
一种手持消失模铸造辅助设备及铸造方法.pdf

明钰****甜甜


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种手持消失模铸造辅助设备及铸造方法.pdf
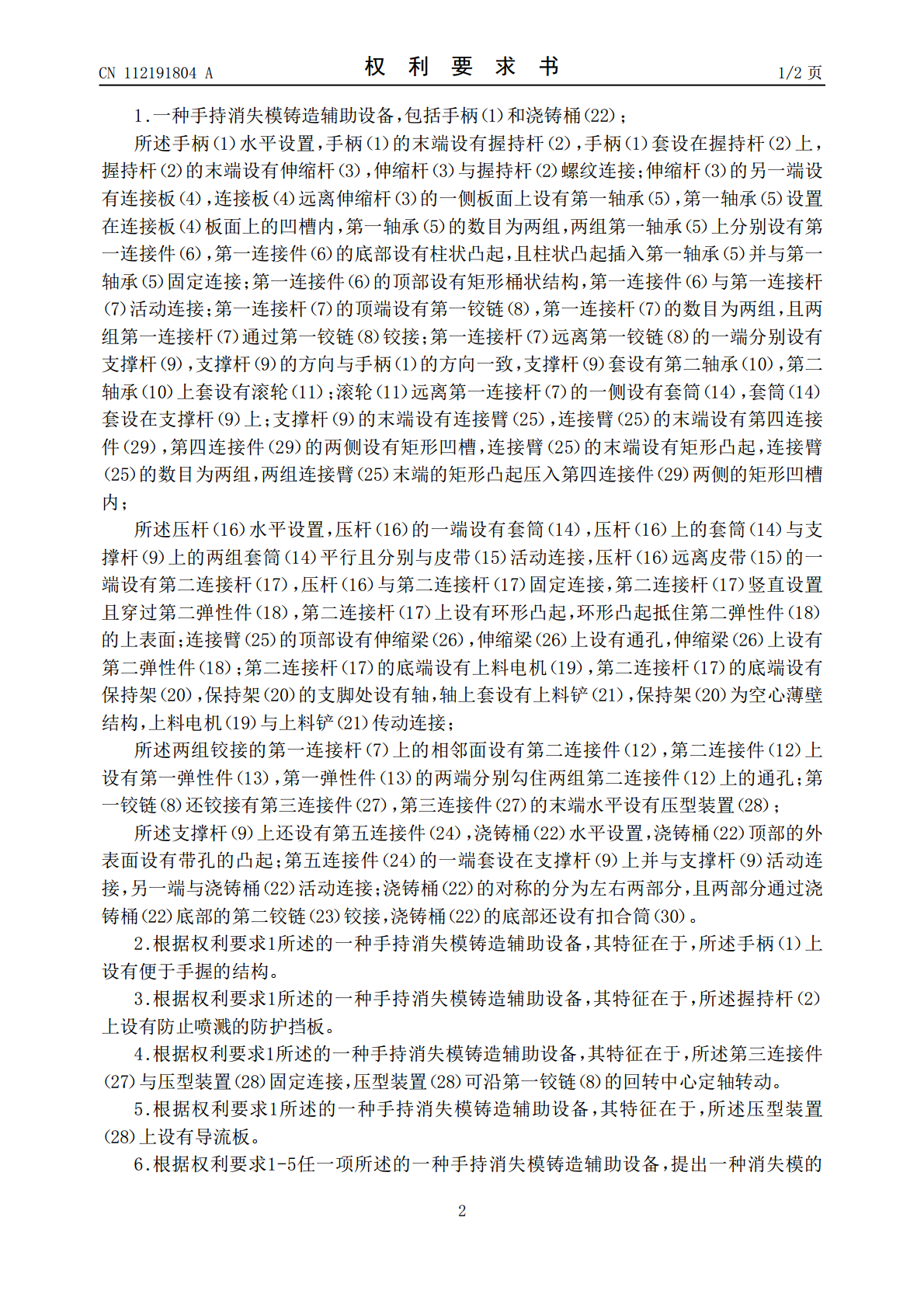
本发明公开了一种手持消失模铸造辅助设备,包括手柄和浇铸桶;所述手柄水平设置,手柄的末端设有握持杆,握持杆的末端设有伸缩杆;伸缩杆的另一端设有连接板,连接板侧板面上设有第一轴承,两组第一轴承上分别设有第一连接件;第一连接件与第一连接杆活动连接;第一连接杆的顶端设有第一铰链,两组第一连接杆通过第一铰链铰接;第一连接杆另一端设有支撑杆;套筒套设在支撑杆上;支撑杆的末端设有连接臂,连接臂的末端设有第四连接件,两组连接臂末端的矩形凸起压入第四连接件两侧的矩形凹槽内。本发明所述的一种手持消失模铸造辅助设备,通过拉力自

一种消失模铸造方法.pdf
本发明公开了消失模铸造技术领域的一种消失模铸造方法,包括消失模的图纸绘制、模具制作、型砂造型、振实、密封抽真空处理、模壳消除、铸模浇注、废气净化处理、铸件后期处理和型砂回收,在模壳制作完成后,对砂型中的模壳加热,持续加热一段时间,模壳受热,从固体转化为液体,实现模壳液化,液化后的模壳从砂型中排出,有效实现对模壳的置换,方便快捷地形成工件空腔,便于后续浇注液态金属形成铸造工件,对砂型提高加热温度,持续一段时间,使得残留的液态模壳原料转化为气态,实现模壳材料的干净、快捷清除,且能够保证铸件的铸造质量,能够实现

一种消失模铸造设备.pdf
本发明属于机械加工技术领域,具体的说是一种消失模铸造设备,包括控制器、型箱、机架、钢珠、夹持模块、夹紧杆、轴套和电机,所述控制器用于控制设备自动运转,控制器固定安装在机架上;所述型箱设有两个,两型箱相邻端通过铰链铰接,型箱内均设有钢珠,型箱的两侧均固连有对应轴套的一半;当两型箱转动叠加时,通过型箱两侧的轴套转动放置在机架上;所述机架固连在地面上;其中一个所述轴套上固连有一号齿轮;所述一号齿轮的下方设有二号齿轮;本发明结构简单,操作方便并通过齿轮传动从而带动型箱转动,进而一方面会带动钢珠对工件表面迅速打磨,

消失模铸造方法.pdf
本发明提供一种消失模铸造方法,能够抑制填充到泡沫模型的内部的型砂上浮,铸造成品状态良好的铸件。在泡沫模型(2)上设置使铸型(1)的外部与空腔部(3)连通的开口部(4),在开口部(4)涂布涂层剂。将涂布于开口部(4)的涂层剂视为截面二次矩为I、铅垂方向的板厚为h、长度为L的梁。此时,将空腔部(3)的体积设为V(mm
一种筛板消失模铸造方法.pdf
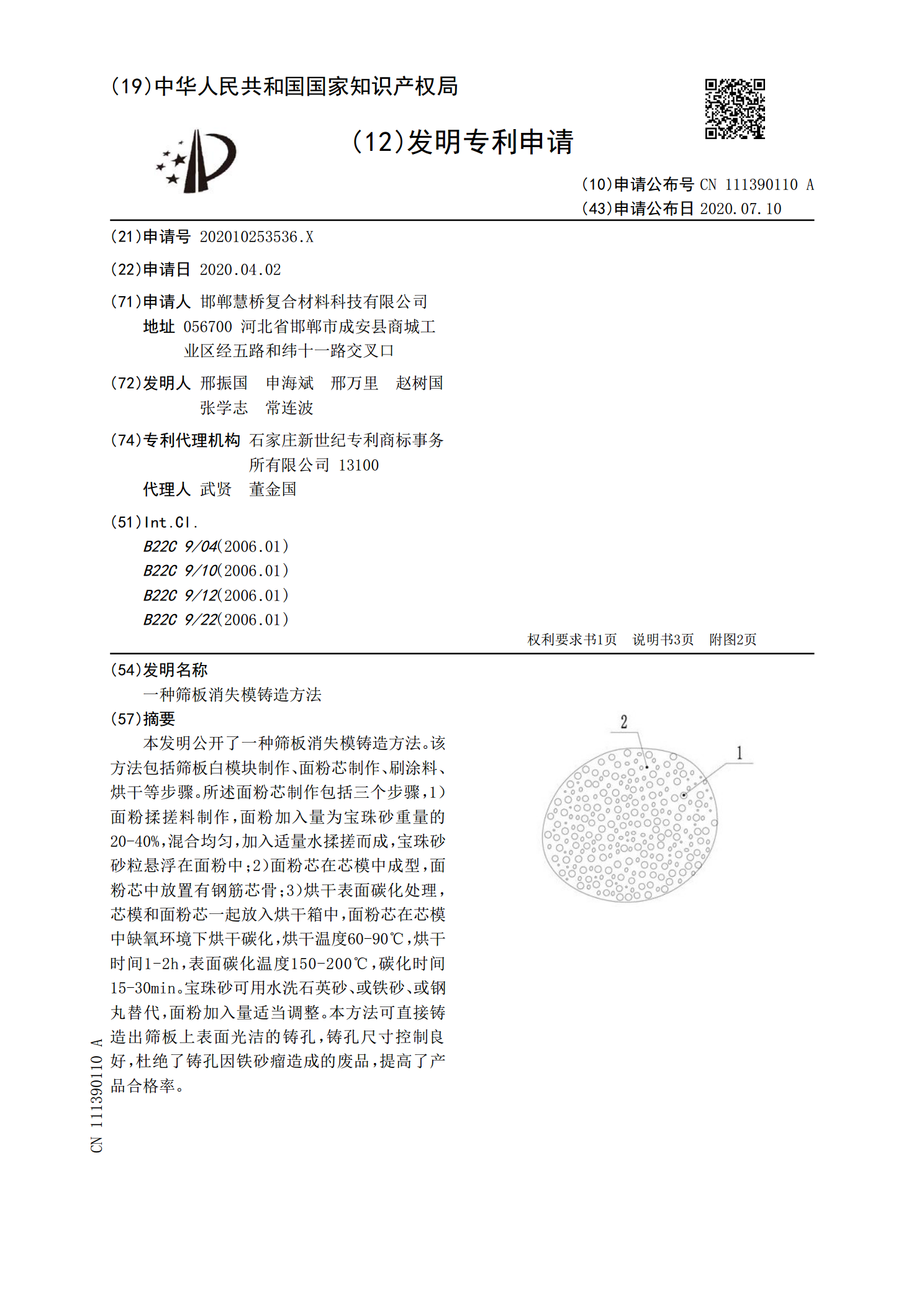
本发明公开了一种筛板消失模铸造方法。该方法包括筛板白模块制作、面粉芯制作、刷涂料、烘干等步骤。所述面粉芯制作包括三个步骤,1)面粉揉搓料制作,面粉加入量为宝珠砂重量的20‑40%,混合均匀,加入适量水揉搓而成,宝珠砂砂粒悬浮在面粉中;2)面粉芯在芯模中成型,面粉芯中放置有钢筋芯骨;3)烘干表面碳化处理,芯模和面粉芯一起放入烘干箱中,面粉芯在芯模中缺氧环境下烘干碳化,烘干温度60‑90℃,烘干时间1‑2h,表面碳化温度150‑200℃,碳化时间15‑30min。宝珠砂可用水洗石英砂、或铁砂、或钢丸替代,面粉