
一种储料送料设备.pdf

青团****青吖


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种储料送料设备.pdf
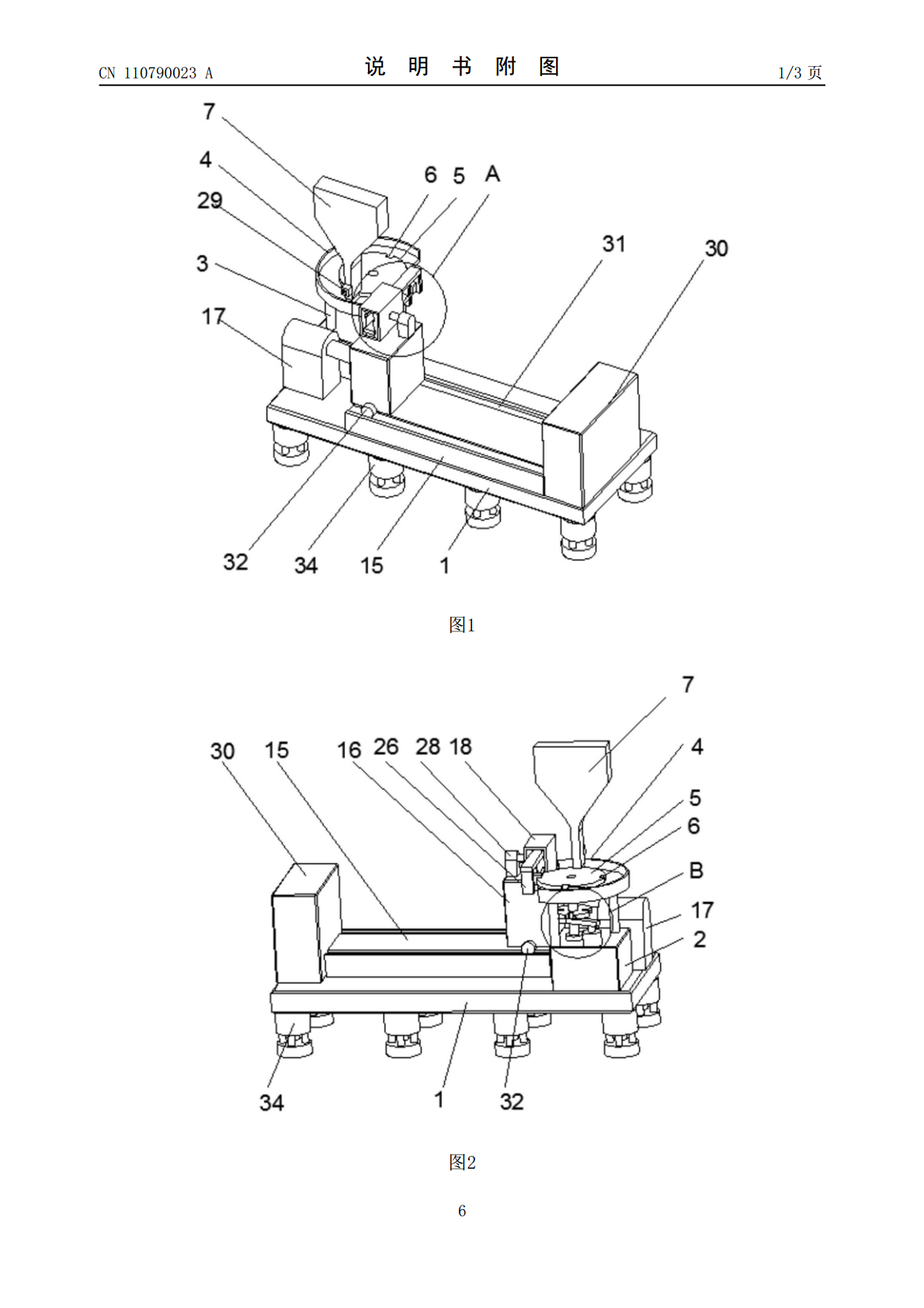
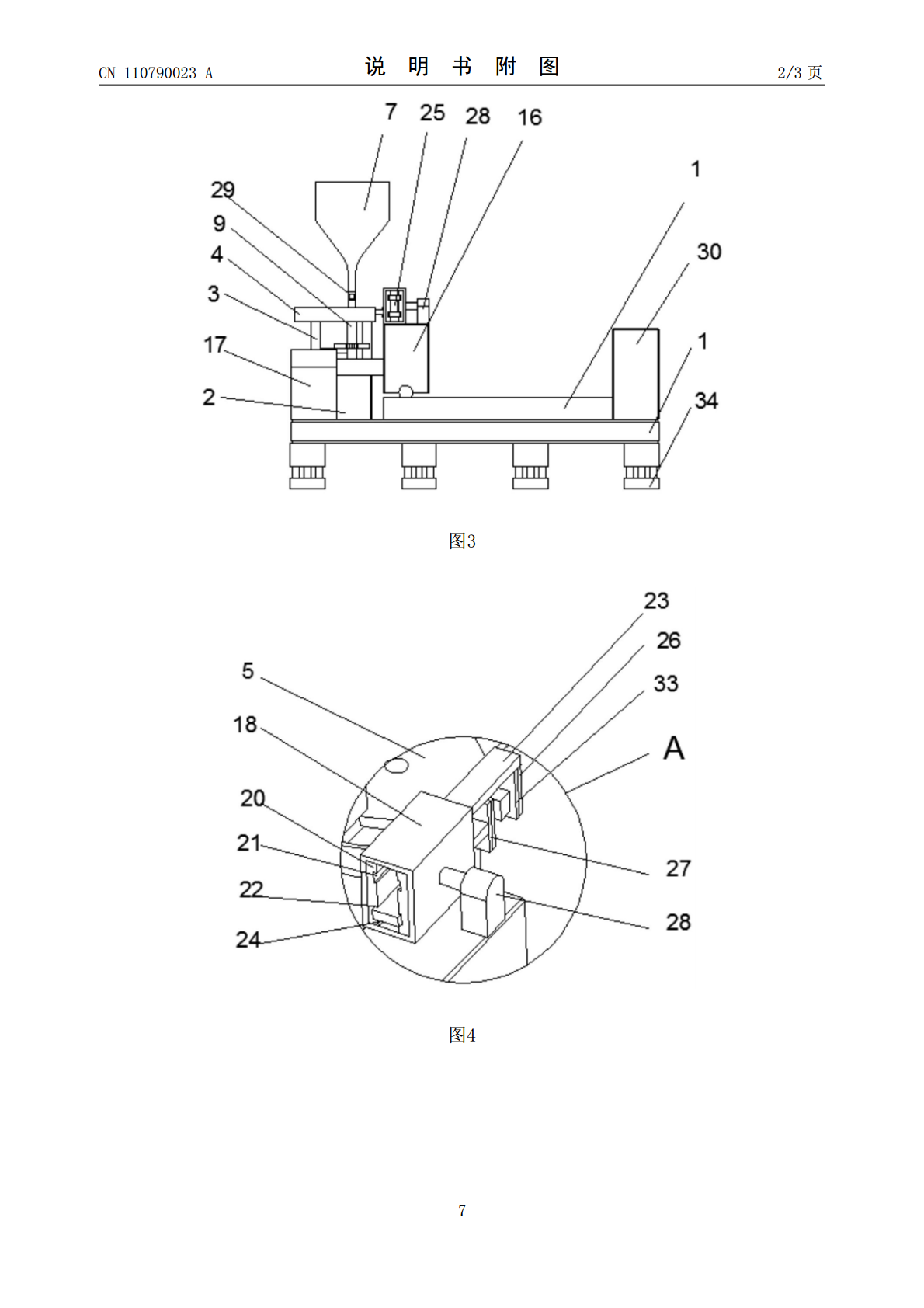
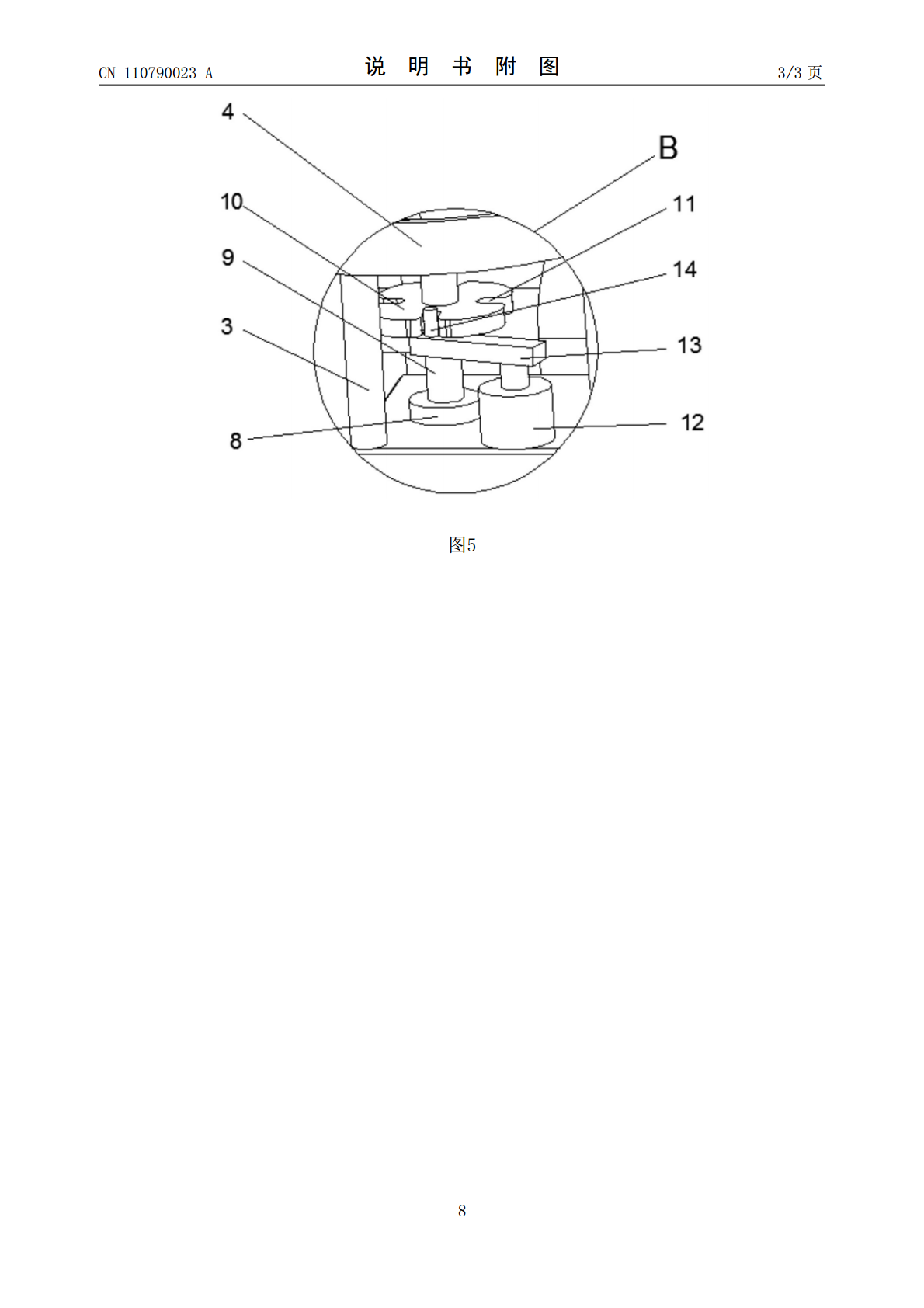
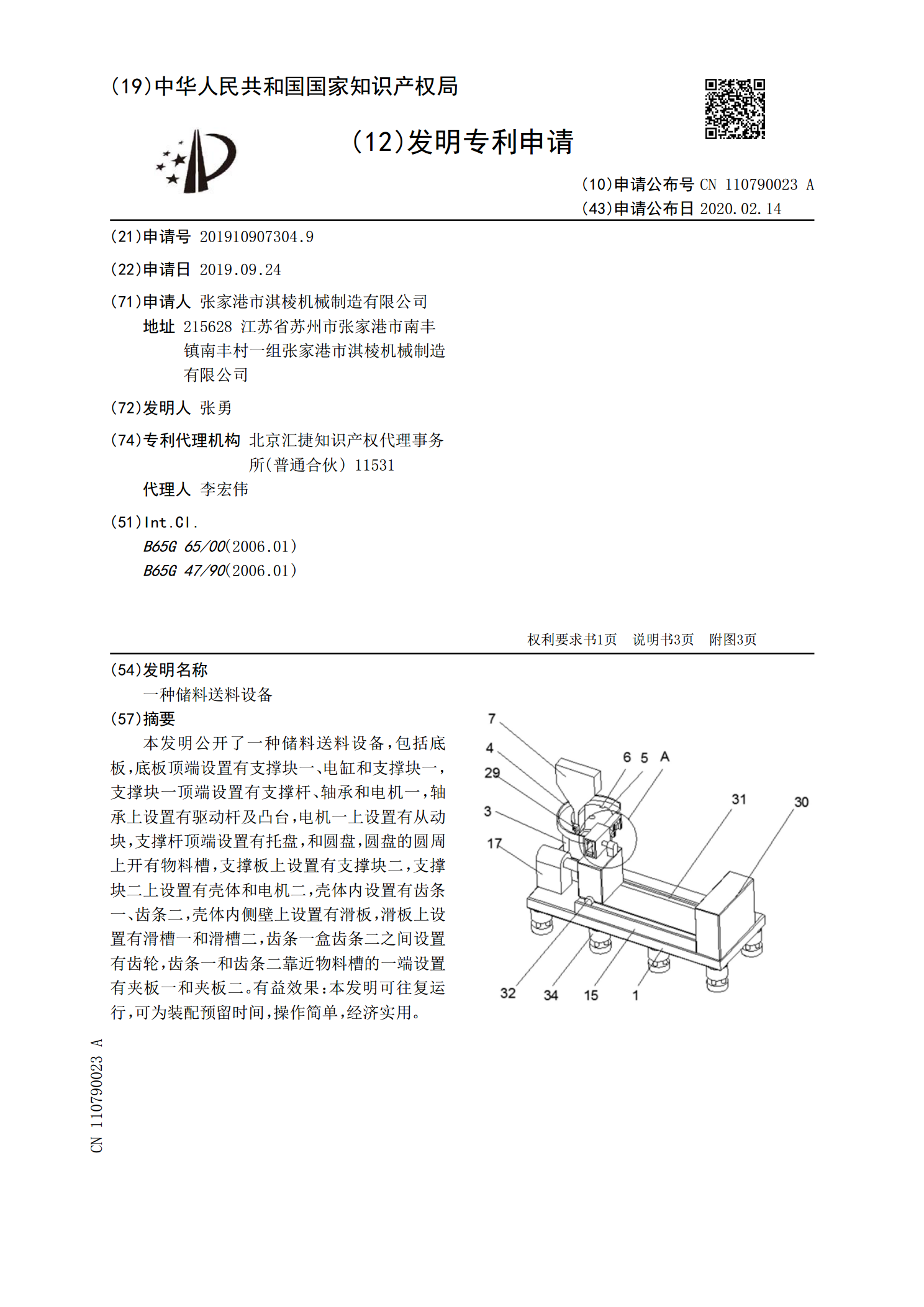
本发明公开了一种储料送料设备,包括底板,底板顶端设置有支撑块一、电缸和支撑块一,支撑块一顶端设置有支撑杆、轴承和电机一,轴承上设置有驱动杆及凸台,电机一上设置有从动块,支撑杆顶端设置有托盘,和圆盘,圆盘的圆周上开有物料槽,支撑板上设置有支撑块二,支撑块二上设置有壳体和电机二,壳体内设置有齿条一、齿条二,壳体内侧壁上设置有滑板,滑板上设置有滑槽一和滑槽二,齿条一盒齿条二之间设置有齿轮,齿条一和齿条二靠近物料槽的一端设置有夹板一和夹板二。有益效果:本发明可往复运行,可为装配预留时间,操作简单,经济实用。
自动化设备的储料送料装置.pdf
本发明公开了一种自动化设备的储料送料装置,是由储料仓、送料装置和控制装置组成,所述的储料仓设置在地面下,其上部设置有密封仓门,储料仓的底部设置有滚轮,控制装置是由控制箱和电机组成,控制箱连接密封仓门和滚轮。本发明将储料和送料合二为一,储料装置设置预处理的设备,对原料进行时效处理,送料装置由电磁铁夹持,其中夹持部可根据原料的形状、大小进行调节,适用范围广,大大节省了人工成本。
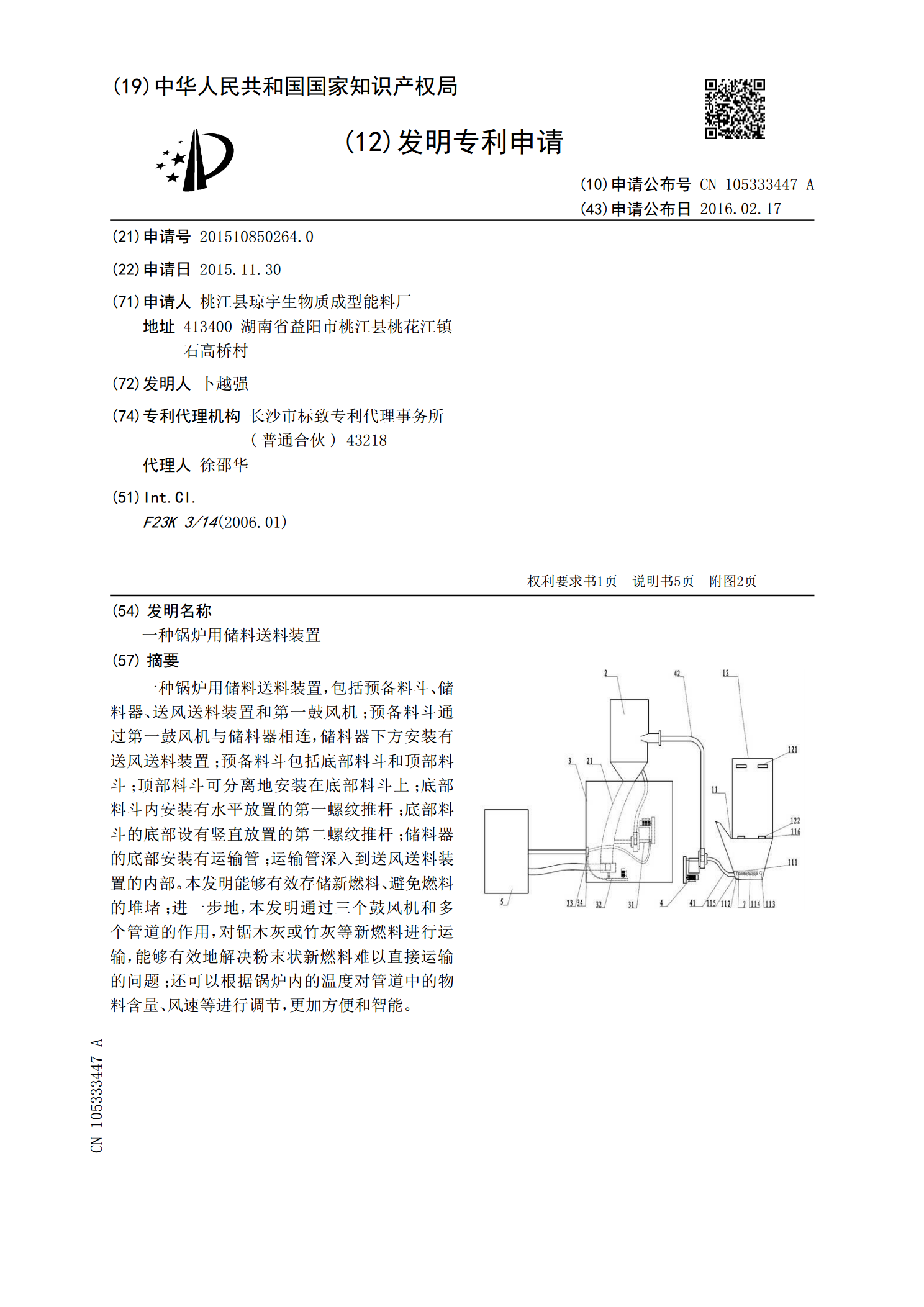
一种锅炉用储料送料装置.pdf
一种锅炉用储料送料装置,包括预备料斗、储料器、送风送料装置和第一鼓风机;预备料斗通过第一鼓风机与储料器相连,储料器下方安装有送风送料装置;预备料斗包括底部料斗和顶部料斗;顶部料斗可分离地安装在底部料斗上;底部料斗内安装有水平放置的第一螺纹推杆;底部料斗的底部设有竖直放置的第二螺纹推杆;储料器的底部安装有运输管;运输管深入到送风送料装置的内部。本发明能够有效存储新燃料、避免燃料的堆堵;进一步地,本发明通过三个鼓风机和多个管道的作用,对锯木灰或竹灰等新燃料进行运输,能够有效地解决粉末状新燃料难以直接运输的问题
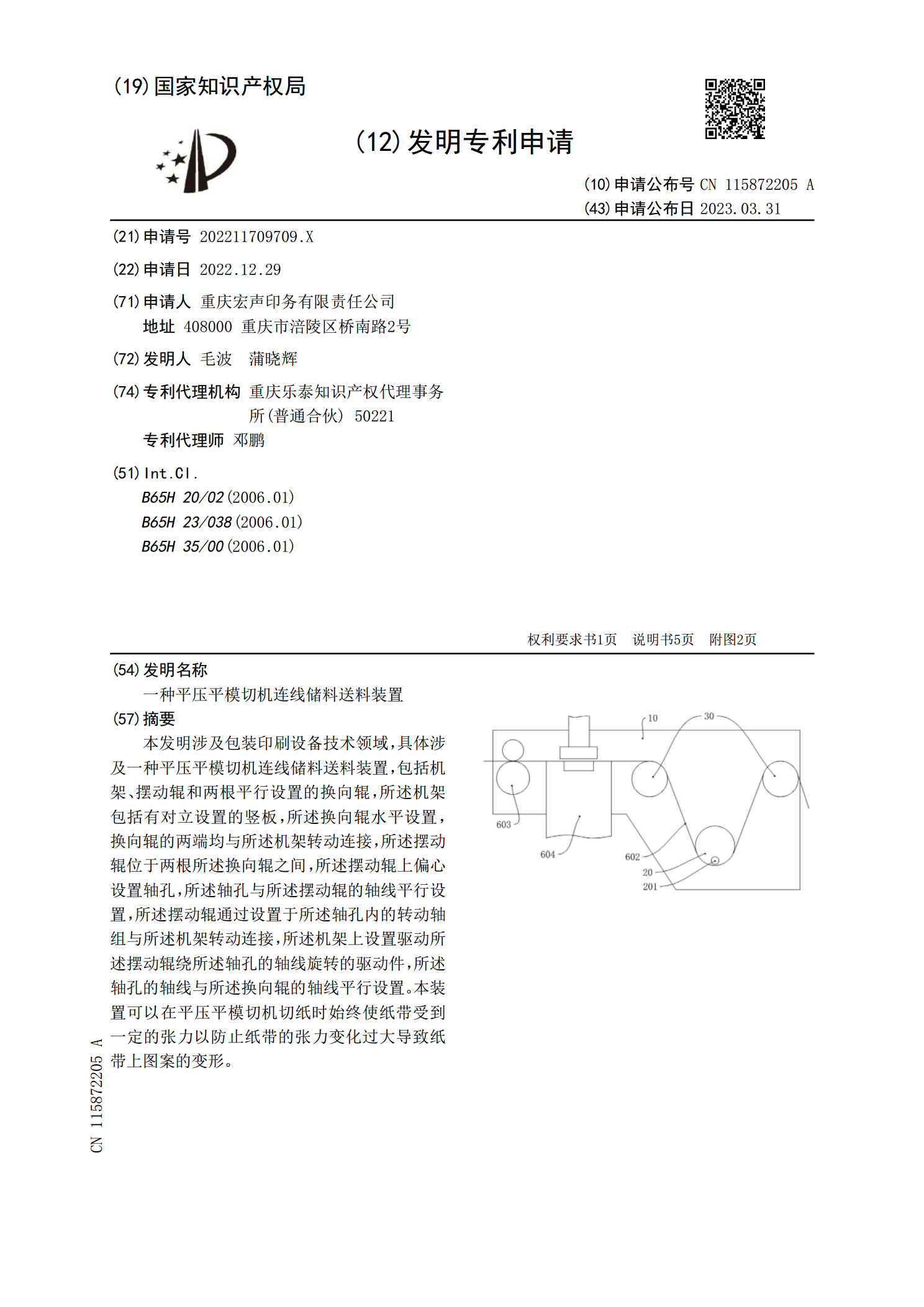
一种平压平模切机连线储料送料装置.pdf
本发明涉及包装印刷设备技术领域,具体涉及一种平压平模切机连线储料送料装置,包括机架、摆动辊和两根平行设置的换向辊,所述机架包括有对立设置的竖板,所述换向辊水平设置,换向辊的两端均与所述机架转动连接,所述摆动辊位于两根所述换向辊之间,所述摆动辊上偏心设置轴孔,所述轴孔与所述摆动辊的轴线平行设置,所述摆动辊通过设置于所述轴孔内的转动轴组与所述机架转动连接,所述机架上设置驱动所述摆动辊绕所述轴孔的轴线旋转的驱动件,所述轴孔的轴线与所述换向辊的轴线平行设置。本装置可以在平压平模切机切纸时始终使纸带受到一定的张力以
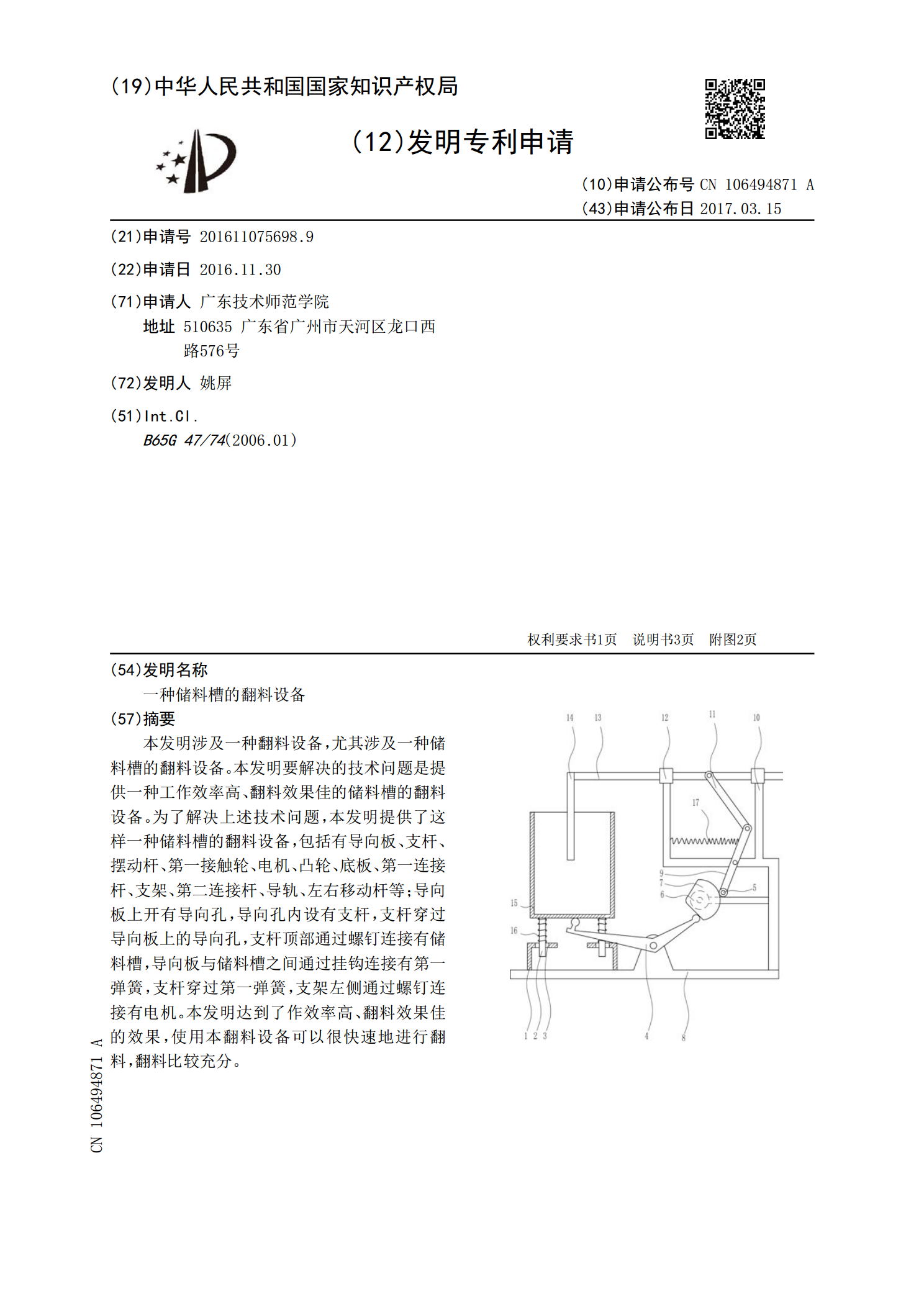
一种储料槽的翻料设备.pdf
本发明涉及一种翻料设备,尤其涉及一种储料槽的翻料设备。本发明要解决的技术问题是提供一种工作效率高、翻料效果佳的储料槽的翻料设备。为了解决上述技术问题,本发明提供了这样一种储料槽的翻料设备,包括有导向板、支杆、摆动杆、第一接触轮、电机、凸轮、底板、第一连接杆、支架、第二连接杆、导轨、左右移动杆等;导向板上开有导向孔,导向孔内设有支杆,支杆穿过导向板上的导向孔,支杆顶部通过螺钉连接有储料槽,导向板与储料槽之间通过挂钩连接有第一弹簧,支杆穿过第一弹簧,支架左侧通过螺钉连接有电机。本发明达到了作效率高、翻料效果佳