
一种多根细长管同时加工的磁力研磨装置及其使用方法.pdf

桂香****盟主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种多根细长管同时加工的磁力研磨装置及其使用方法.pdf
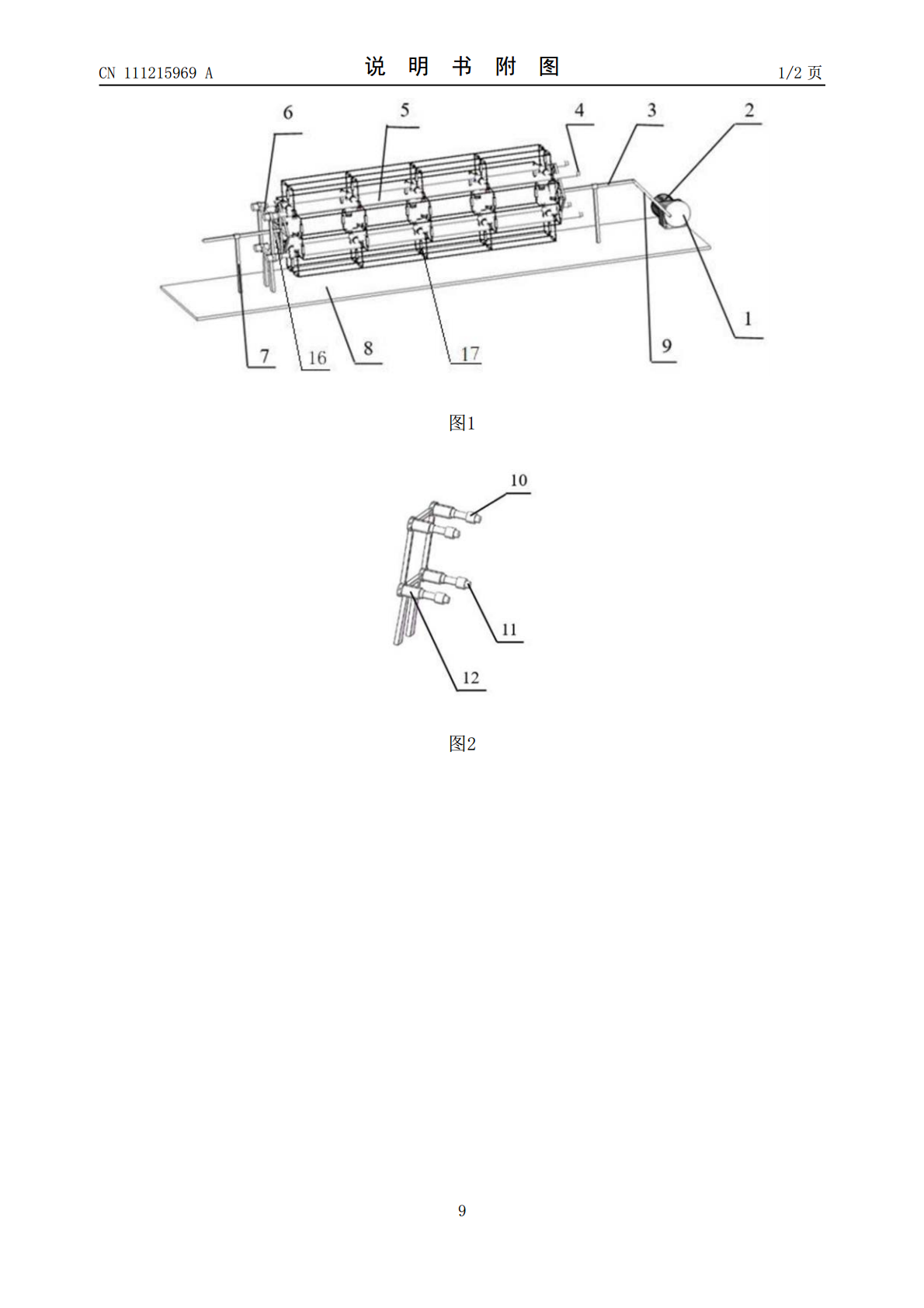
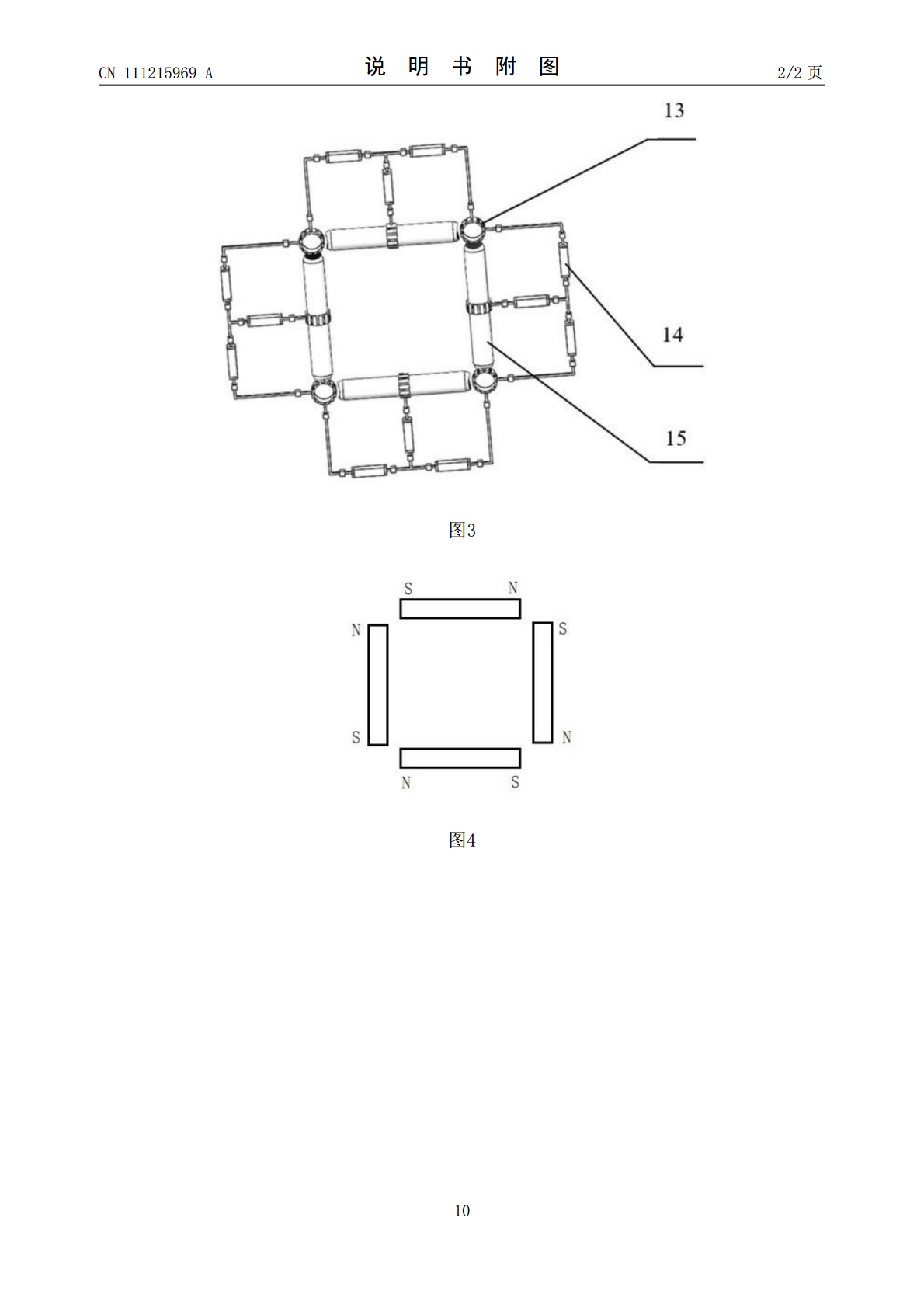
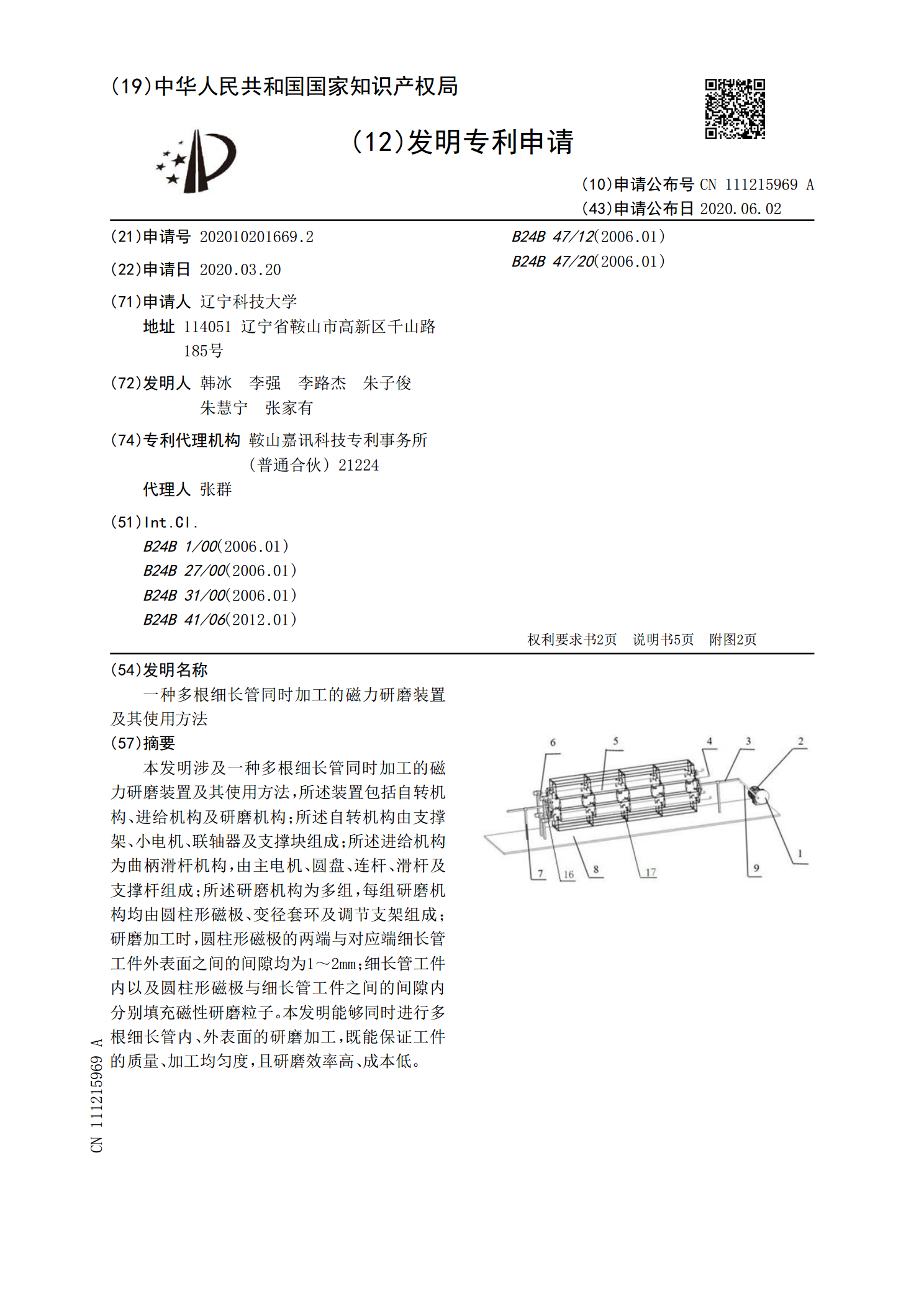
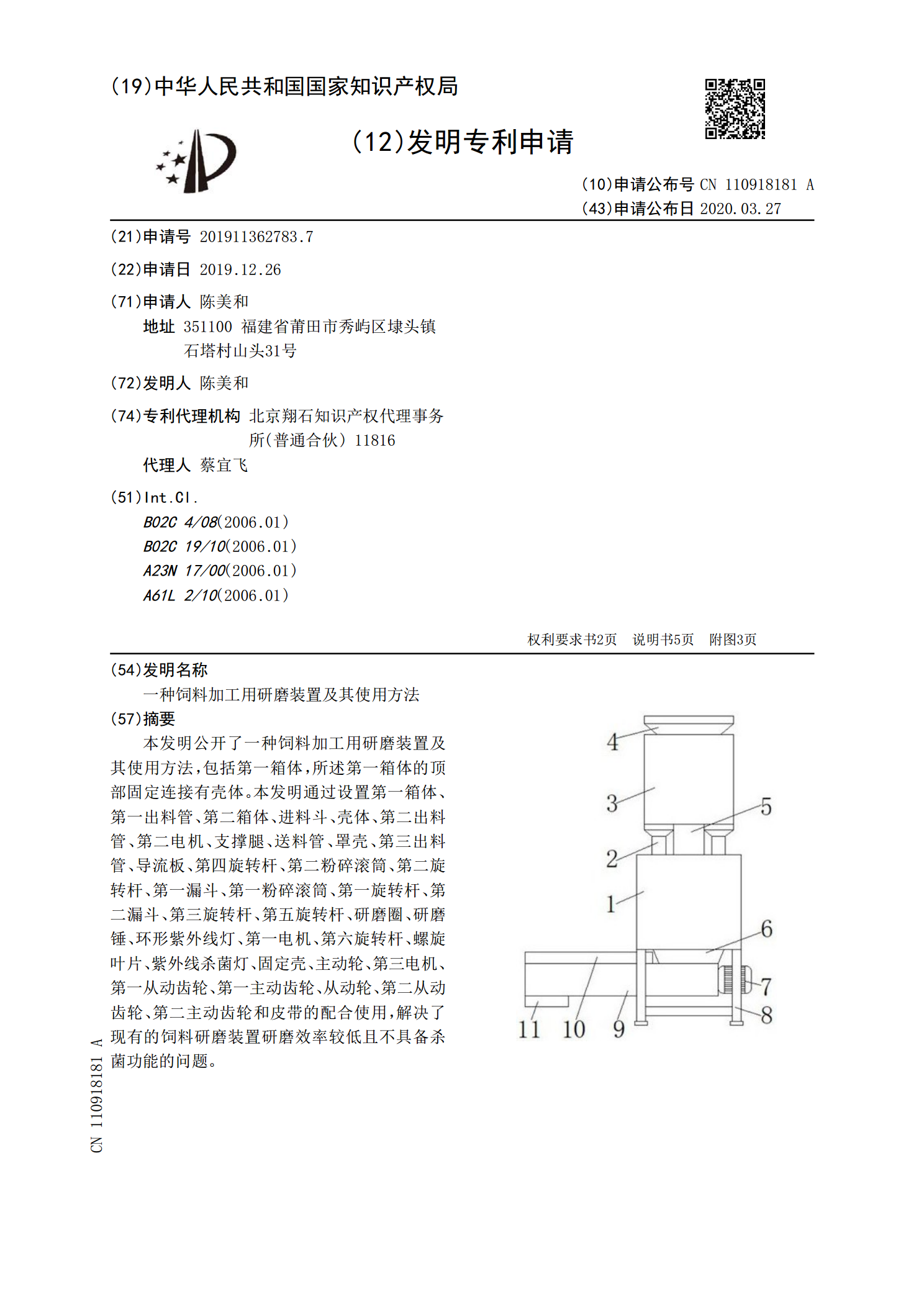
本发明涉及一种多根细长管同时加工的磁力研磨装置及其使用方法,所述装置包括自转机构、进给机构及研磨机构;所述自转机构由支撑架、小电机、联轴器及支撑块组成;所述进给机构为曲柄滑杆机构,由主电机、圆盘、连杆、滑杆及支撑杆组成;所述研磨机构为多组,每组研磨机构均由圆柱形磁极、变径套环及调节支架组成;研磨加工时,圆柱形磁极的两端与对应端细长管工件外表面之间的间隙均为1~2mm;细长管工件内以及圆柱形磁极与细长管工件之间的间隙内分别填充磁性研磨粒子。本发明能够同时进行多根细长管内、外表面的研磨加工,既能保证工件的质量

一种同时加工两段管件的旋转超声磁力复合研磨装置.pdf
本发明涉及一种同时加工两段管件的旋转超声磁力复合研磨装置,包括底座、摇杆、转盘、步进电机、超声波发生器、伺服电机、夹持器、磁极、管套;摇杆通过销轴一与底座转动连接,摇杆上部设有滑槽,步进电机驱动转盘转动,销轴二固定在转盘上,销轴二能够在滑槽内滑动,转盘转动带动摇杆绕销轴一摆动;伺服电机固定在底座上,伺服电机驱动超声波发生器转动,磁极由夹持器夹持固定;夹持器与摇杆底部相互啮合,摇杆摆动带动夹持器上的磁极往复运动;管套用于固定管状工件,磁极设置在管状工件内,磁极、管状工件、管套同轴设置;管套固定在底座上。优点
一种饲料加工用研磨装置及其使用方法.pdf
本发明公开了一种饲料加工用研磨装置及其使用方法,包括第一箱体,所述第一箱体的顶部固定连接有壳体。本发明通过设置第一箱体、第一出料管、第二箱体、进料斗、壳体、第二出料管、第二电机、支撑腿、送料管、罩壳、第三出料管、导流板、第四旋转杆、第二粉碎滚筒、第二旋转杆、第一漏斗、第一粉碎滚筒、第一旋转杆、第二漏斗、第三旋转杆、第五旋转杆、研磨圈、研磨锤、环形紫外线灯、第一电机、第六旋转杆、螺旋叶片、紫外线杀菌灯、固定壳、主动轮、第三电机、第一从动齿轮、第一主动齿轮、从动轮、第二从动齿轮、第二主动齿轮和皮带的配合使用,
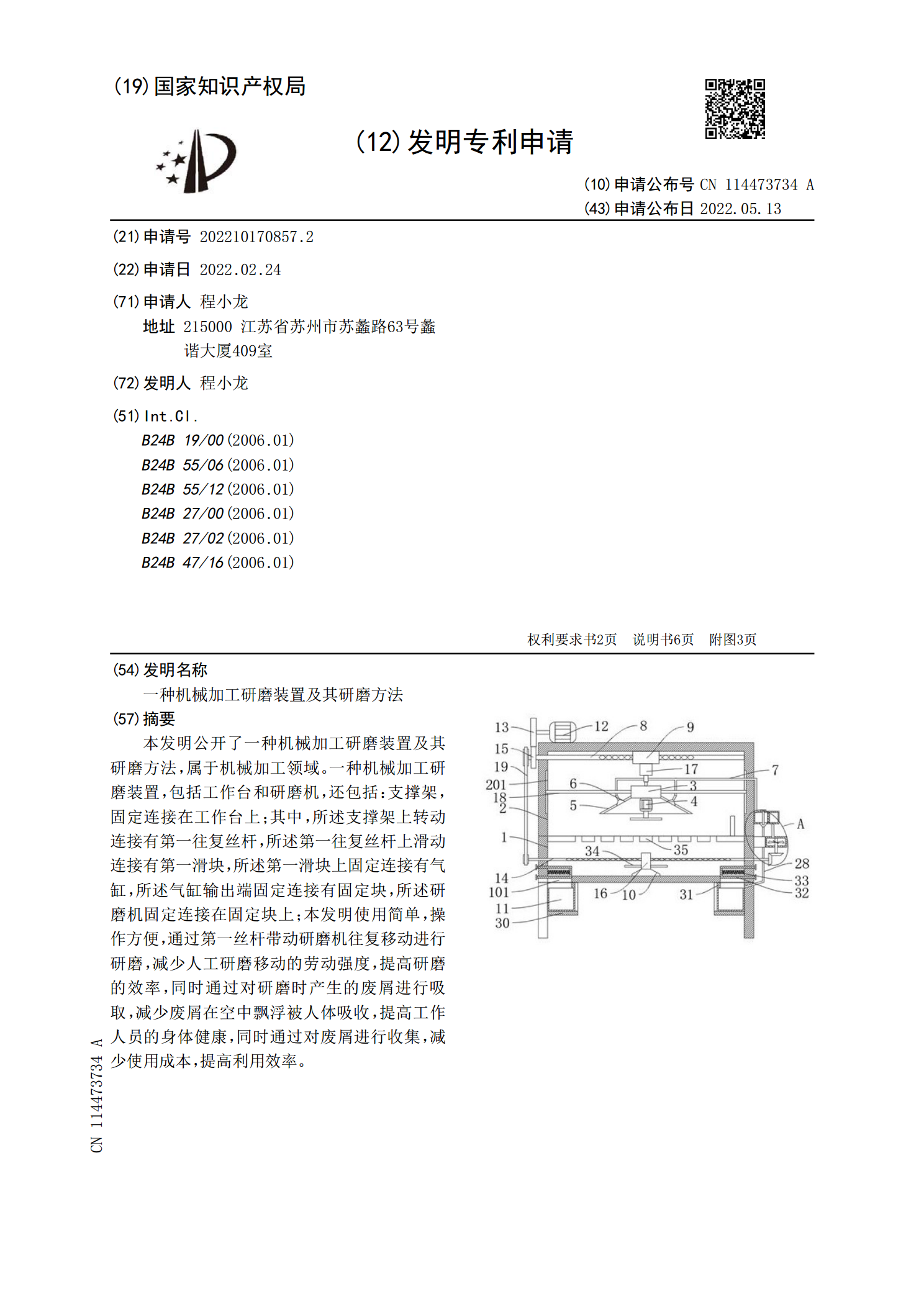
一种机械加工研磨装置及其研磨方法.pdf
本发明公开了一种机械加工研磨装置及其研磨方法,属于机械加工领域。一种机械加工研磨装置,包括工作台和研磨机,还包括:支撑架,固定连接在工作台上;其中,所述支撑架上转动连接有第一往复丝杆,所述第一往复丝杆上滑动连接有第一滑块,所述第一滑块上固定连接有气缸,所述气缸输出端固定连接有固定块,所述研磨机固定连接在固定块上;本发明使用简单,操作方便,通过第一丝杆带动研磨机往复移动进行研磨,减少人工研磨移动的劳动强度,提高研磨的效率,同时通过对研磨时产生的废屑进行吸取,减少废屑在空中飘浮被人体吸收,提高工作人员的身体健
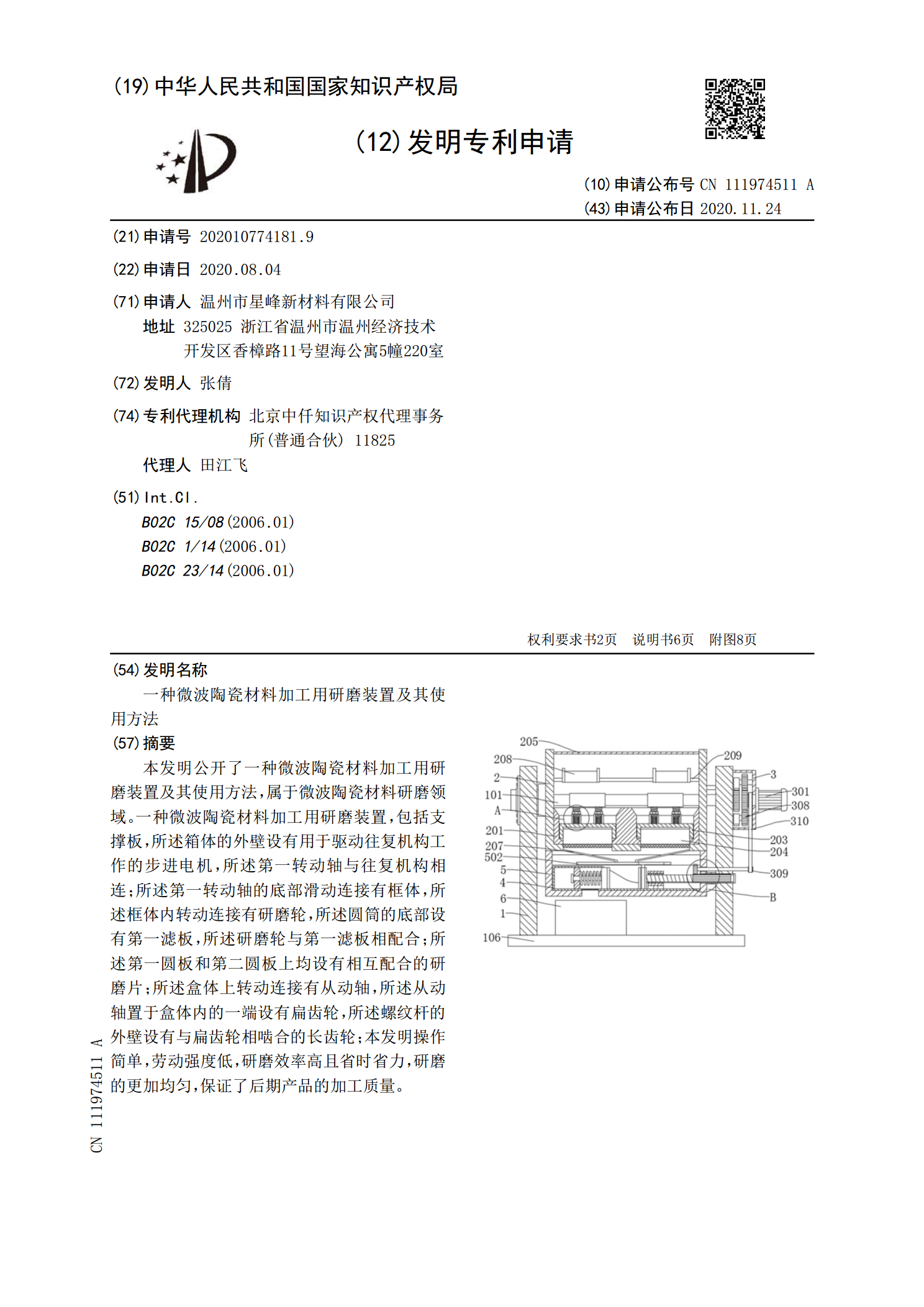
一种微波陶瓷材料加工用研磨装置及其使用方法.pdf
本发明公开了一种微波陶瓷材料加工用研磨装置及其使用方法,属于微波陶瓷材料研磨领域。一种微波陶瓷材料加工用研磨装置,包括支撑板,所述箱体的外壁设有用于驱动往复机构工作的步进电机,所述第一转动轴与往复机构相连;所述第一转动轴的底部滑动连接有框体,所述框体内转动连接有研磨轮,所述圆筒的底部设有第一滤板,所述研磨轮与第一滤板相配合;所述第一圆板和第二圆板上均设有相互配合的研磨片;所述盒体上转动连接有从动轴,所述从动轴置于盒体内的一端设有扁齿轮,所述螺纹杆的外壁设有与扁齿轮相啮合的长齿轮;本发明操作简单,劳动强度低