
一种焊接装置及焊接方法.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种焊接装置及焊接方法.pdf
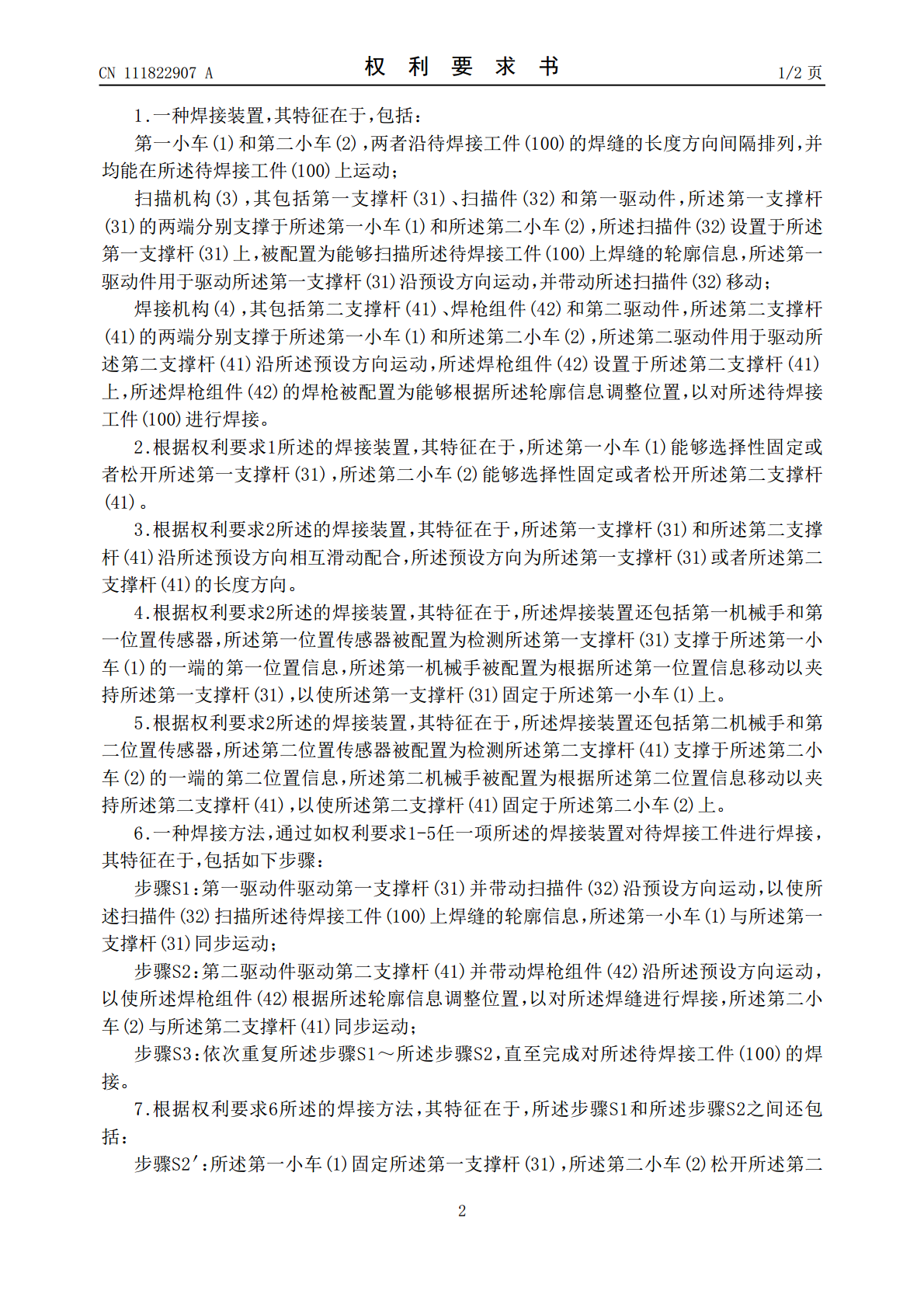
本发明涉及焊接技术领域,公开一种焊接装置及焊接方法。该焊接装置包括第一小车、第二小车、扫描机构和焊接机构,第一小车和第二小车均能在待焊接工件上运动,扫描机构包括第一支撑杆、扫描件和第一驱动件,第一支撑杆的两端分别支撑于第一小车和第二小车,扫描件设置于第一支撑杆上,用于扫描待焊接工件上焊缝的轮廓信息,第一驱动件用于驱动第一支撑杆沿预设方向运动,焊接机构包括第二支撑杆、焊枪组件和第二驱动件,第二支撑杆的两端分别支撑于第一小车和第二小车,第二驱动件用于驱动第二支撑杆沿预设方向运动,焊枪组件设置于第二支撑杆上,焊

一种焊接测量装置及焊接方法.pdf
本申请公开了一种焊接测量装置及焊接方法,包括测温体,所述测温体包括磁性壳体,所述磁性壳体包括开口的空腔,所述空腔内设有依次电联的供电模块、处理器和测温模块,所述测温模块部分位于空腔外,所述磁性外壳用于通过磁力将测温模块固定在待测对象上,且磁性外壳与待测对象之间留有间隙;通过磁力作为连接紧固力将测温体配合在铁磁性材料的管道上获取温度,既避免了传统热电偶测温器难以进行捆扎固定的问题,又能够根据所需位置进行测温体位置的改变。
一种激光焊接装置及焊接方法.pdf
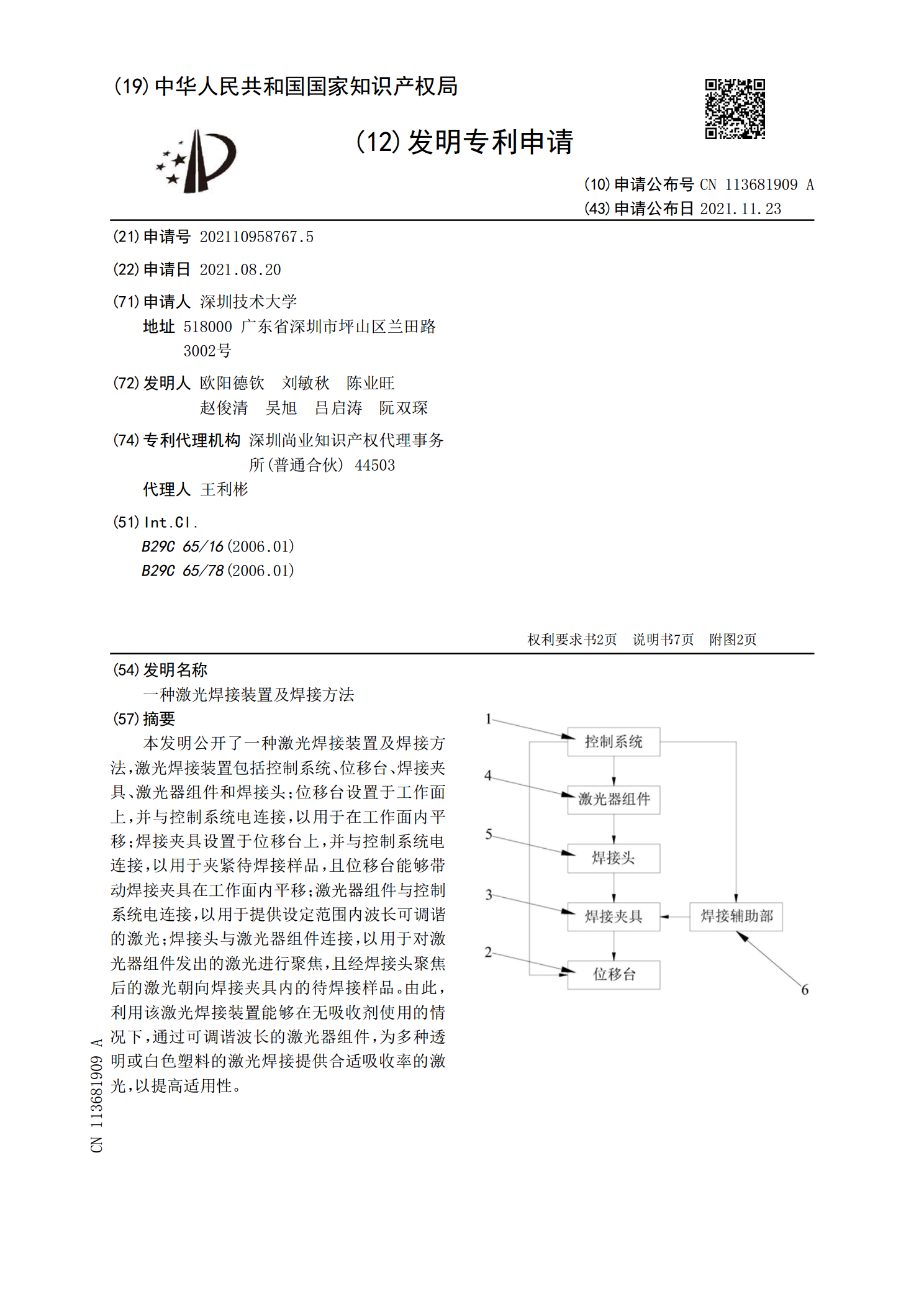
本发明公开了一种激光焊接装置及焊接方法,激光焊接装置包括控制系统、位移台、焊接夹具、激光器组件和焊接头;位移台设置于工作面上,并与控制系统电连接,以用于在工作面内平移;焊接夹具设置于位移台上,并与控制系统电连接,以用于夹紧待焊接样品,且位移台能够带动焊接夹具在工作面内平移;激光器组件与控制系统电连接,以用于提供设定范围内波长可调谐的激光;焊接头与激光器组件连接,以用于对激光器组件发出的激光进行聚焦,且经焊接头聚焦后的激光朝向焊接夹具内的待焊接样品。由此,利用该激光焊接装置能够在无吸收剂使用的情况下,通过可
一种铁路罐车焊接装置及焊接方法.pdf
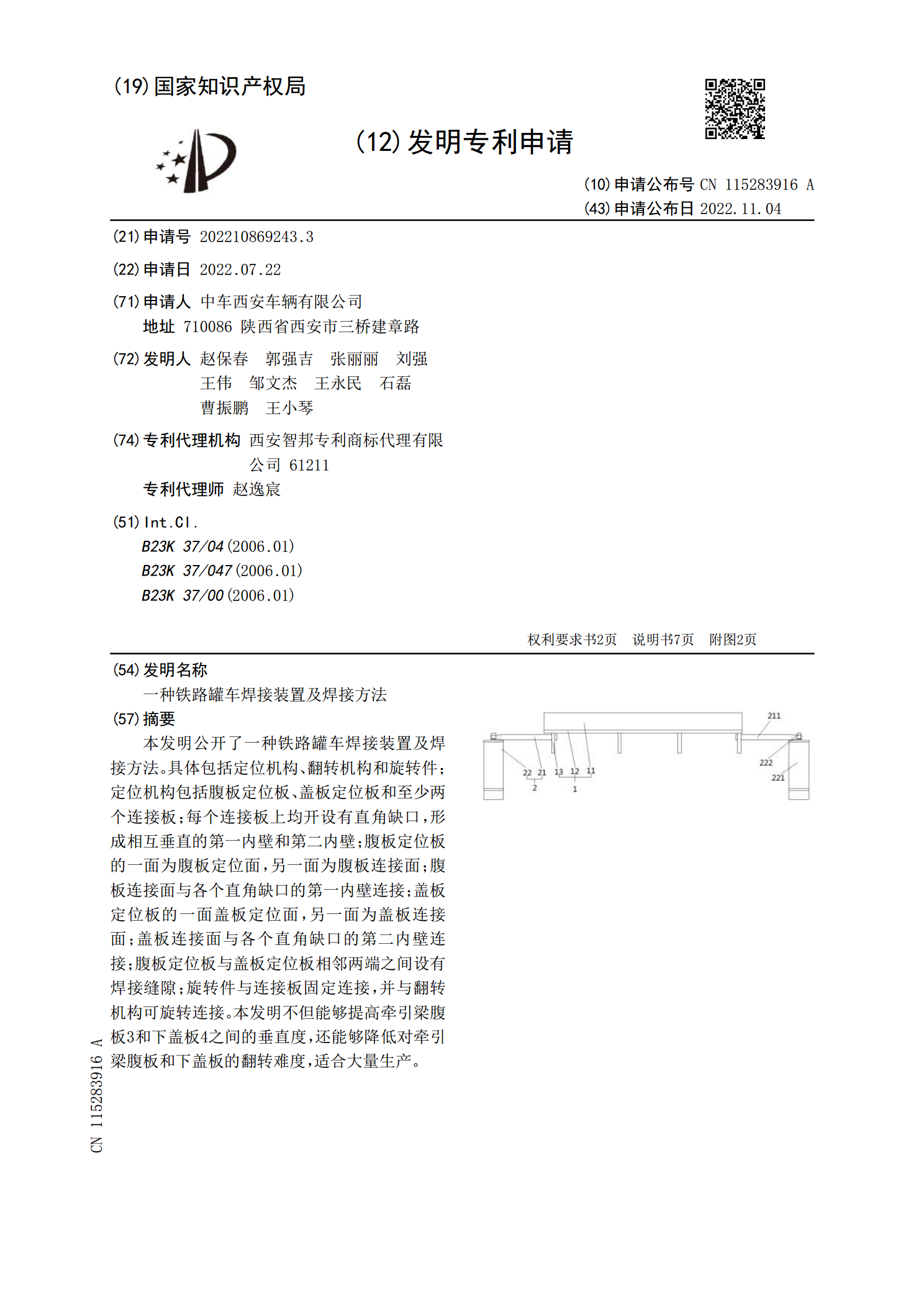
本发明公开了一种铁路罐车焊接装置及焊接方法。具体包括定位机构、翻转机构和旋转件;定位机构包括腹板定位板、盖板定位板和至少两个连接板;每个连接板上均开设有直角缺口,形成相互垂直的第一内壁和第二内壁;腹板定位板的一面为腹板定位面,另一面为腹板连接面;腹板连接面与各个直角缺口的第一内壁连接;盖板定位板的一面盖板定位面,另一面为盖板连接面;盖板连接面与各个直角缺口的第二内壁连接;腹板定位板与盖板定位板相邻两端之间设有焊接缝隙;旋转件与连接板固定连接,并与翻转机构可旋转连接。本发明不但能够提高牵引梁腹板3和下盖板4

一种锡球焊接装置的焊接方法.pdf
本发明设计一种锡球焊接装置的焊接方法,是一种采用带同轴视觉系统的锡球焊接装置,进行锡球焊接时的方法,所述锡球焊接装置中设置有激光聚焦头、控制器、CCD相机和旋转盘,将部分激光光路和视觉成像光路重合,实现激光与视觉的同轴同焦。焊接时可旋转切换不同尺寸的焊接喷嘴,实现不同尺寸锡球焊接和视觉成像的快速切换,通过快速调整光斑大小以适应不同孔径的喷嘴,满足多规格焊点需求;通过焊前预热、连续喷球、焊后补光过程,实现对不同尺寸和散热速度较快焊点的良好焊接。焊接时可实时补充任意多个锡球,且锡球进入过渡仓后,在下落过程中直