
一种冷粘鞋生产线及其工艺流程.pdf

韶敏****ab

1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种冷粘鞋生产线及其工艺流程.pdf
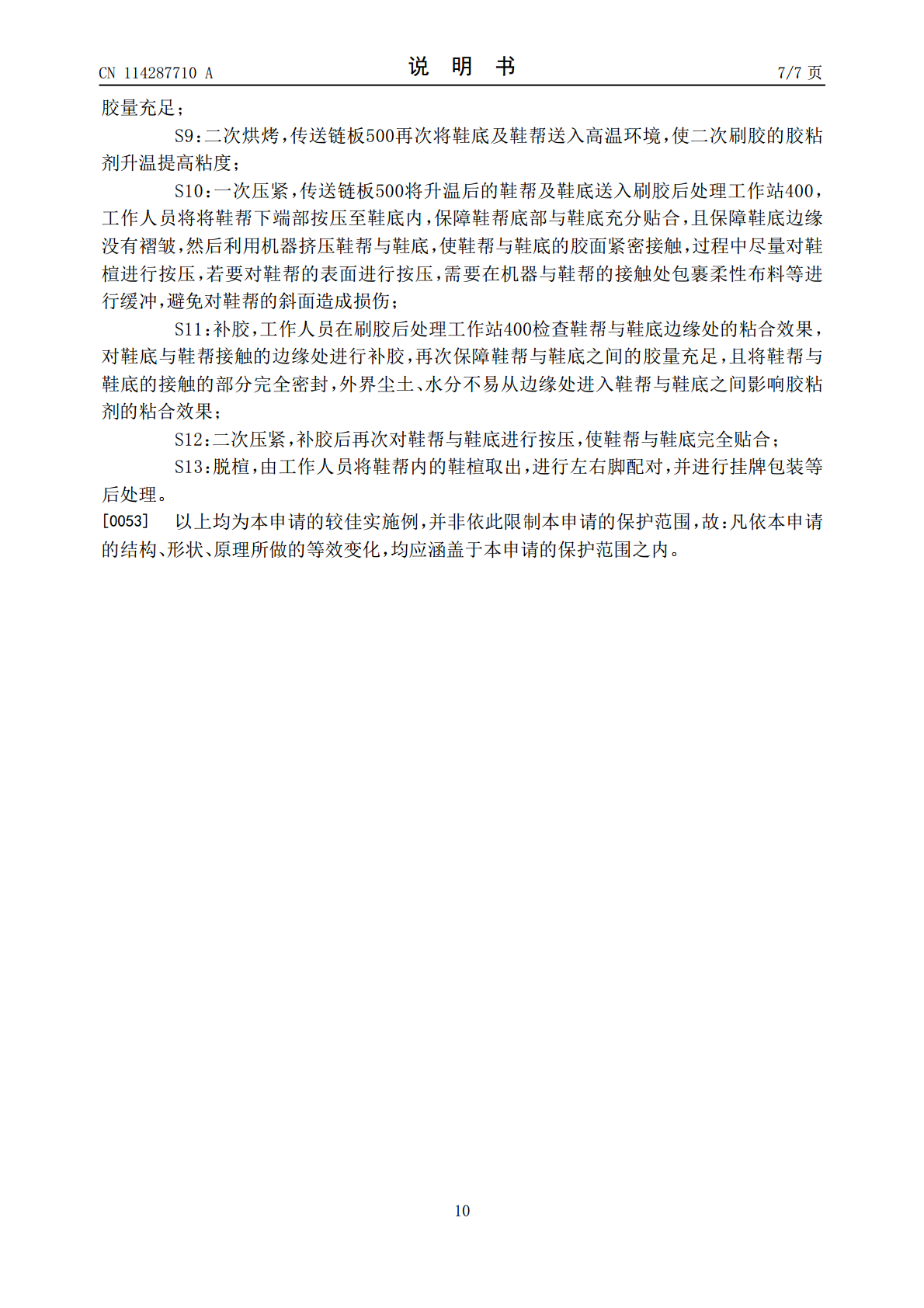
本申请涉及一种冷粘鞋生产线及其工艺流程,涉及鞋业加工领域,其包括定型工作站、刷胶预处理工作站、刷胶工作站及刷胶后处理工作站,定型工作站设有自动蒸湿装置,自动蒸湿装置包括支撑架及用于输送鞋帮的传送带,支撑架设有喷雾管及改变鞋帮与喷雾管间距的驱动装置,喷雾管连通有高压水管,喷雾管开设有若干第一喷孔。传送带将鞋帮输送至对齐喷雾管时,传送带暂停,同时驱动装置控制鞋帮与喷雾管的间距缩短,然后高压水管想喷雾管内供水,使水从第一喷孔处雾化喷出至鞋帮上,实现快速将鞋帮润湿;随后驱动装置扩大鞋帮与喷雾管的间距,本申请不需使
一种冷粘鞋生产设备的鞋前帮模具.pdf
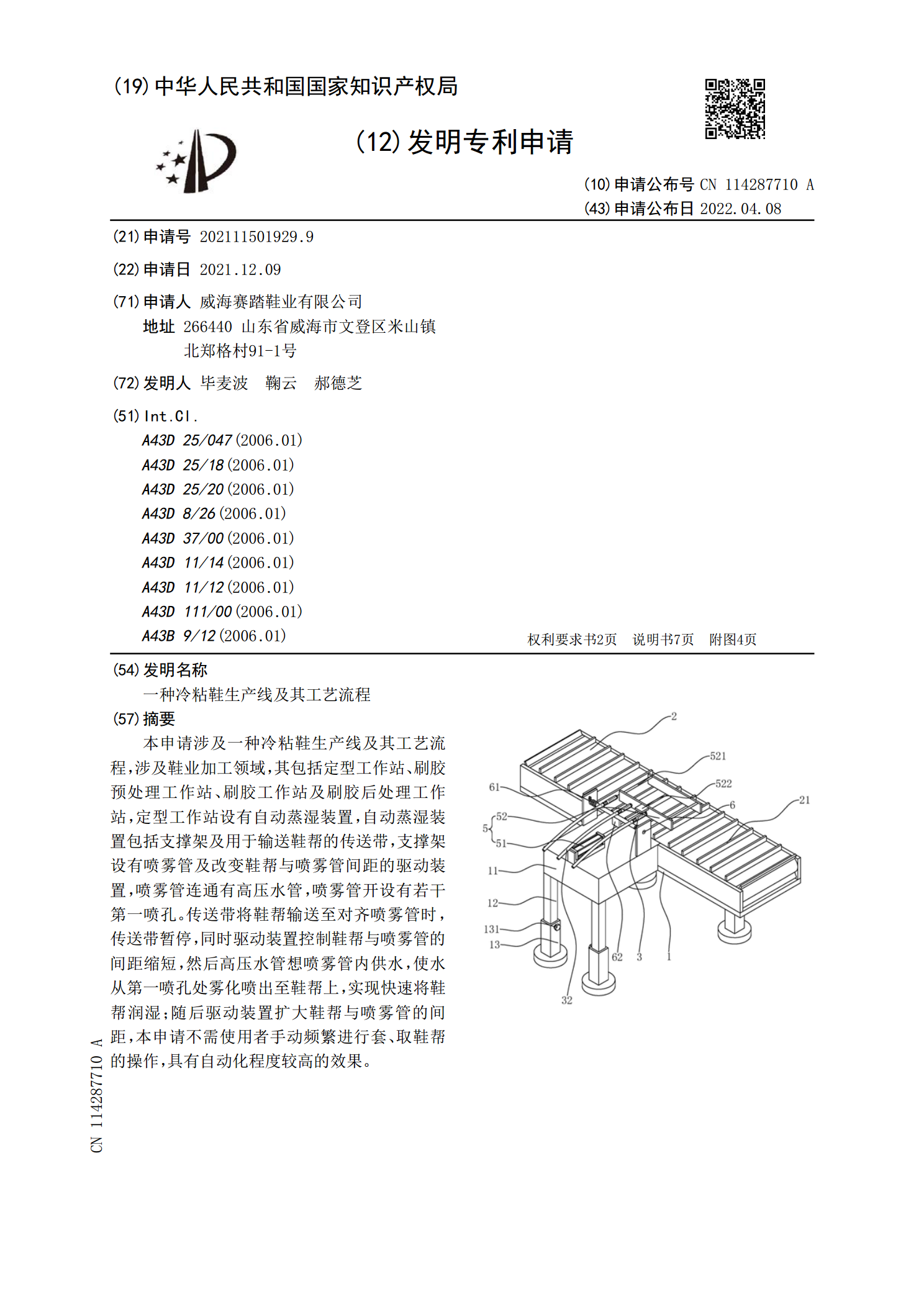
本发明公开了一种冷粘鞋生产设备的鞋前帮模具,包括后帮模,所述后帮模的一侧连接有前帮模,且后帮模靠近前帮模一侧的上方设置有第一凹槽。本发明通过转动凸轴使后帮模在前帮模的定位柱上向远离前帮模的一侧移动,进而使后帮模和前帮模对鞋面进行横向的支撑,并配合第二卡齿对第三卡齿进行固定,从而便于对鞋面进行更好的支撑,且该种冷粘鞋生产设备的鞋前帮模具通过将鞋面两侧的布条安装在绕布辊的外侧,并拉动齿条使齿条带动齿轮转动,且齿轮配合旋转轴带动绕布辊转动,进而将布条缠绕在绕布辊的外侧,同时也配合布条将鞋面拉紧,从而便于对鞋面的

一种多工位全自动冷粘鞋加工设备.pdf
本发明公开了一种多工位全自动冷粘鞋加工设备包括第一传送台和第二传送台,所述第一传送台的内部安装有第一传送带,所述第一传送台的两侧对称固定有第一液压杆,所述第一液压杆的伸长端穿过第一传送台固定有推块,本发明通过将带有鞋面的模具放置在第一传送带顶部,通过第一液压杆伸长端推动模具平均移动至第二传送带处,对模具进行分流,实现对模具的分流,通过两段对模具进行加工,提高工作效率;通过第三液压杆的伸长端伸长和缩短将带动支撑杆顺着滑槽的轨迹进行移动,同时也将带动喷胶枪对模具上的鞋面四周进行喷胶,通过将鞋底放置在模具上,对
一种冷粘鞋前帮机用压紧装置.pdf
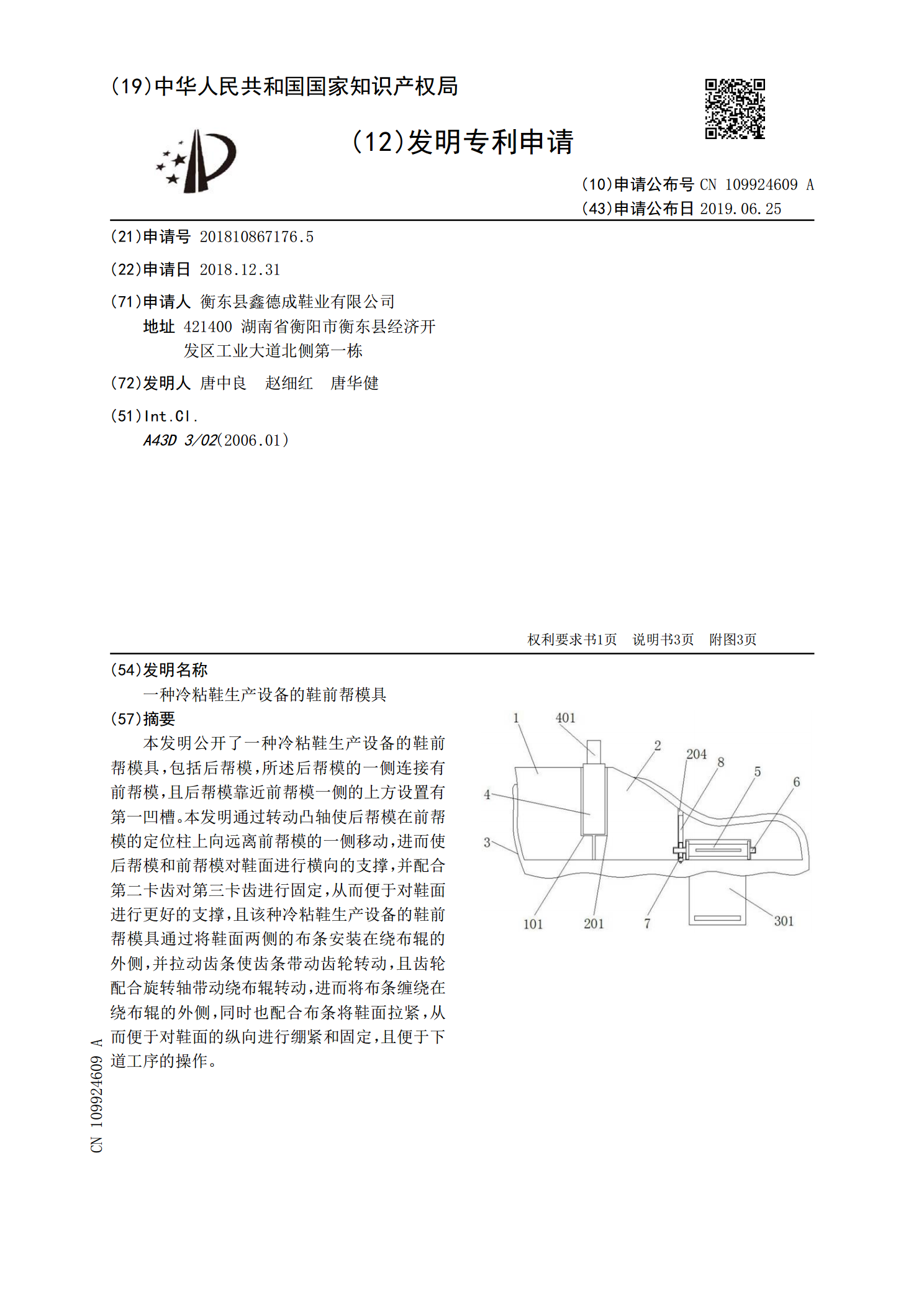
本发明公开了一种冷粘鞋前帮机用压紧装置,包括底座,所述底座上方的一侧设置有定位套,且定位套的内部安装有第一电动推杆,所述第一电动推杆的上方安装有延伸至定位套外侧的定位块,且定位块的上方安装有鞋模。本发明通过第三电动推杆推动安装板向靠近鞋模的一侧移动,进而使滚轮在鞋面上滚动同时滚轮将凸起的鞋面滚平,且配合弹簧推动滑杆使滚轮将鞋面与鞋模压紧,从而避免在使用时因压紧而造成鞋面的变形,同时也便于对鞋面进行铺平,且该种冷粘鞋前帮机用压紧装置通过第二电动推杆推动压杆,使压杆在安装座上顺时针转动,且压杆靠近定位套的一侧

一种鞋用冷粘压底机圆盘转位机构.pdf
一种鞋用冷粘压底机圆盘转位机构,包括相互配合的圆盘组件,液压马达组件,转位组件,限位组件;其中,圆盘组件包括相互配合的圆盘,支撑座,轴承一;液压马达组件包括相互配合的液压马达,减速机;转位组件包括相互配合的槽轮主动轮,滚轮销轴,耐磨滚轮从动槽轮,轴承二;限位组件包括双向调节拖轮支撑;以液压油马达驱动减速机,减速机带动槽轮主动轮,使动槽轮主动轮上的耐磨滚轮推动从动槽轮带动圆盘通过支撑座作圆周转动,结构更为简单,零件易加工并保证精度,安装简单易操作。