
一种玻璃钢双轨切割装置及其使用方法.pdf

小长****6淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
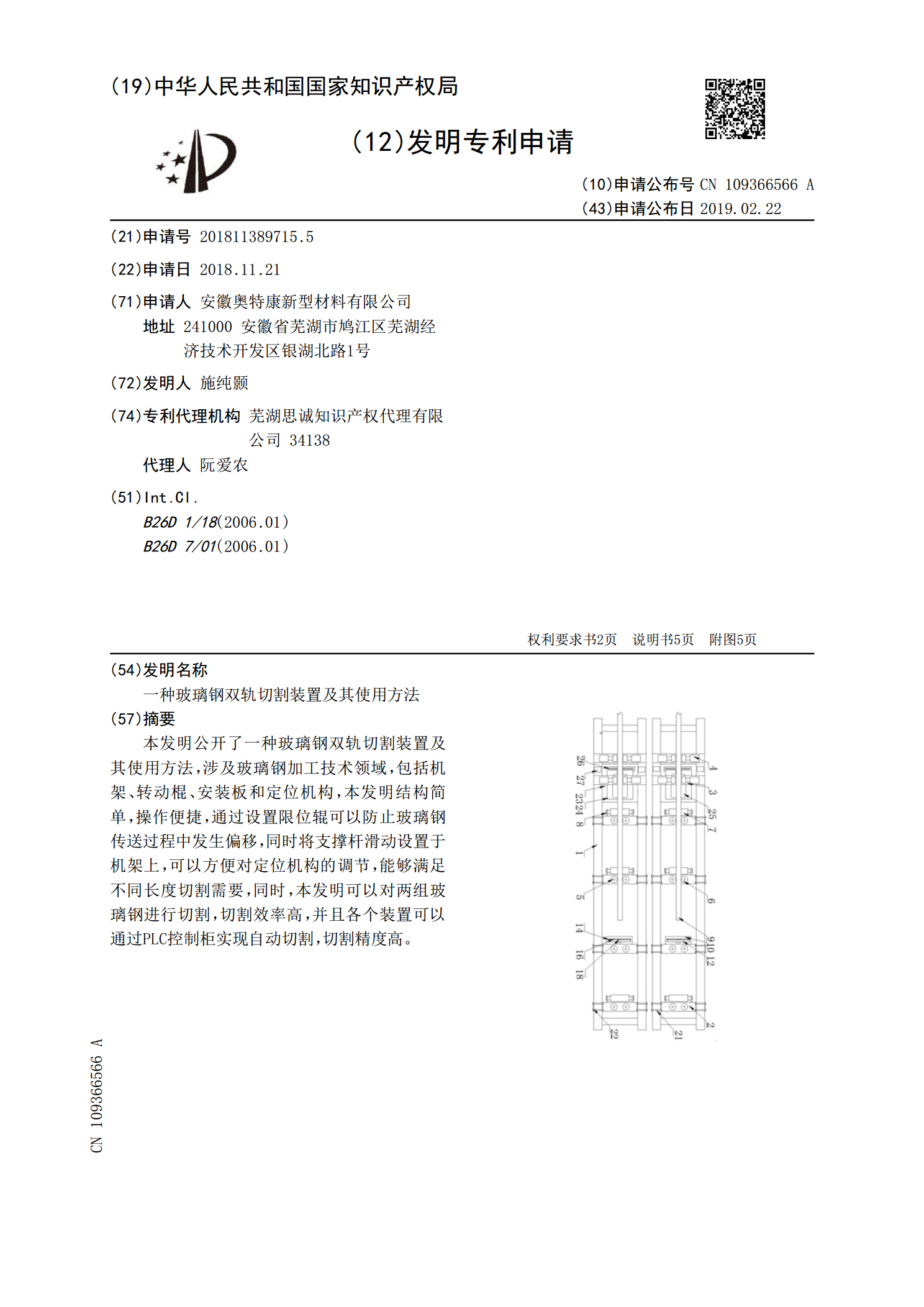
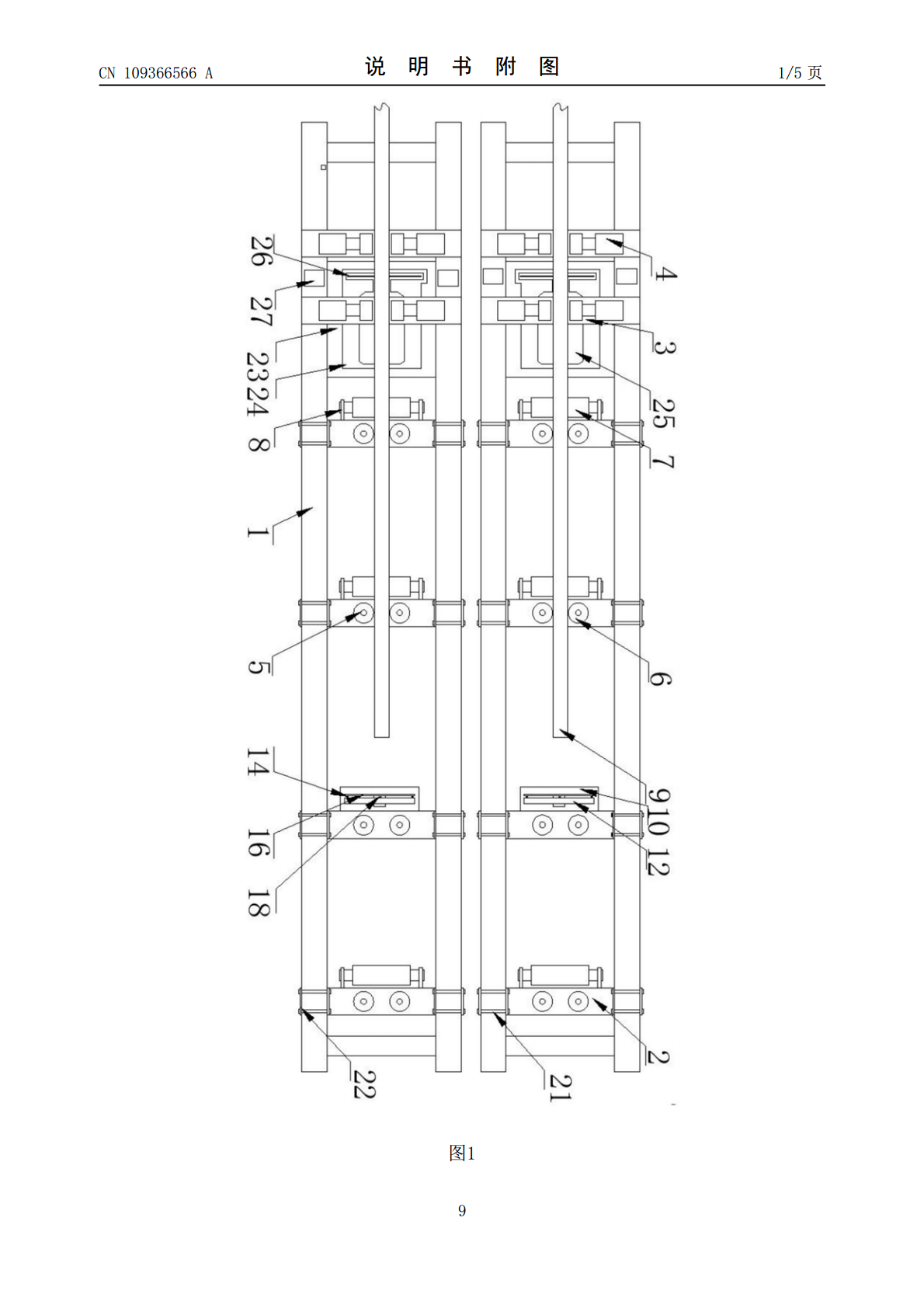
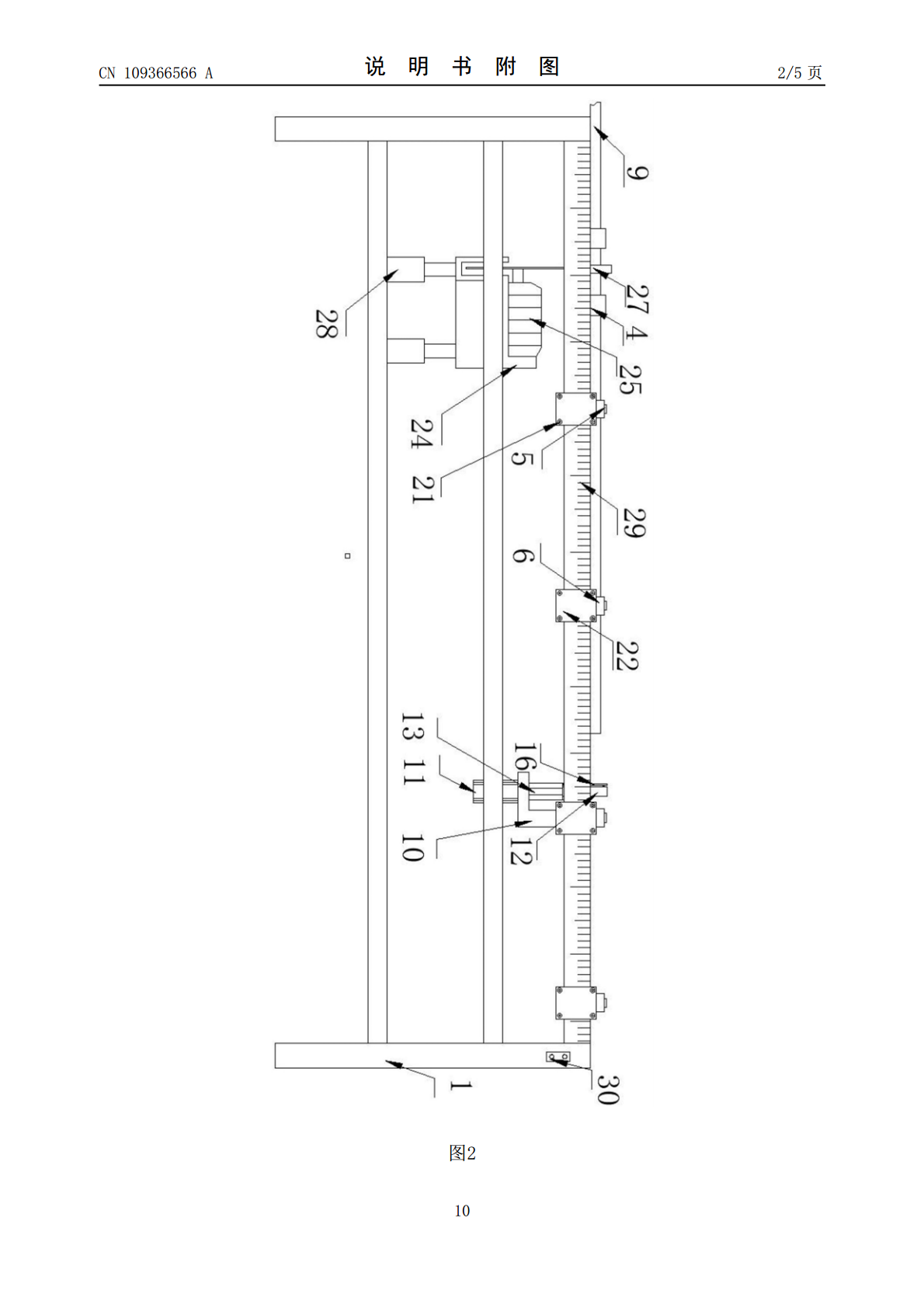
一种玻璃钢双轨切割装置及其使用方法.pdf
本发明公开了一种玻璃钢双轨切割装置及其使用方法,涉及玻璃钢加工技术领域,包括机架、转动棍、安装板和定位机构,本发明结构简单,操作便捷,通过设置限位辊可以防止玻璃钢传送过程中发生偏移,同时将支撑杆滑动设置于机架上,可以方便对定位机构的调节,能够满足不同长度切割需要,同时,本发明可以对两组玻璃钢进行切割,切割效率高,并且各个装置可以通过PLC控制柜实现自动切割,切割精度高。
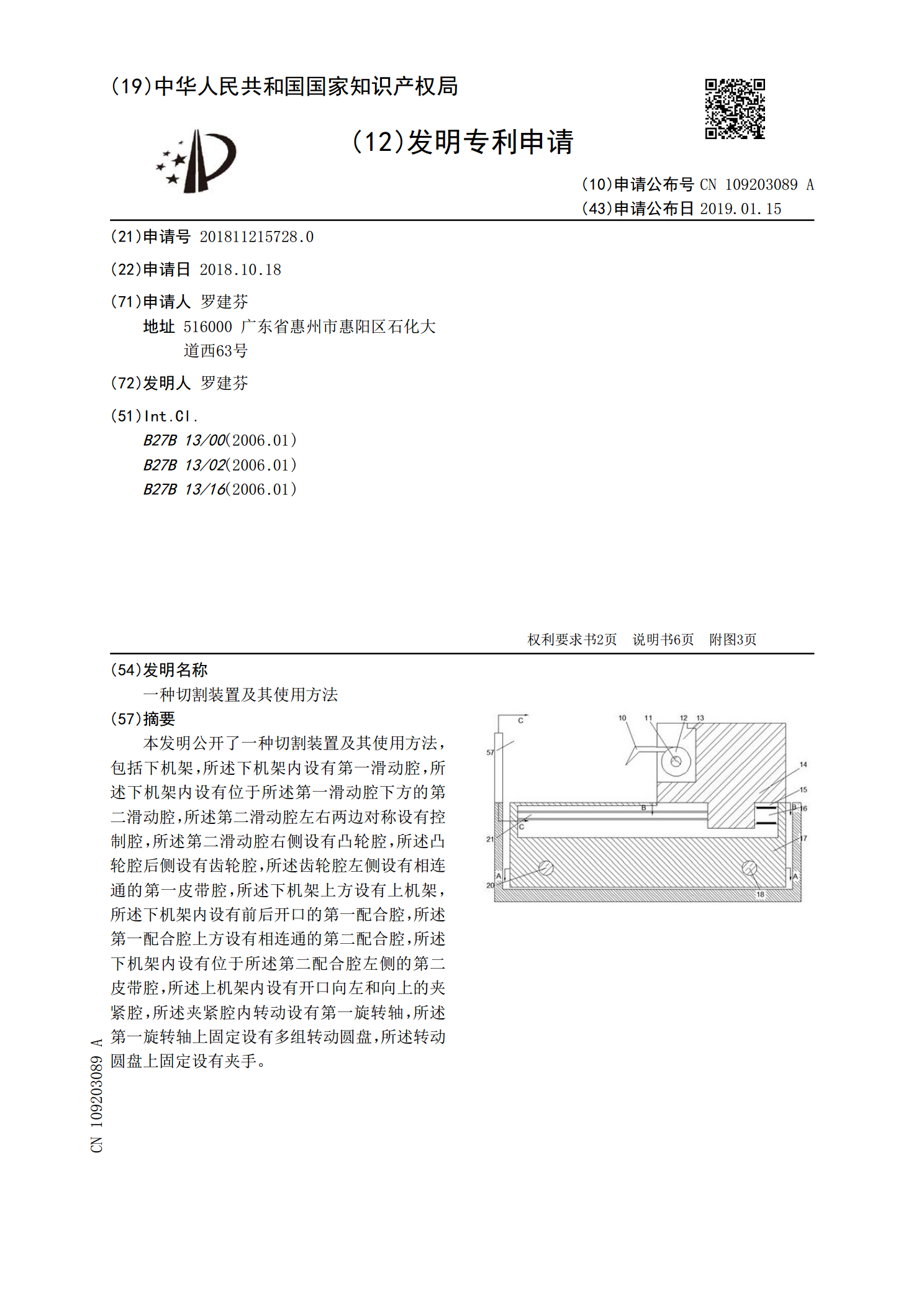
一种切割装置及其使用方法.pdf
本发明公开了一种切割装置及其使用方法,包括下机架,所述下机架内设有第一滑动腔,所述下机架内设有位于所述第一滑动腔下方的第二滑动腔,所述第二滑动腔左右两边对称设有控制腔,所述第二滑动腔右侧设有凸轮腔,所述凸轮腔后侧设有齿轮腔,所述齿轮腔左侧设有相连通的第一皮带腔,所述下机架上方设有上机架,所述下机架内设有前后开口的第一配合腔,所述第一配合腔上方设有相连通的第二配合腔,所述下机架内设有位于所述第二配合腔左侧的第二皮带腔,所述上机架内设有开口向左和向上的夹紧腔,所述夹紧腔内转动设有第一旋转轴,所述第一旋转轴上固
一种切割装置及其使用方法.pdf
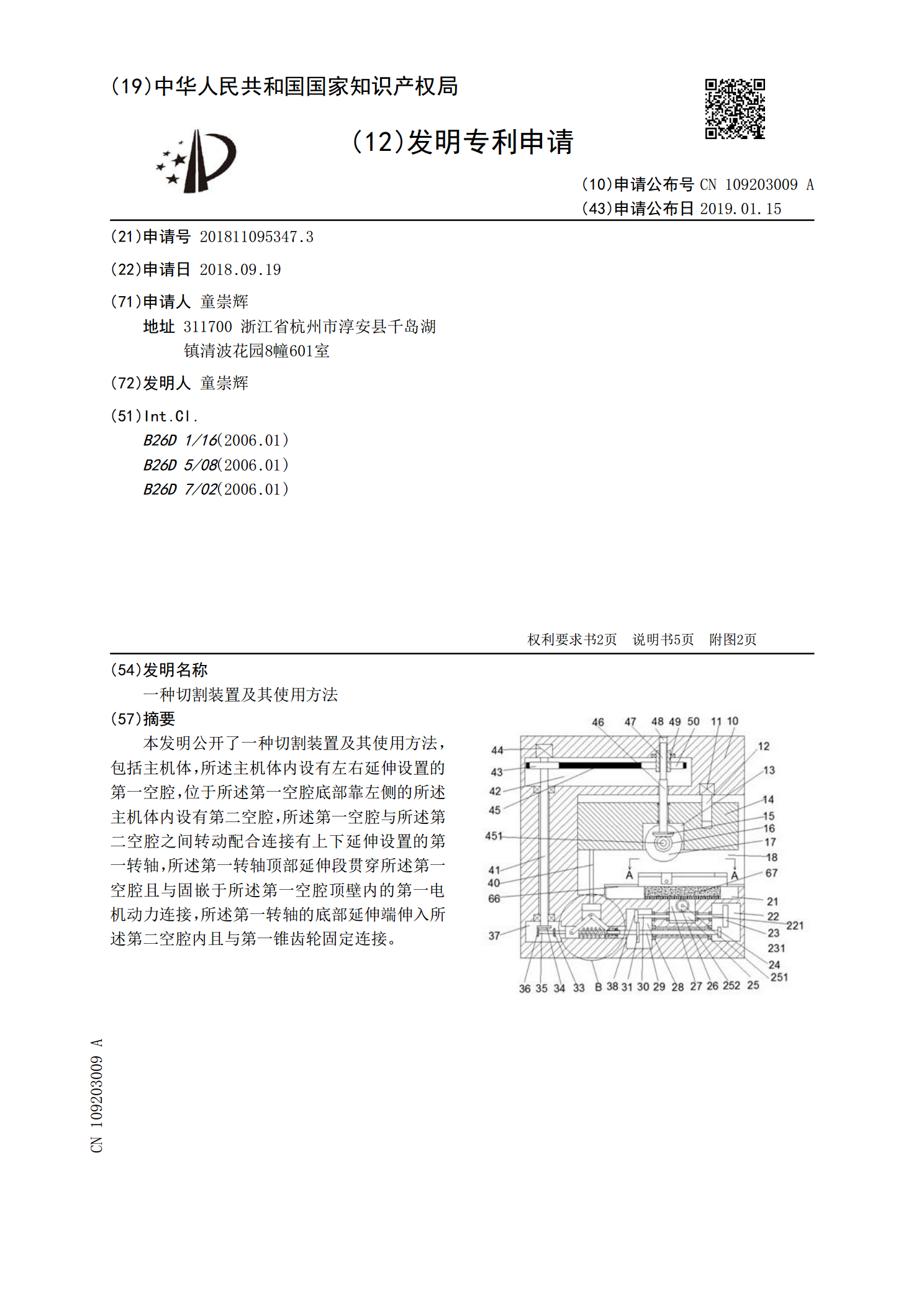
本发明公开了一种切割装置及其使用方法,包括主机体,所述主机体内设有左右延伸设置的第一空腔,位于所述第一空腔底部靠左侧的所述主机体内设有第二空腔,所述第一空腔与所述第二空腔之间转动配合连接有上下延伸设置的第一转轴,所述第一转轴顶部延伸段贯穿所述第一空腔且与固嵌于所述第一空腔顶壁内的第一电机动力连接,所述第一转轴的底部延伸端伸入所述第二空腔内且与第一锥齿轮固定连接。
一种切割装置及其使用方法.pdf
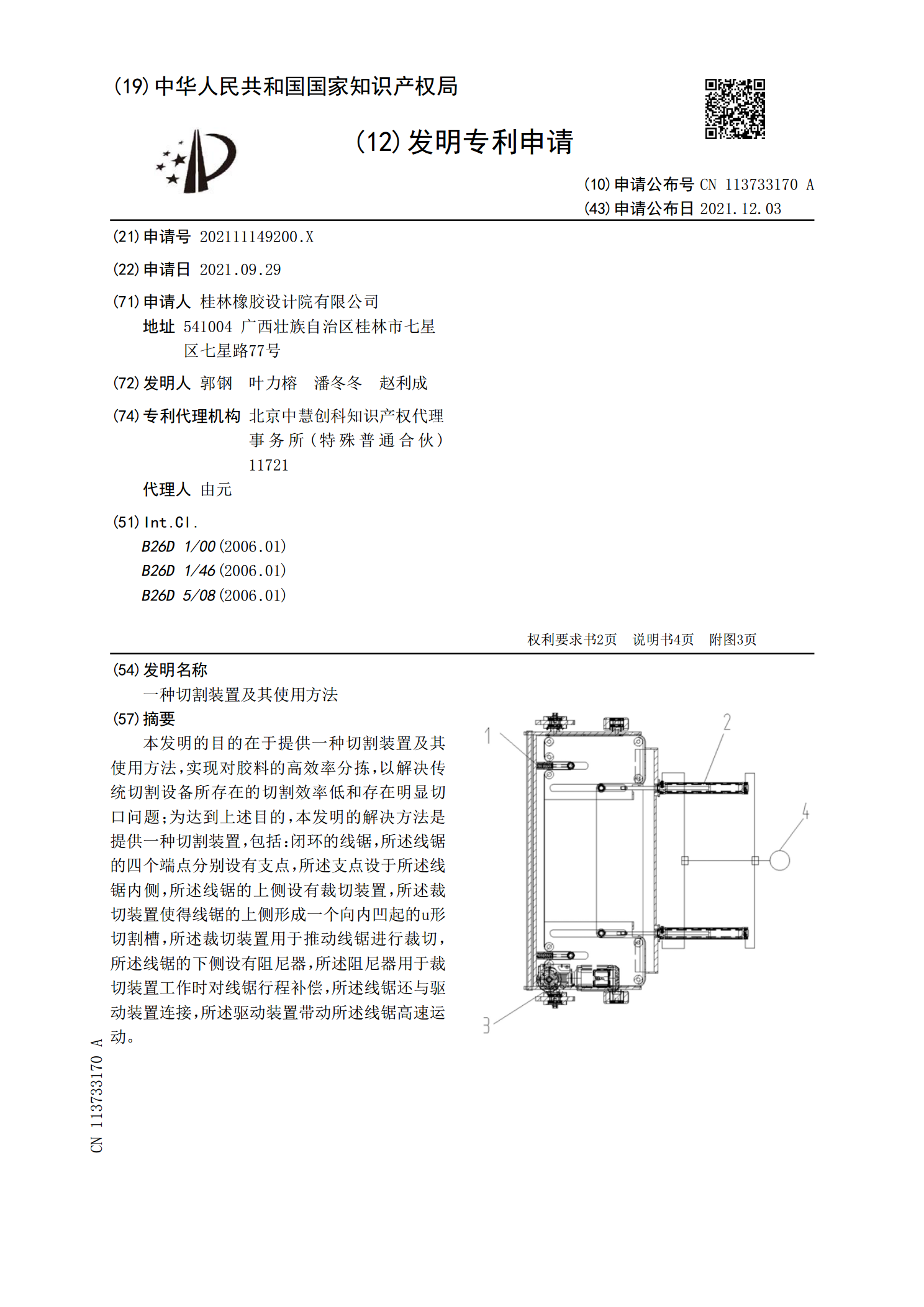
本发明的目的在于提供一种切割装置及其使用方法,实现对胶料的高效率分拣,以解决传统切割设备所存在的切割效率低和存在明显切口问题;为达到上述目的,本发明的解决方法是提供一种切割装置,包括:闭环的线锯,所述线锯的四个端点分别设有支点,所述支点设于所述线锯内侧,所述线锯的上侧设有裁切装置,所述裁切装置使得线锯的上侧形成一个向内凹起的u形切割槽,所述裁切装置用于推动线锯进行裁切,所述线锯的下侧设有阻尼器,所述阻尼器用于裁切装置工作时对线锯行程补偿,所述线锯还与驱动装置连接,所述驱动装置带动所述线锯高速运动。
一种建筑切割装置及其使用方法.pdf
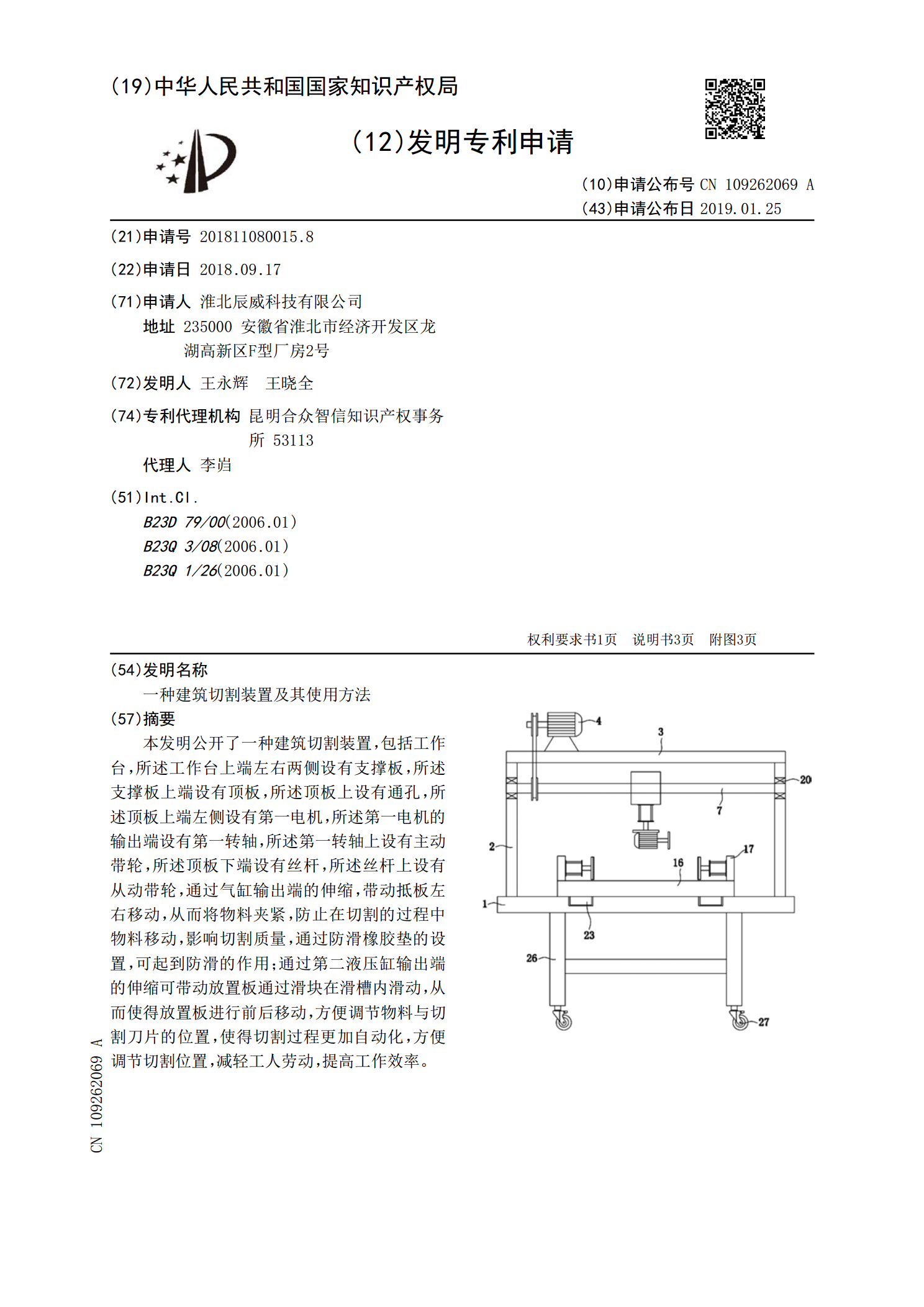
本发明公开了一种建筑切割装置,包括工作台,所述工作台上端左右两侧设有支撑板,所述支撑板上端设有顶板,所述顶板上设有通孔,所述顶板上端左侧设有第一电机,所述第一电机的输出端设有第一转轴,所述第一转轴上设有主动带轮,所述顶板下端设有丝杆,所述丝杆上设有从动带轮,通过气缸输出端的伸缩,带动抵板左右移动,从而将物料夹紧,防止在切割的过程中物料移动,影响切割质量,通过防滑橡胶垫的设置,可起到防滑的作用;通过第二液压缸输出端的伸缩可带动放置板通过滑块在滑槽内滑动,从而使得放置板进行前后移动,方便调节物料与切割刀片的位