
拉刀基本知识PPT课件.ppt

可爱****乐多


1/10
2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉刀基本知识PPT课件.ppt
2.4拉刀2.4.1.1拉削特点拉削加工与其它切削加工方法相比较,具有以下特点。(1)拉床结构简单:拉削通常只有一个主运动(拉刀直线运动),进给运动由拉刀刀齿的齿升量来完成,因此拉床结构简单,操作方便。(2)加工精度与表面质量高:一般拉床采用液压系统,传动平稳;拉削速度较低,一般为0.04~0.2m/s(约为2.5~12m/min),不会产生积屑瘤,切削厚度很小,一般精切齿的切削厚度为0.005~0.015mm,因此拉削精度可达IT7、表面粗糙度值Ra=2.5~0.88μm。(3)生产率高由于拉刀是多齿刀

拉刀基本知识PPT课件.ppt
2.4拉刀2.4.1.1拉削特点拉削加工与其它切削加工方法相比较,具有以下特点。(1)拉床结构简单:拉削通常只有一个主运动(拉刀直线运动),进给运动由拉刀刀齿的齿升量来完成,因此拉床结构简单,操作方便。(2)加工精度与表面质量高:一般拉床采用液压系统,传动平稳;拉削速度较低,一般为0.04~0.2m/s(约为2.5~12m/min),不会产生积屑瘤,切削厚度很小,一般精切齿的切削厚度为0.005~0.015mm,因此拉削精度可达IT7、表面粗糙度值Ra=2.5~0.88μm。(3)生产率高由于拉刀是多齿刀

拉刀基本知识.doc
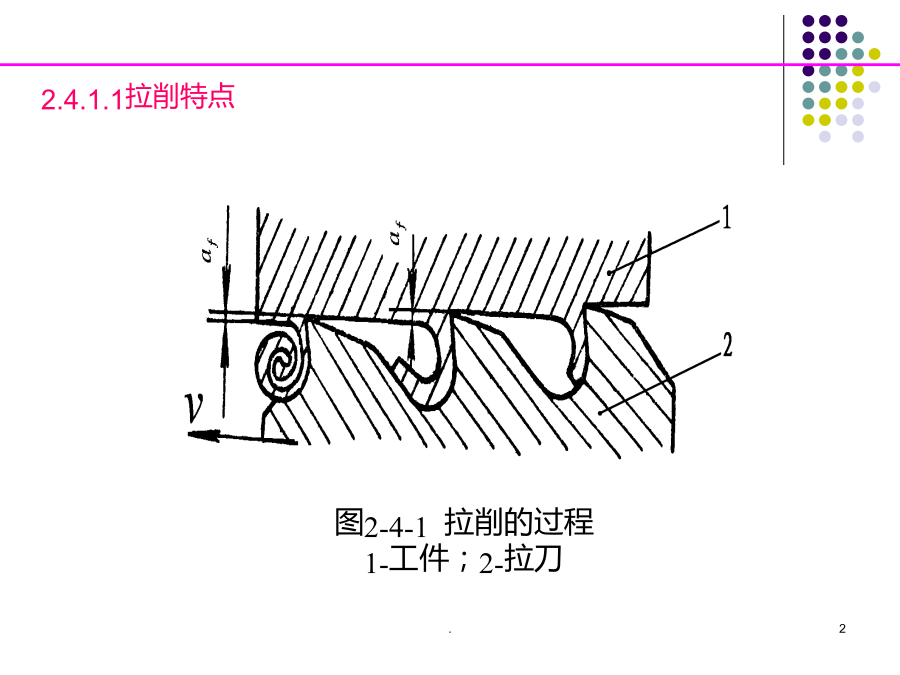
2.4拉刀主要内容:主要内容:2.4.1拉刀概述2.4.2拉削图形2.4.3圆孔拉刀的设计2.4.4拉刀的合理使用及刃磨2.4.1.1拉削特点图2-4-1拉削的过程工件;1-工件;2-拉刀拉削加工与其它切削加工方法相比较,具有以下特点.(1)拉床结构简单:拉削通常只有一个主运动(拉刀直线运动),进给运动由拉刀刀齿的齿升量来完成,因此拉床结构简单,操作方便.(2)加工精度与表面质量高:一般拉床采用液压系统,传动平稳;拉削速度较低,一般为0.04~0.2m/s(约为2.5~12m/min),不会产生积屑瘤,切

拉床和拉刀ppt课件.ppt
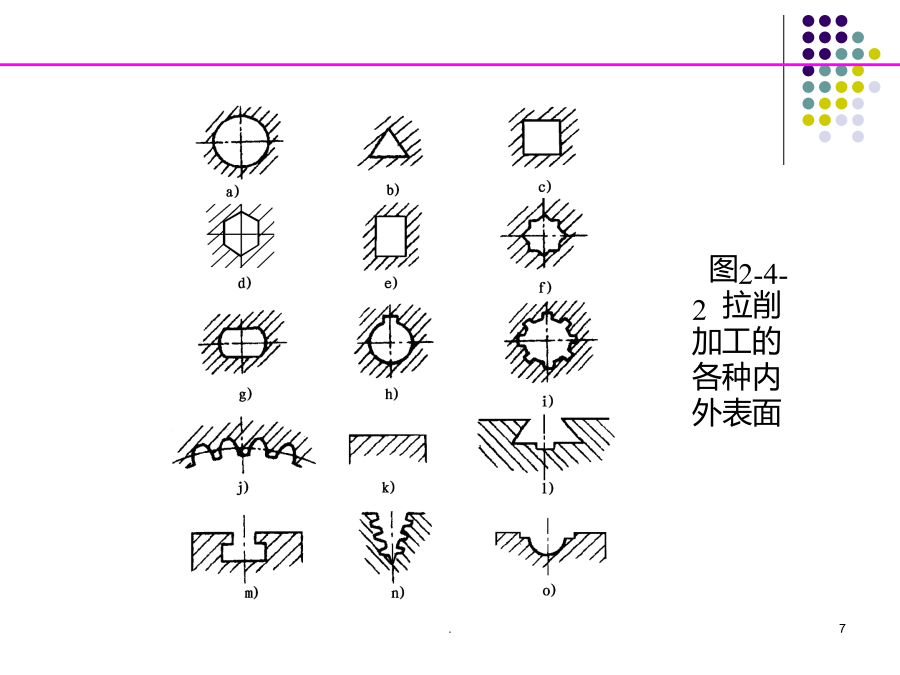
§3-5拉床和拉刀(三)拉刀1.拉刀种类:拉刀按加工表面分为:内拉刀和外拉刀;拉刀按受力方向不同分为:拉刀和推刀。本节结束,请进入下一节:齿轮加工机床和刀具拉床a)圆孔b)三角形孔c)方孔d)键槽e)花键孔f)内齿轮g)平面h)榫槽i)燕尾槽

滚刀基本知识ppt课件.ppt
重庆大学绿色制造技术研究所滚刀一般分为AAA、AA、A、B、C五个精度等级,分别加工6、7、8、9、10级精度的齿轮。滚切齿形的精度很大程度上取决于滚刀的精度,要滚切高精度的齿轮,必须选用高精度滚刀。滚刀精度每提高一级,在制造上的难度都会增加,成本也会增加,因此,应该合理的选用滚刀精度,避免用高精度滚刀做粗加工,以免损伤滚刀精度。(1)按结构可分为整体与镶齿两类(2)按结构可分为小模数(m=0.1—1.5mm),中模数(m=1.5—10mm)和大模数(m=10—100mm)三类。(3)按切削部分材料可分为