
一种速换式涡轮轴加工工装及其工作方法.pdf

Th****84

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种速换式涡轮轴加工工装及其工作方法.pdf
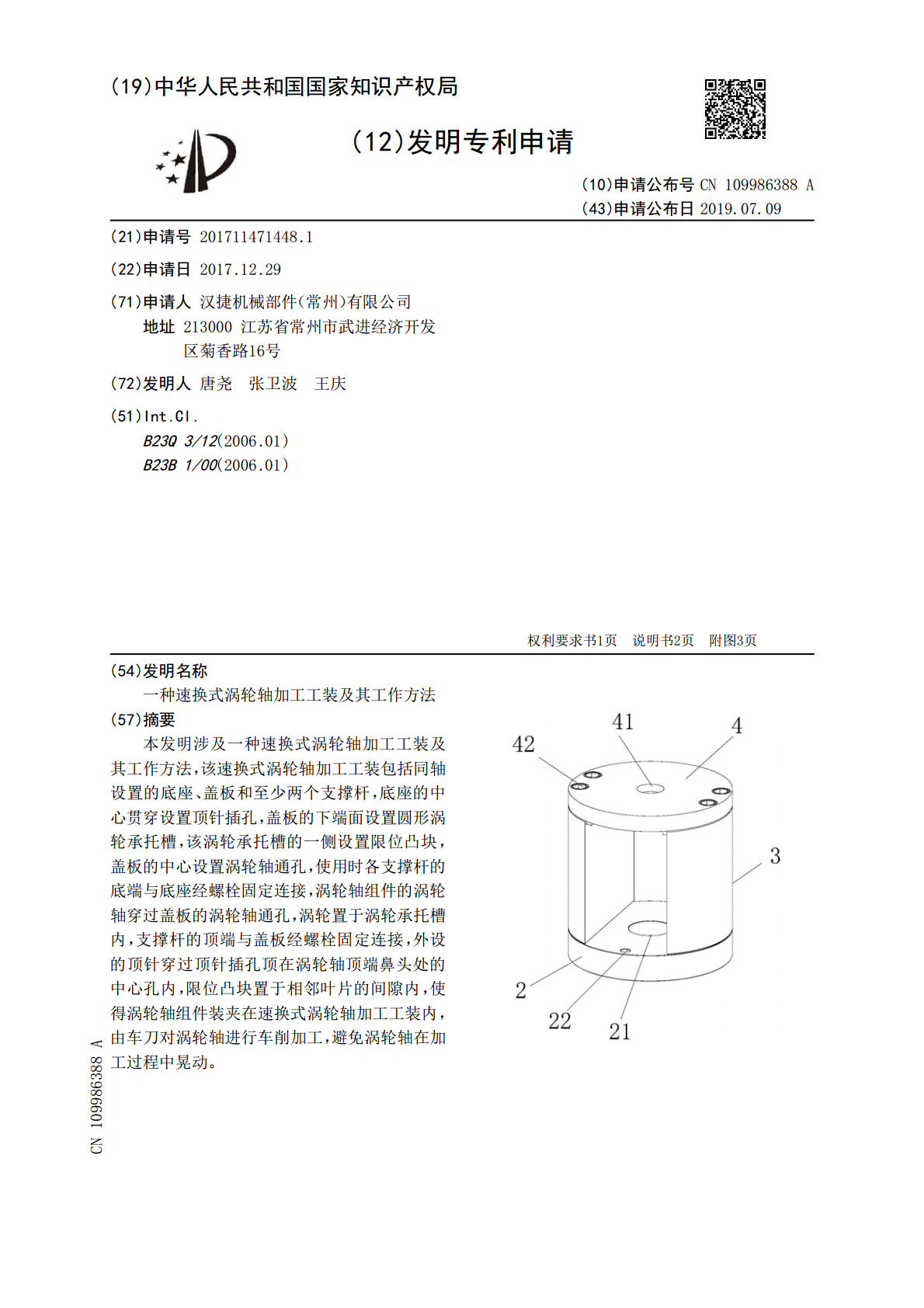
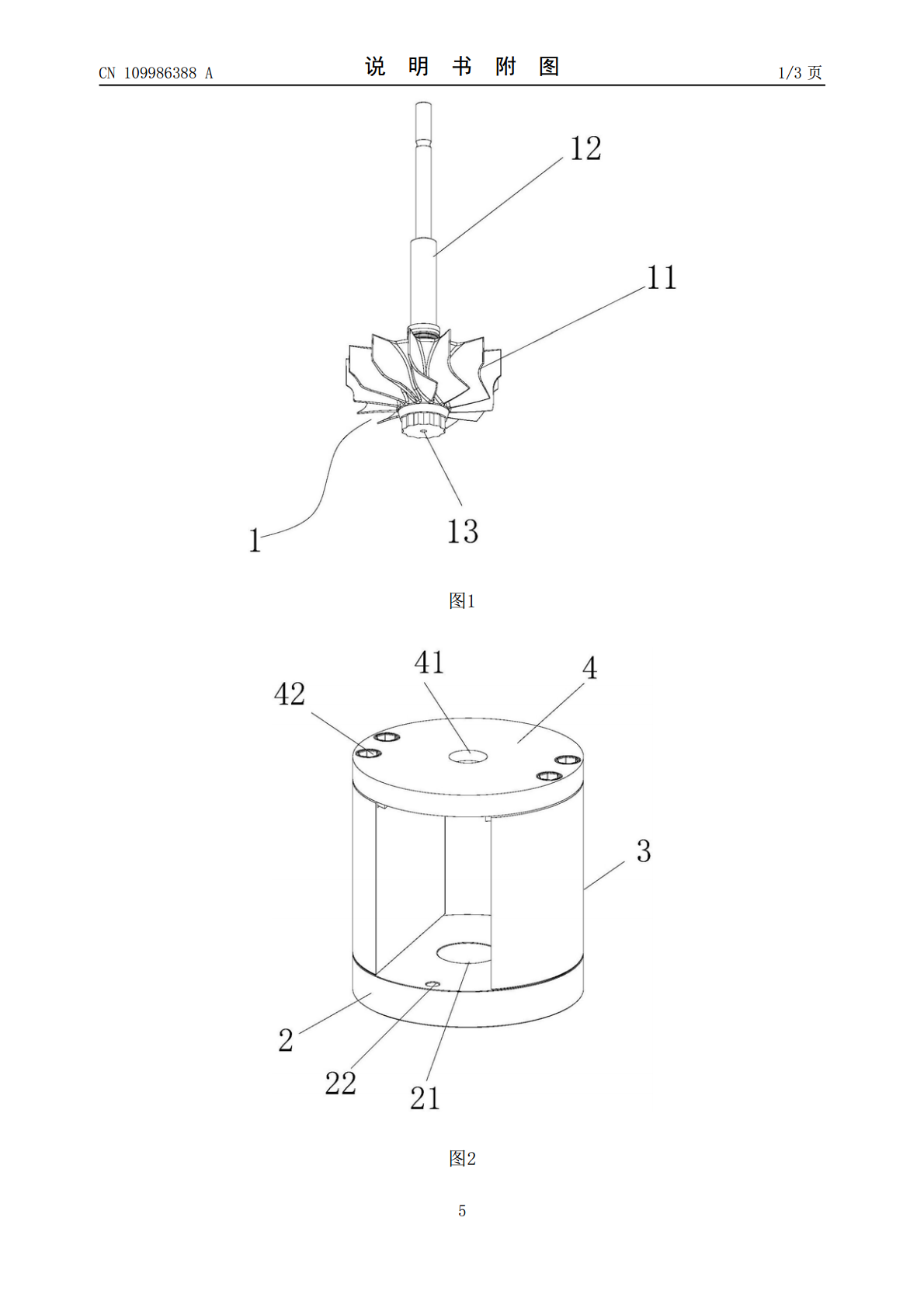
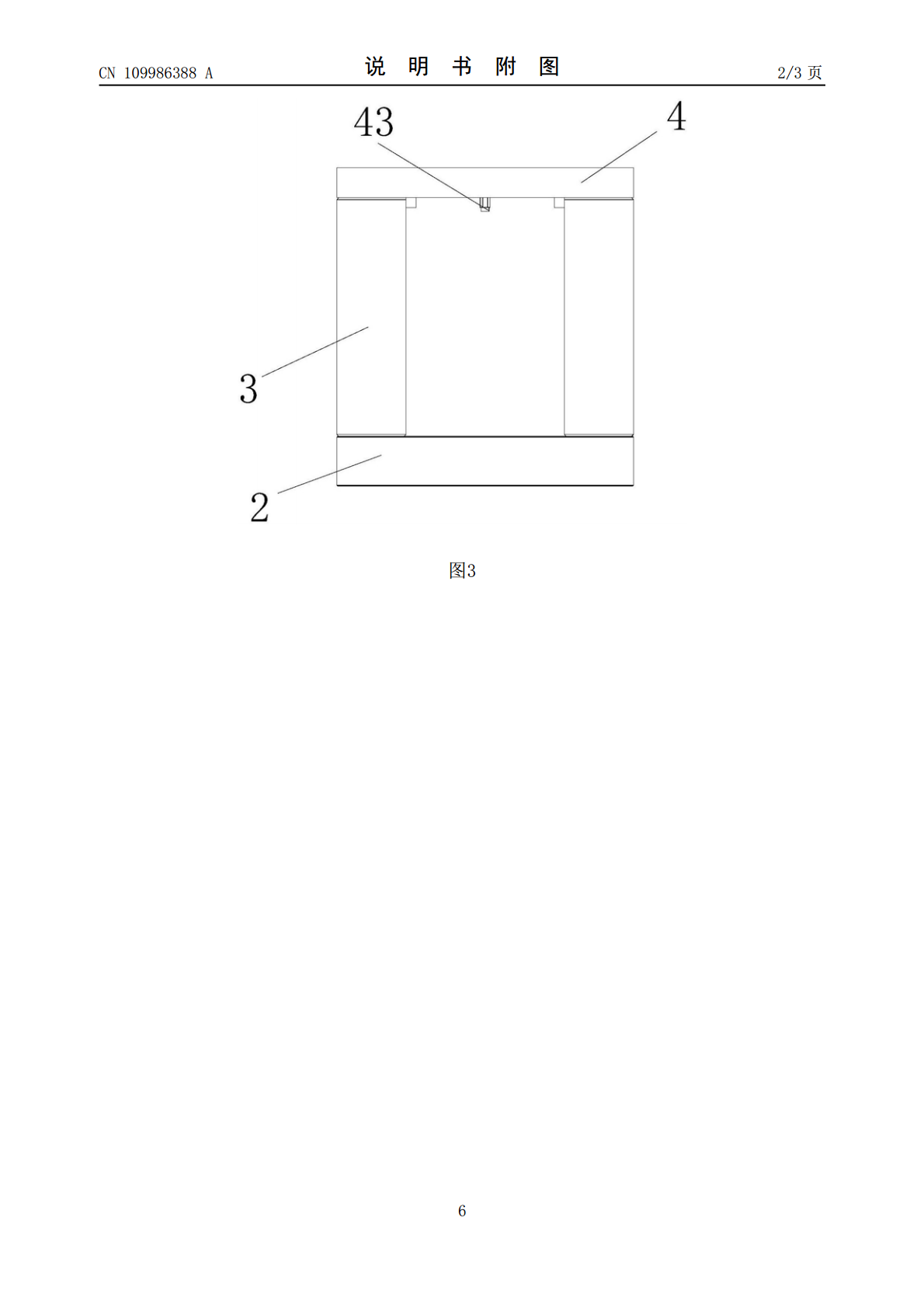
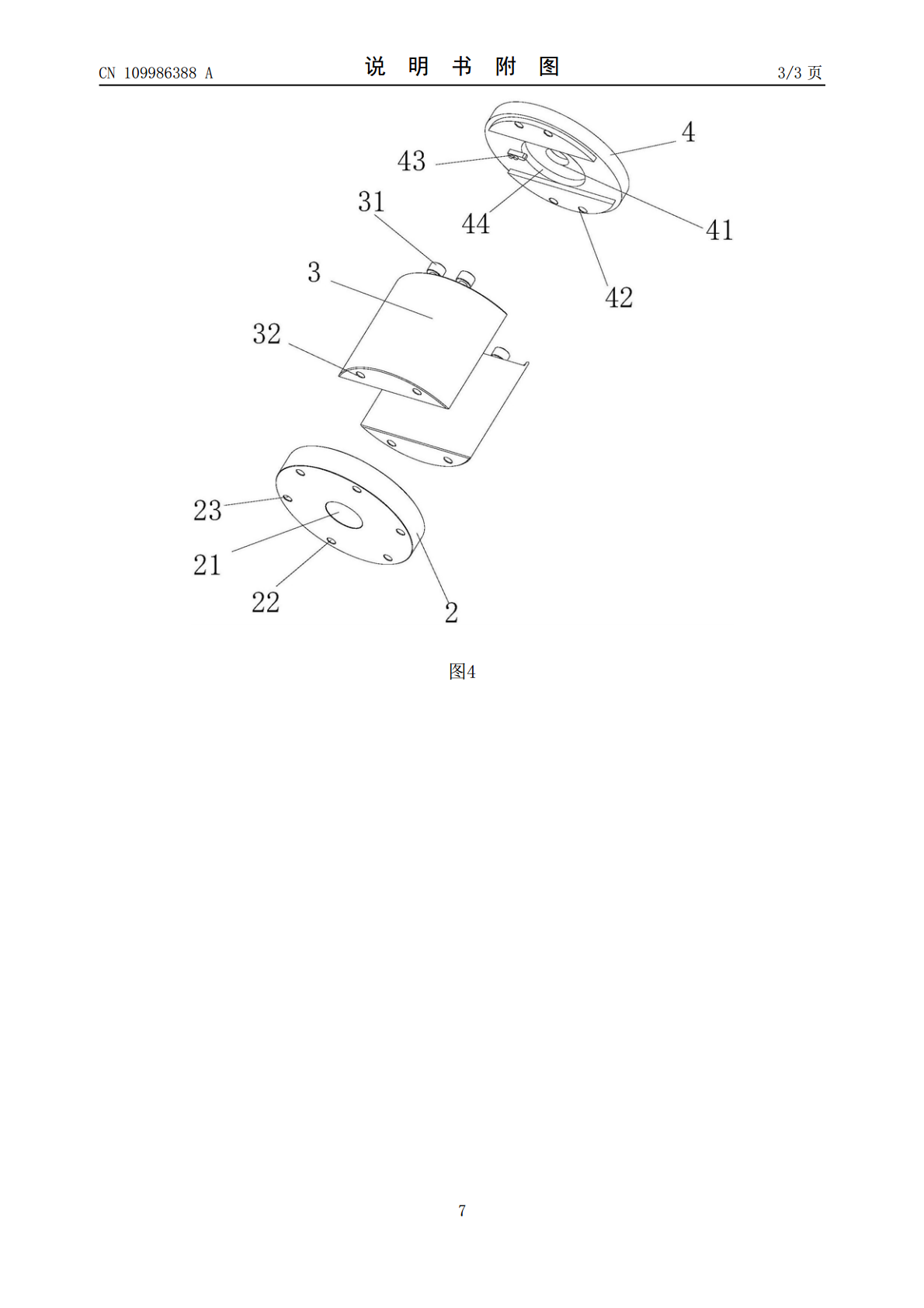
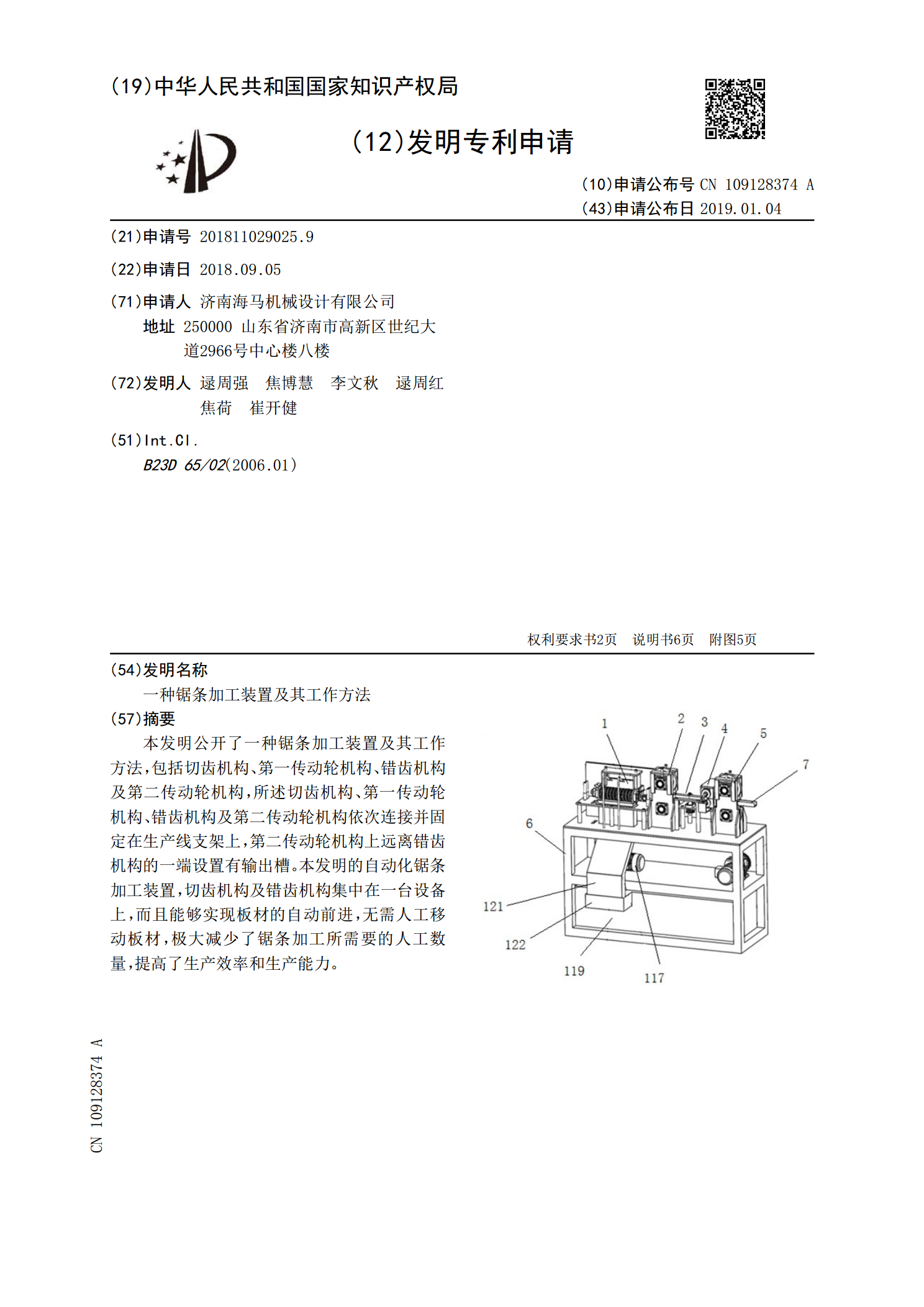
本发明涉及一种速换式涡轮轴加工工装及其工作方法,该速换式涡轮轴加工工装包括同轴设置的底座、盖板和至少两个支撑杆,底座的中心贯穿设置顶针插孔,盖板的下端面设置圆形涡轮承托槽,该涡轮承托槽的一侧设置限位凸块,盖板的中心设置涡轮轴通孔,使用时各支撑杆的底端与底座经螺栓固定连接,涡轮轴组件的涡轮轴穿过盖板的涡轮轴通孔,涡轮置于涡轮承托槽内,支撑杆的顶端与盖板经螺栓固定连接,外设的顶针穿过顶针插孔顶在涡轮轴顶端鼻头处的中心孔内,限位凸块置于相邻叶片的间隙内,使得涡轮轴组件装夹在速换式涡轮轴加工工装内,由车刀对涡轮轴

一种涡轮轴的定位工装及其加工方法.pdf
本发明涉及涡轮增压器生产领域,具体地说是一种涡轮轴的定位工装及其加工方法,包括限位盘、支架、液压顶尖和安装座,其中所述安装座固装于机床主轴轴端,液压顶尖通过所述机床主轴驱动顶出,支架固装于所述安装座上,在所述支架上设有供涡轮出入的开口,限位盘固装于所述安装座的自由端,在所述限位盘上设有轴孔和放入槽,且所述放入槽与所述轴孔相通。本发明适用于各个型号的涡轮轴加工,且加工精度高。
一种锯条加工装置及其工作方法.pdf
本发明公开了一种锯条加工装置及其工作方法,包括切齿机构、第一传动轮机构、错齿机构及第二传动轮机构,所述切齿机构、第一传动轮机构、错齿机构及第二传动轮机构依次连接并固定在生产线支架上,第二传动轮机构上远离错齿机构的一端设置有输出槽。本发明的自动化锯条加工装置,切齿机构及错齿机构集中在一台设备上,而且能够实现板材的自动前进,无需人工移动板材,极大减少了锯条加工所需要的人工数量,提高了生产效率和生产能力。
一种搅拌加工装置及其工作方法.pdf
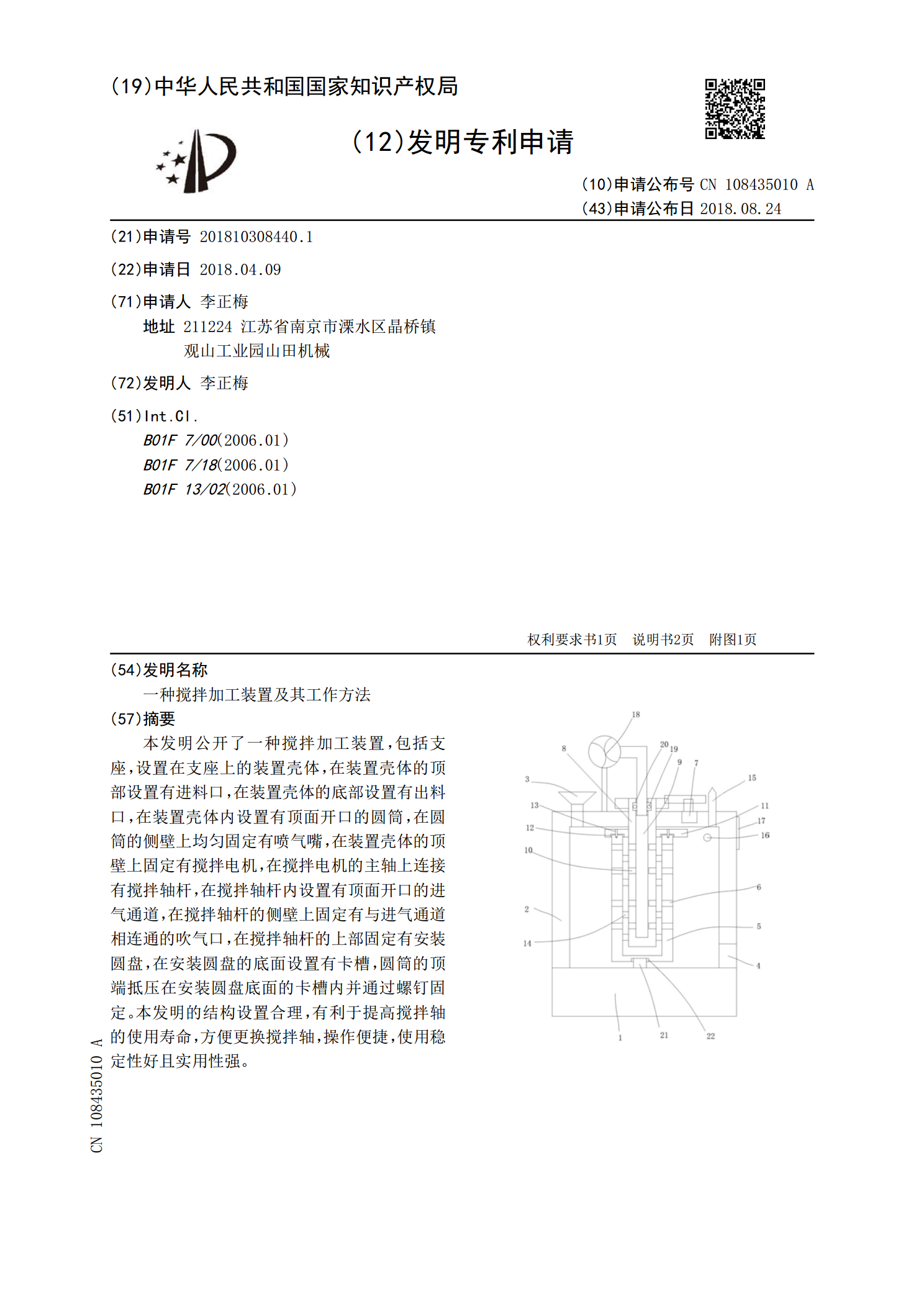
本发明公开了一种搅拌加工装置,包括支座,设置在支座上的装置壳体,在装置壳体的顶部设置有进料口,在装置壳体的底部设置有出料口,在装置壳体内设置有顶面开口的圆筒,在圆筒的侧壁上均匀固定有喷气嘴,在装置壳体的顶壁上固定有搅拌电机,在搅拌电机的主轴上连接有搅拌轴杆,在搅拌轴杆内设置有顶面开口的进气通道,在搅拌轴杆的侧壁上固定有与进气通道相连通的吹气口,在搅拌轴杆的上部固定有安装圆盘,在安装圆盘的底面设置有卡槽,圆筒的顶端抵压在安装圆盘底面的卡槽内并通过螺钉固定。本发明的结构设置合理,有利于提高搅拌轴的使用寿命,方

一种井盖花纹精加工装置及其工作方法.pdf
本发明涉及一种井盖花纹精加工装置及其工作方法,属于花纹精加工装置领域,包括底座,所述底座的中间开设有收集槽,所述收集槽的底部固定设置第一转动电机,所述第一转动电机的输出轴固定连接有夹持机构,所述底座的顶部对称设置有第一支撑杆,两个所述第一支撑杆之间固定设置有第一固定杆。通过滑块可以防止需要精加工的井盖,之后将空心固定环放置在井盖上,通过移动滑块可以放置不同大小的井盖,通过转动旋钮来固定滑块,之后转动转杆从而带动螺纹杆,螺纹杆和第一螺纹孔螺纹连接从而带动压块下降,将凹槽与凸块卡合,从而对井盖进行固定,空心固