
一种无卤素板材的冲切模具及冲切方法.pdf

一吃****仪凡

1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无卤素板材的冲切模具及冲切方法.pdf
本发明提供一种无卤素板材的冲切模具及冲切方法,包括上模组件和下模组件;所述上模组件包括由上至下连接的上盖板、盖针板、压针板和固定板;所述压针板内安装有多个冲针;所述固定板内安装有上模芯;每个所述冲针的冲切部穿过所述上模芯伸出于所述上模芯的下端面;所述上模芯的下端面设有多个第一凸起;所述下模组件包括第一支撑架和第二支撑架;所述第一支撑架和第二支撑架的上方安装有内托板,所述内托板上安装有下模芯;所述下模芯内对应多个所述冲针的位置设有多个冲型槽;所述下模芯的上端面设有多个与所述第一凸起相对应的第二凸起。本发明能
冲切模具.pdf
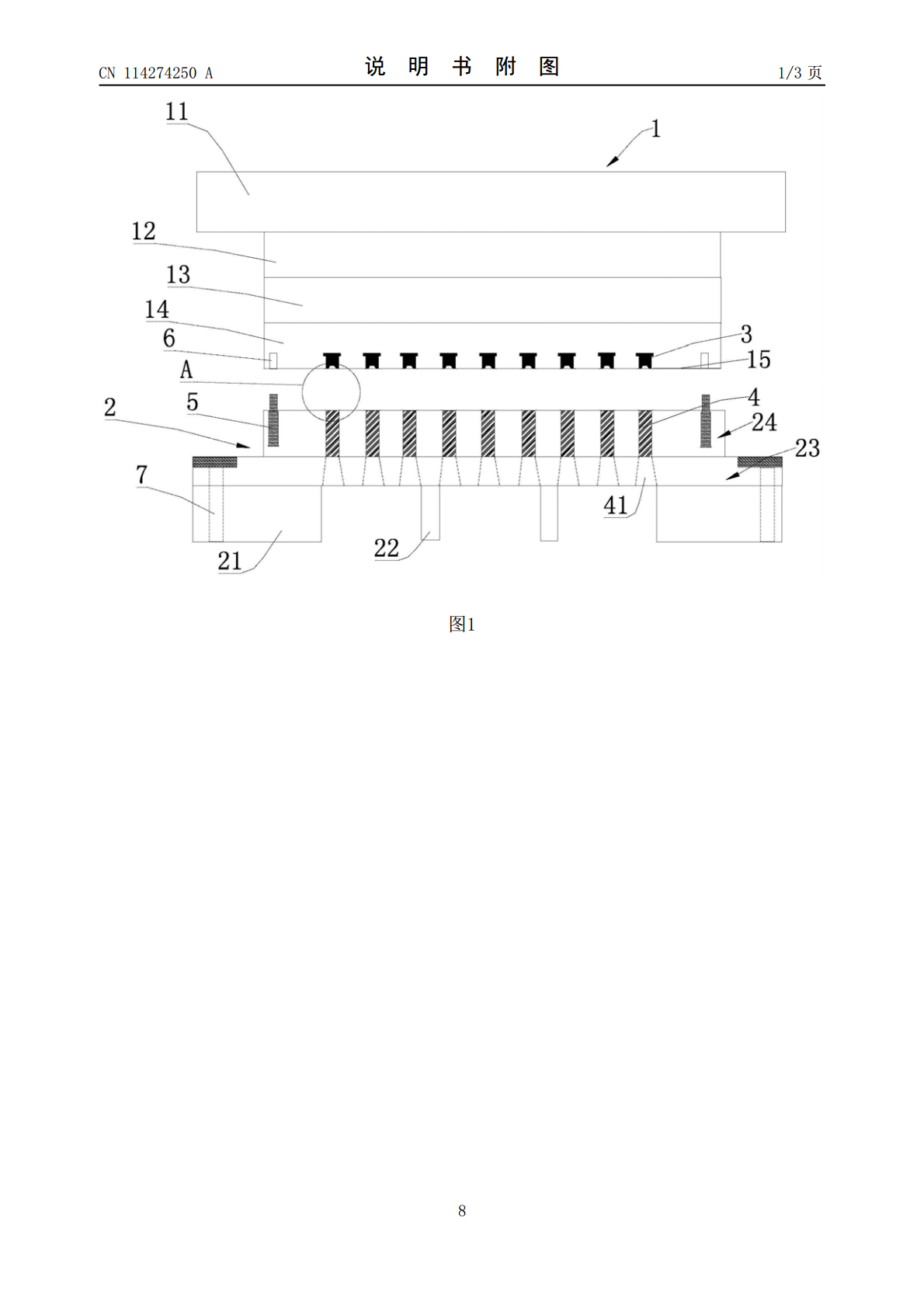
本申请提供一种密集小间距孔同时冲裁的冲切模具,包括模仁、多个冲头及多个内脱。模仁用于承载物料,模仁的承载面排列设有多个收容孔。每个冲头位于一收容孔上方,冲头用于冲切物料直至进入收容孔内,以使物料形成多个孔。每个内脱滑动设于一收容孔内,内脱的侧壁用于支撑收容孔的内壁,以加强模仁在相邻两收容孔之间部分的强度。上述冲切模具通过模仁上设有收容孔以便冲头冲切物料,而模仁上收容孔之间的部分能够支撑物料上孔间距的部分,进而防止物料断裂,并且通过内脱加强模仁上收容孔之间的部分的强度,避免了模仁变形及断裂的问题,进而实现提
一种冲切模具.pdf
本发明属于冲切模具领域,尤其涉及一种冲切模具,它包括L型底座、摆板A、弧形齿条、不完全齿轮、单向离合器和直齿条等,其中与L型底座水平段上表面配合的摆板A通过摆轴与L型底座水平段上表面末端铰接,摆板A板面上的方槽B与L型底座水平段上表面的贯通方槽A配合;本发明对模座上的料板进行自动及时的清理,模座上不堆叠废料板,而且本发明在清理废料板时不需要暂时关停冲床,在冲床每冲压一次结束后立即自动完成对废料板的清理,不影响冲压工作的继续进行,工作效率较高且具有一定的安全性,避免了传统冲压废料板在人工清理过程中的安全隐患

一种冰箱板材加工用多位置冲切模具.pdf
本发明公开了一种冰箱板材加工用多位置冲切模具,包括底板和冲压器件,所述底板上表面固定连接有固定架,所述固定架的背面固定连接有背板,所述第一横杆远离背板的一端固定连接有支撑架,所述支撑架两侧设置有冲压器件,所述支撑架外壁连接有使冲压器件固定限位的限位机构,所述底板两端的上表面固定连接有固定杆,所述固定杆靠近顶部的侧壁通过通孔滑动连接有第一活动杆,所述固定杆的顶部连接有冲切机构,所述固定架顶部连接有使支撑架运动的驱动机构。本发明,通过结构间的联动,实现冲压器件冲切位置的自动调整,即可实现多孔冲切,从而大大提高

一种冲切外形模具.pdf
本申请涉及冲切技术领域,尤其是涉及一种冲切外形模具。一种冲切外形模具包括压料机构,包括上膜组件、设置在上膜组件上的压料板和经压料板连接上膜组件的插刀座,上膜组件上设置有第一贯穿孔;冲切机构,包括设置在上膜组件上相互抵接的第一切刀组件和第二切刀组件,其中,第一切刀组件设置为两个,分别位于压料板相对的两端,第二切刀组件设置为两个,分别位于压料板相对的另两端;底座机构,包括底座组件和设置在底座组件上用于放置壳套的仿形块、配合第一切刀组件进行冲切的第一插刀件、用于配合第二切刀组件进行冲切的第二插刀件、用于插入第一