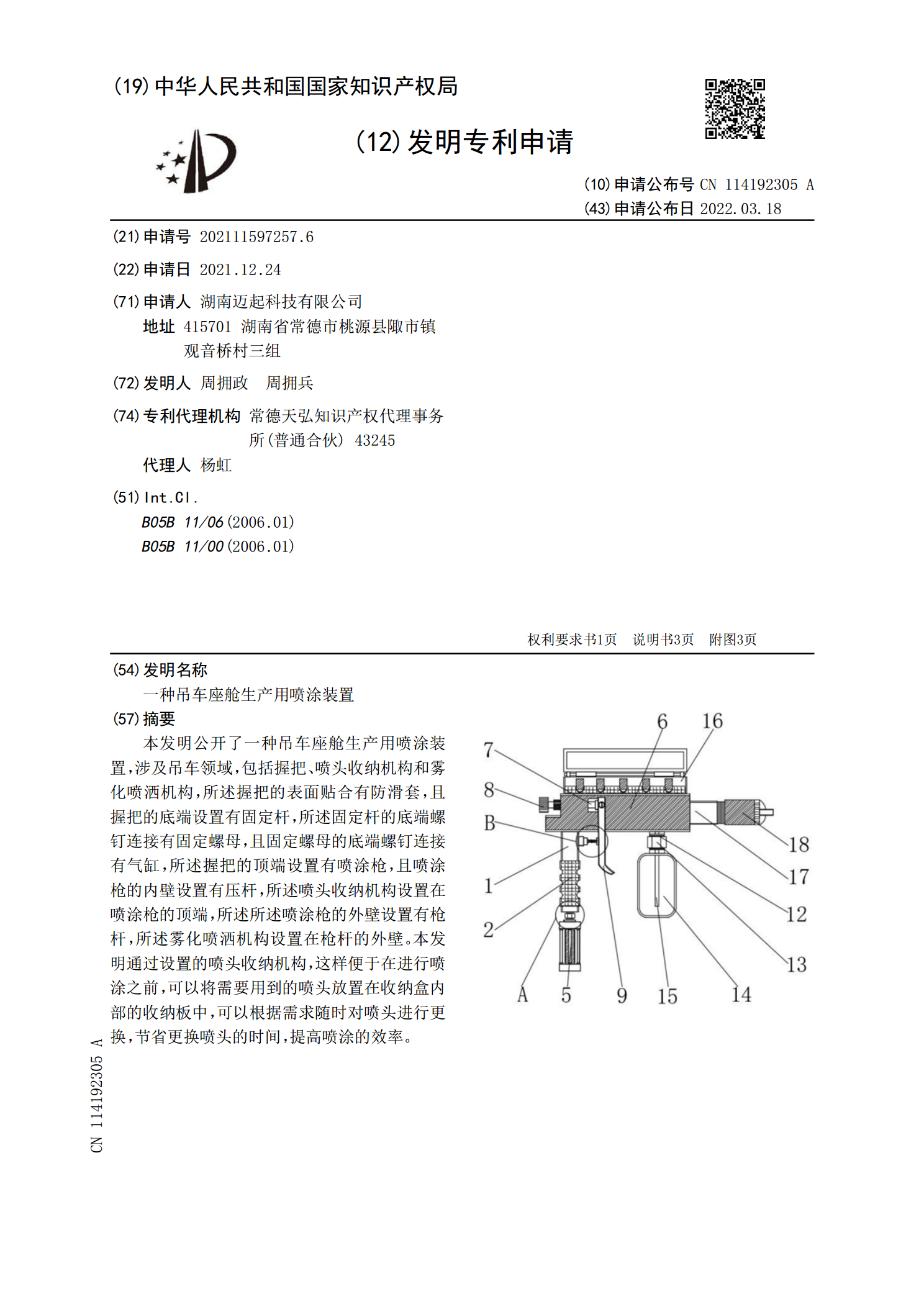
本发明公开了一种吊车座舱生产用喷涂装置,涉及吊车领域,包括握把、喷头收纳机构和雾化喷洒机构,所述握把的表面贴合有防滑套,且握把的底端设置有固定杆,所述固定杆的底端螺钉连接有固定螺母,且固定螺母的底端螺钉连接有气缸,所述握把的顶端设置有喷涂枪,且喷涂枪的内壁设置有压杆,所述喷头收纳机构设置在喷涂枪的顶端,所述所述喷涂枪的外壁设置有枪杆,所述雾化喷洒机构设置在枪杆的外壁。本发明通过设置的喷头收纳机构,这样便于在进行喷涂之前,可以将需要用到的喷头放置在收纳盒内部的收纳板中,可以根据需求随时对喷头进行更换,节省更
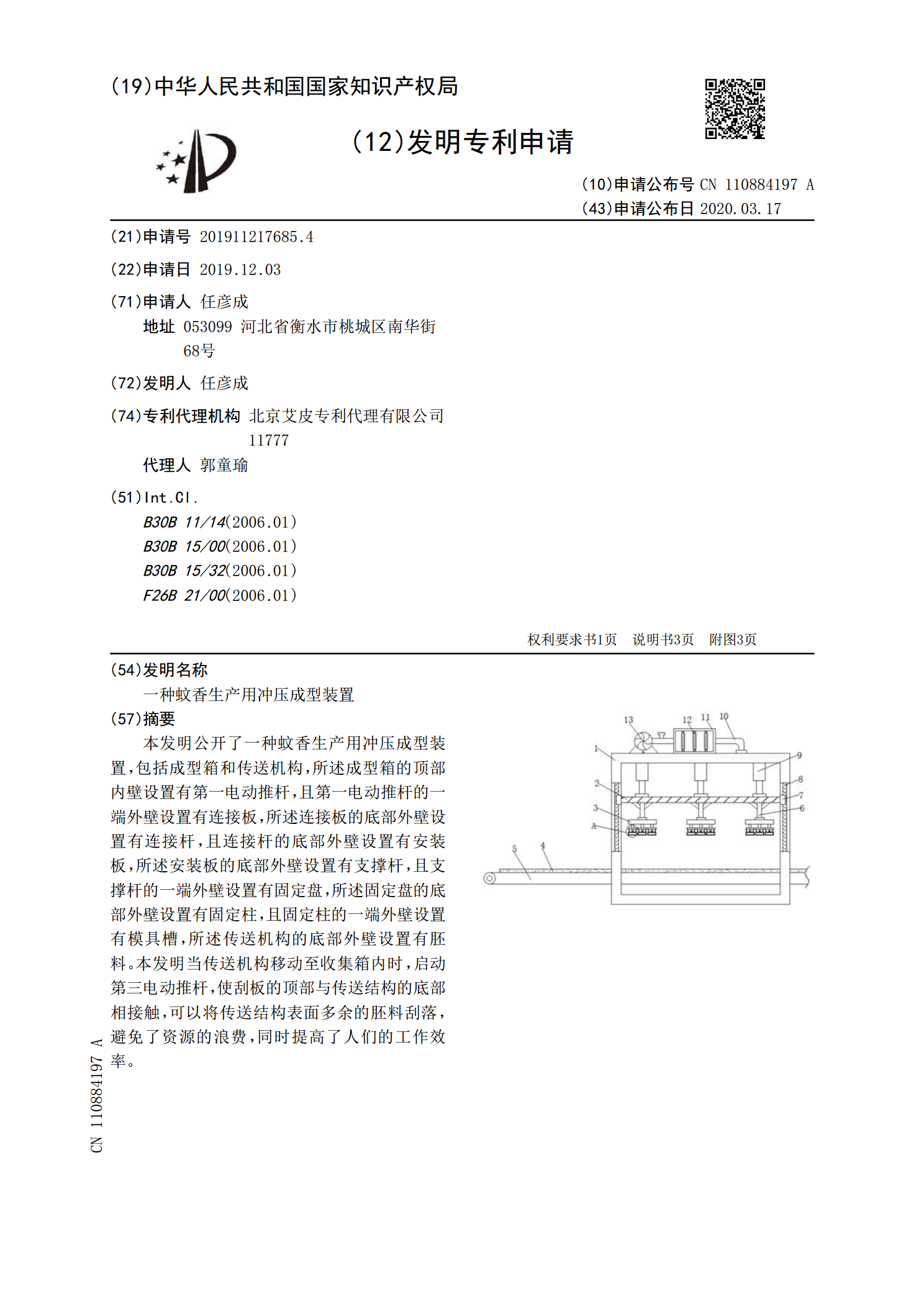
一种蚊香生产用冲压成型装置.pdf
本发明公开了一种蚊香生产用冲压成型装置,包括成型箱和传送机构,所述成型箱的顶部内壁设置有第一电动推杆,且第一电动推杆的一端外壁设置有连接板,所述连接板的底部外壁设置有连接杆,且连接杆的底部外壁设置有安装板,所述安装板的底部外壁设置有支撑杆,且支撑杆的一端外壁设置有固定盘,所述固定盘的底部外壁设置有固定柱,且固定柱的一端外壁设置有模具槽,所述传送机构的底部外壁设置有胚料。本发明当传送机构移动至收集箱内时,启动第三电动推杆,使刮板的顶部与传送结构的底部相接触,可以将传送结构表面多余的胚料刮落,避免了资源的浪费
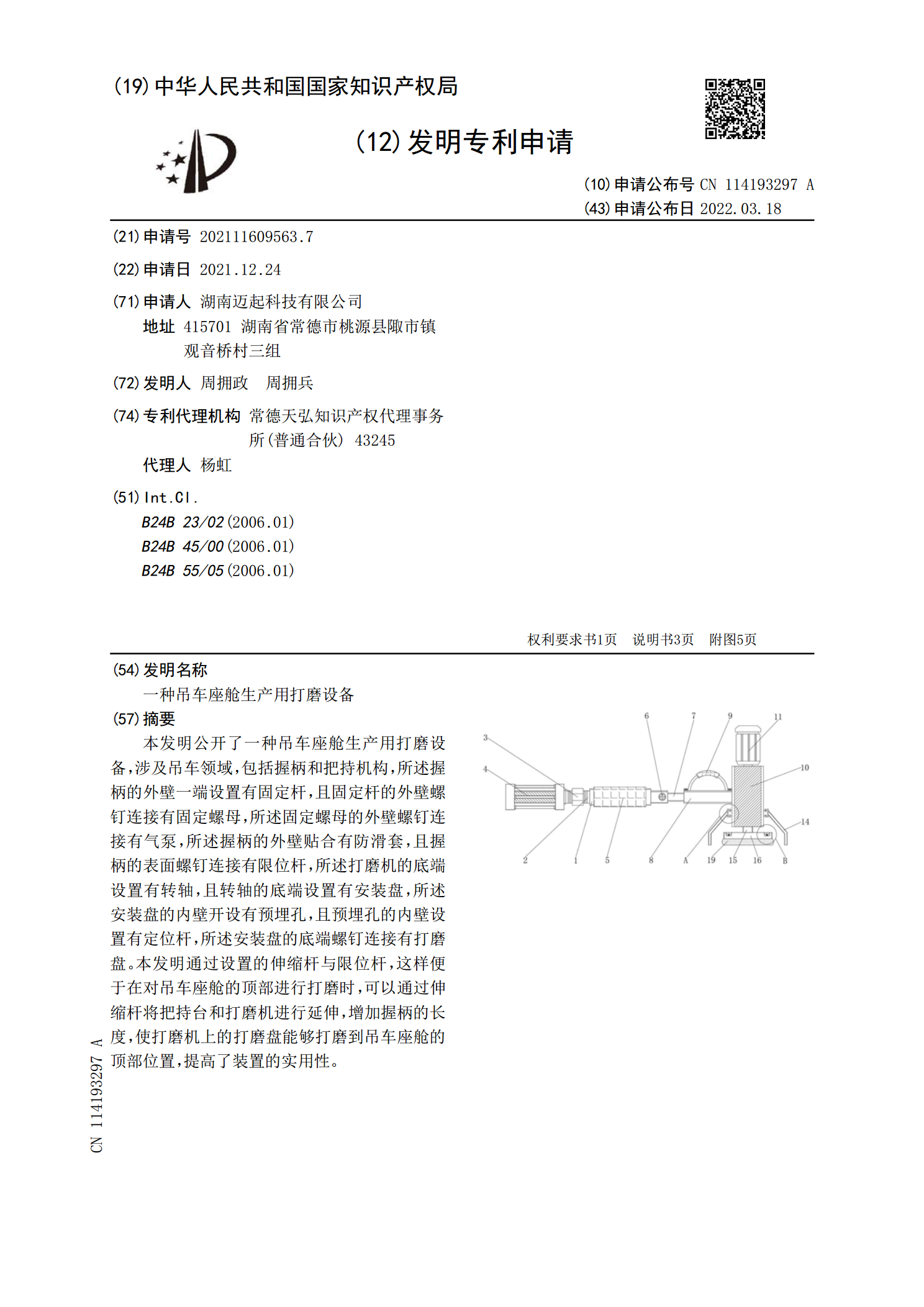
一种吊车座舱生产用打磨设备.pdf
本发明公开了一种吊车座舱生产用打磨设备,涉及吊车领域,包括握柄和把持机构,所述握柄的外壁一端设置有固定杆,且固定杆的外壁螺钉连接有固定螺母,所述固定螺母的外壁螺钉连接有气泵,所述握柄的外壁贴合有防滑套,且握柄的表面螺钉连接有限位杆,所述打磨机的底端设置有转轴,且转轴的底端设置有安装盘,所述安装盘的内壁开设有预埋孔,且预埋孔的内壁设置有定位杆,所述安装盘的底端螺钉连接有打磨盘。本发明通过设置的伸缩杆与限位杆,这样便于在对吊车座舱的顶部进行打磨时,可以通过伸缩杆将把持台和打磨机进行延伸,增加握柄的长度,使打磨
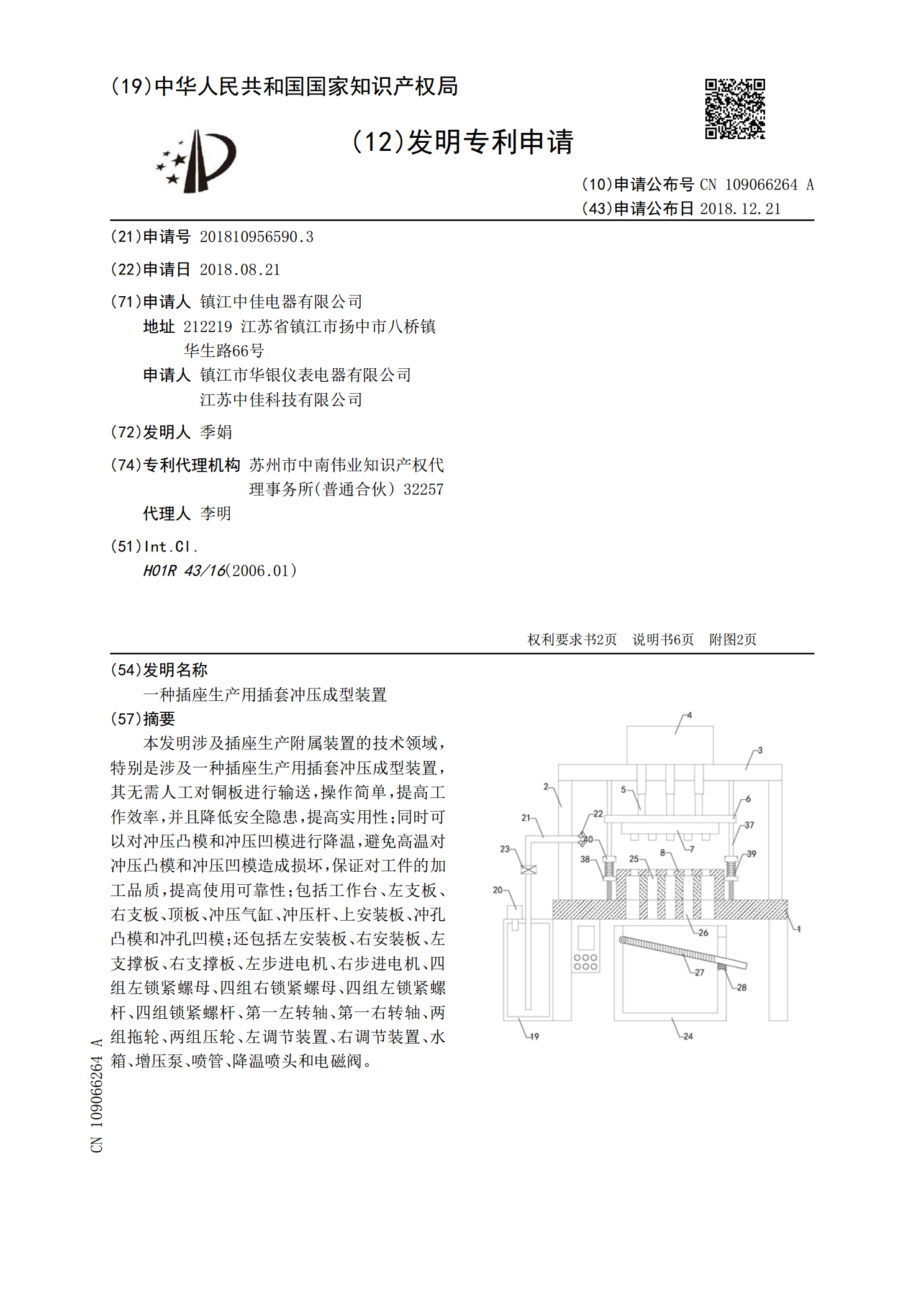
一种插座生产用插套冲压成型装置.pdf
本发明涉及插座生产附属装置的技术领域,特别是涉及一种插座生产用插套冲压成型装置,其无需人工对铜板进行输送,操作简单,提高工作效率,并且降低安全隐患,提高实用性;同时可以对冲压凸模和冲压凹模进行降温,避免高温对冲压凸模和冲压凹模造成损坏,保证对工件的加工品质,提高使用可靠性;包括工作台、左支板、右支板、顶板、冲压气缸、冲压杆、上安装板、冲孔凸模和冲孔凹模;还包括左安装板、右安装板、左支撑板、右支撑板、左步进电机、右步进电机、四组左锁紧螺母、四组右锁紧螺母、四组左锁紧螺杆、四组锁紧螺杆、第一左转轴、第一右转轴