
一种车床上长型轴类工件的辅助支撑装置.pdf

一只****签网

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车床上长型轴类工件的辅助支撑装置.pdf
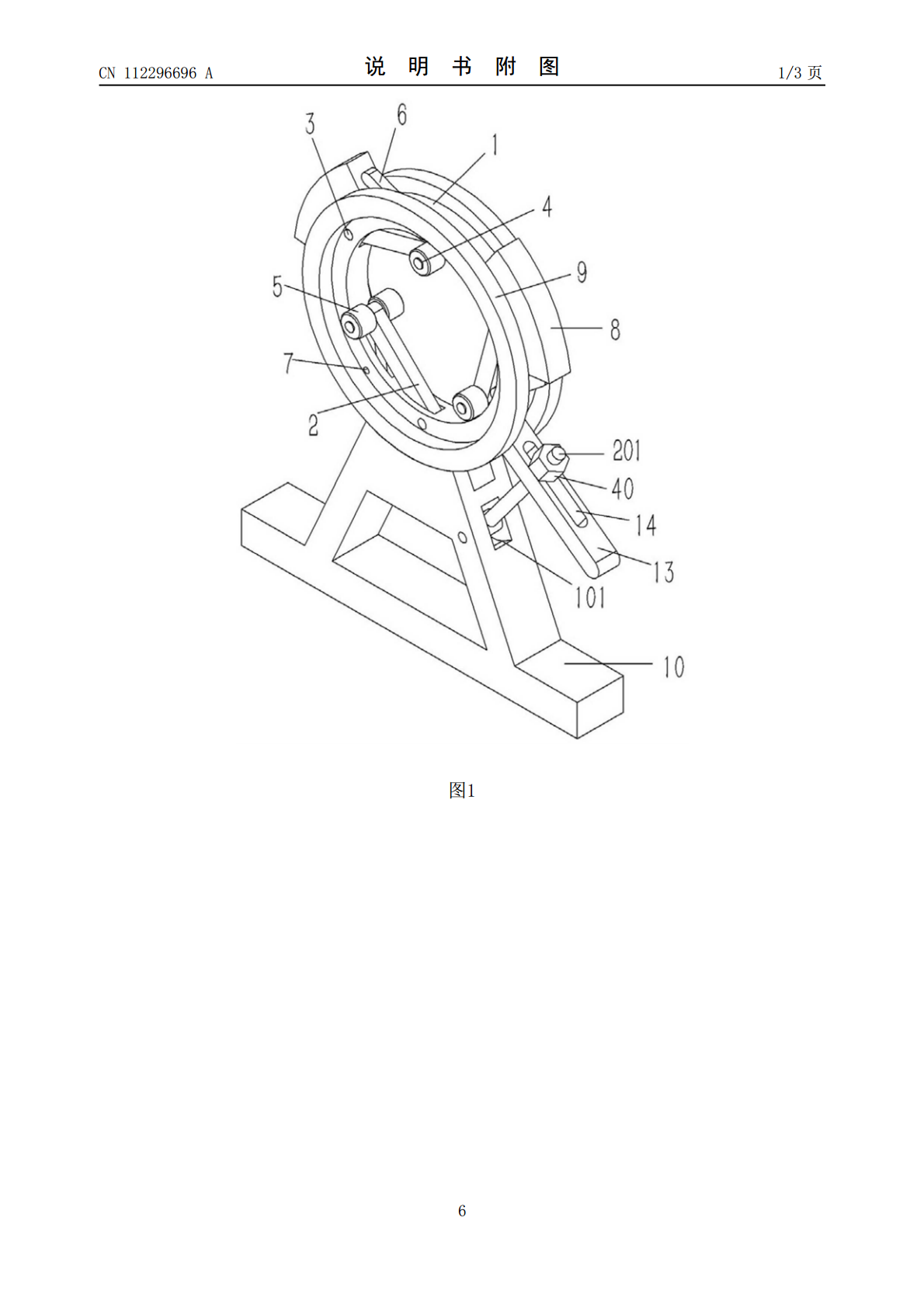
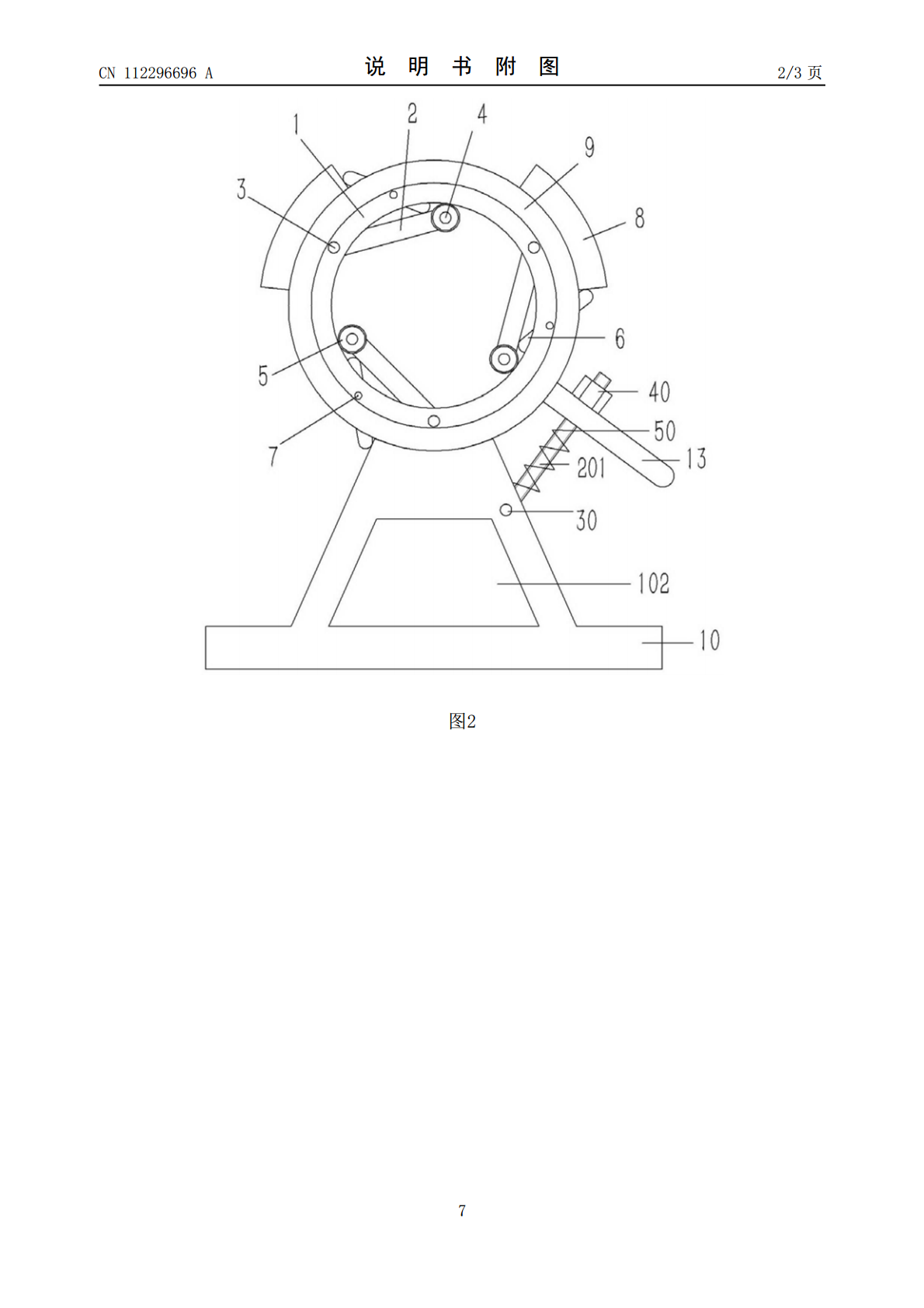
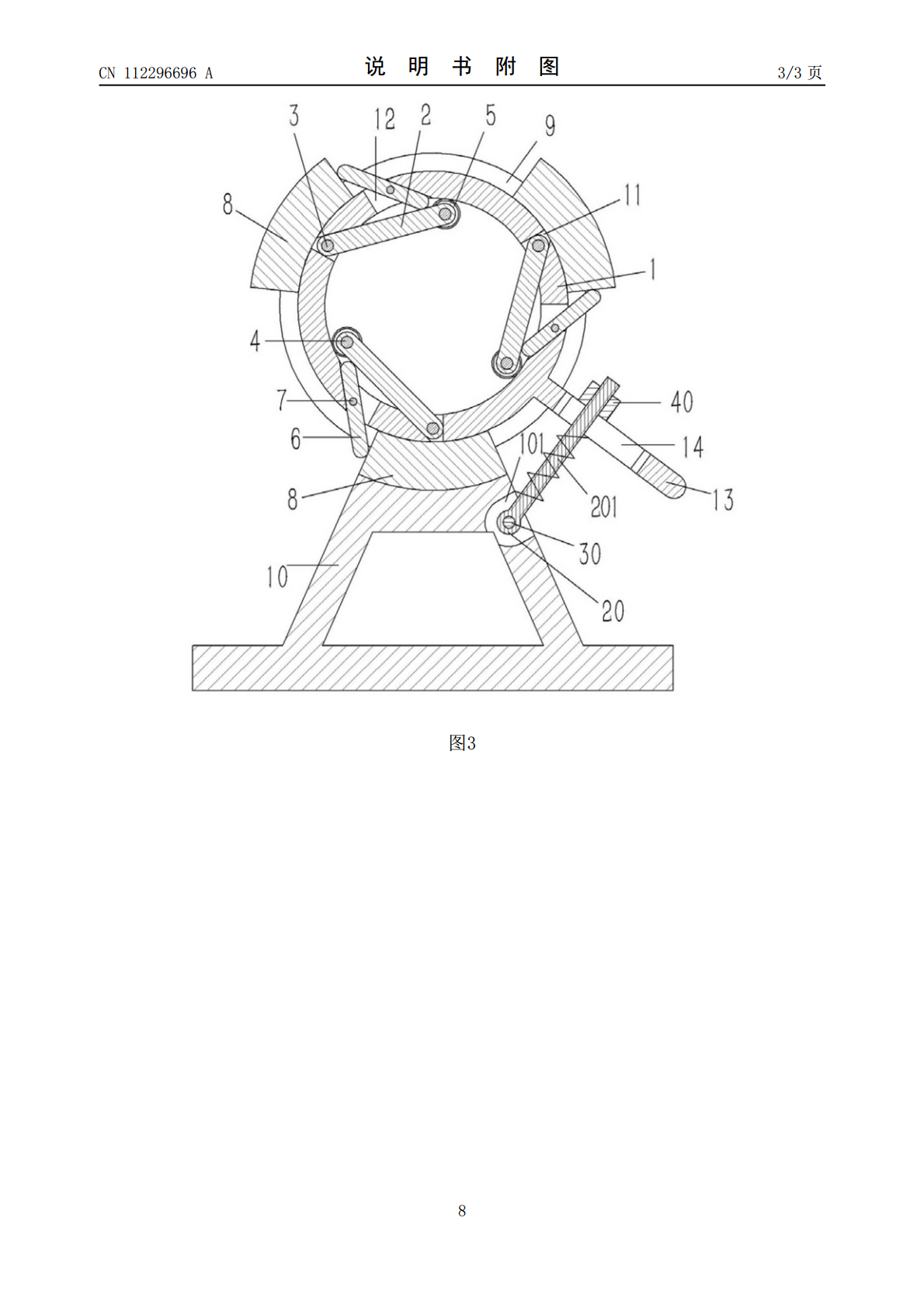
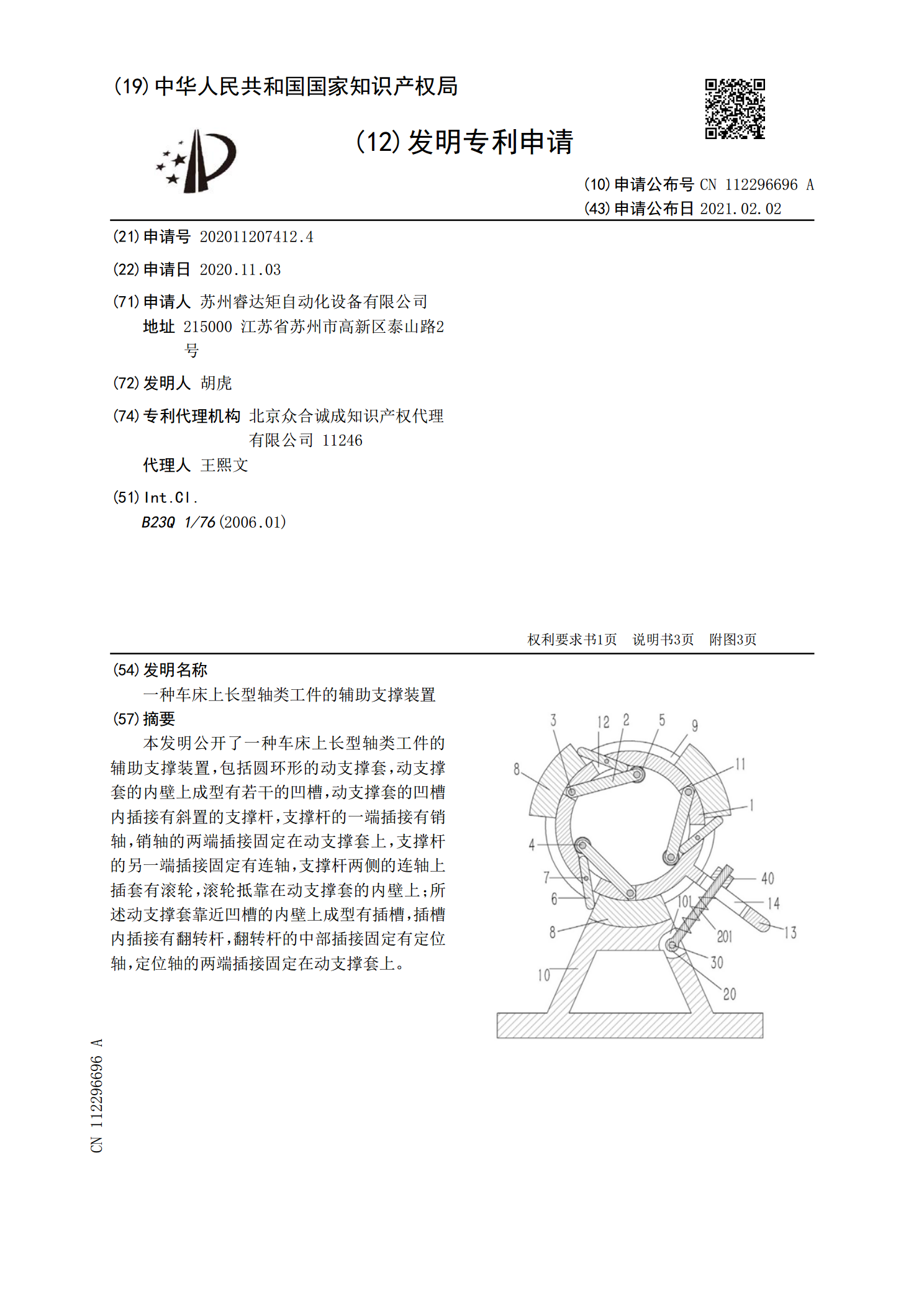
本发明公开了一种车床上长型轴类工件的辅助支撑装置,包括圆环形的动支撑套,动支撑套的内壁上成型有若干的凹槽,动支撑套的凹槽内插接有斜置的支撑杆,支撑杆的一端插接有销轴,销轴的两端插接固定在动支撑套上,支撑杆的另一端插接固定有连轴,支撑杆两侧的连轴上插套有滚轮,滚轮抵靠在动支撑套的内壁上;所述动支撑套靠近凹槽的内壁上成型有插槽,插槽内插接有翻转杆,翻转杆的中部插接固定有定位轴,定位轴的两端插接固定在动支撑套上。

一种长轴形工件车加工用支撑装置.pdf
本发明公开了一种长轴形工件车加工用支撑装置,包括底座,底座上成型有截面呈“匚”字形的支撑座,支撑座内插接有支撑杆,支撑杆的下端插接固定有铰接轴,铰接轴的两端穿过支撑座分别插套固定有限位套和连接套,连接套的外壁上成型有插杆;所述支撑杆上部的侧壁上成型有螺纹孔,螺纹孔内螺接有限位螺栓,支撑座上端与开口一侧相对的侧壁上成型有U型槽口,限位螺栓插接在支撑座的U型槽口内。
工件辅助支撑装置.pdf
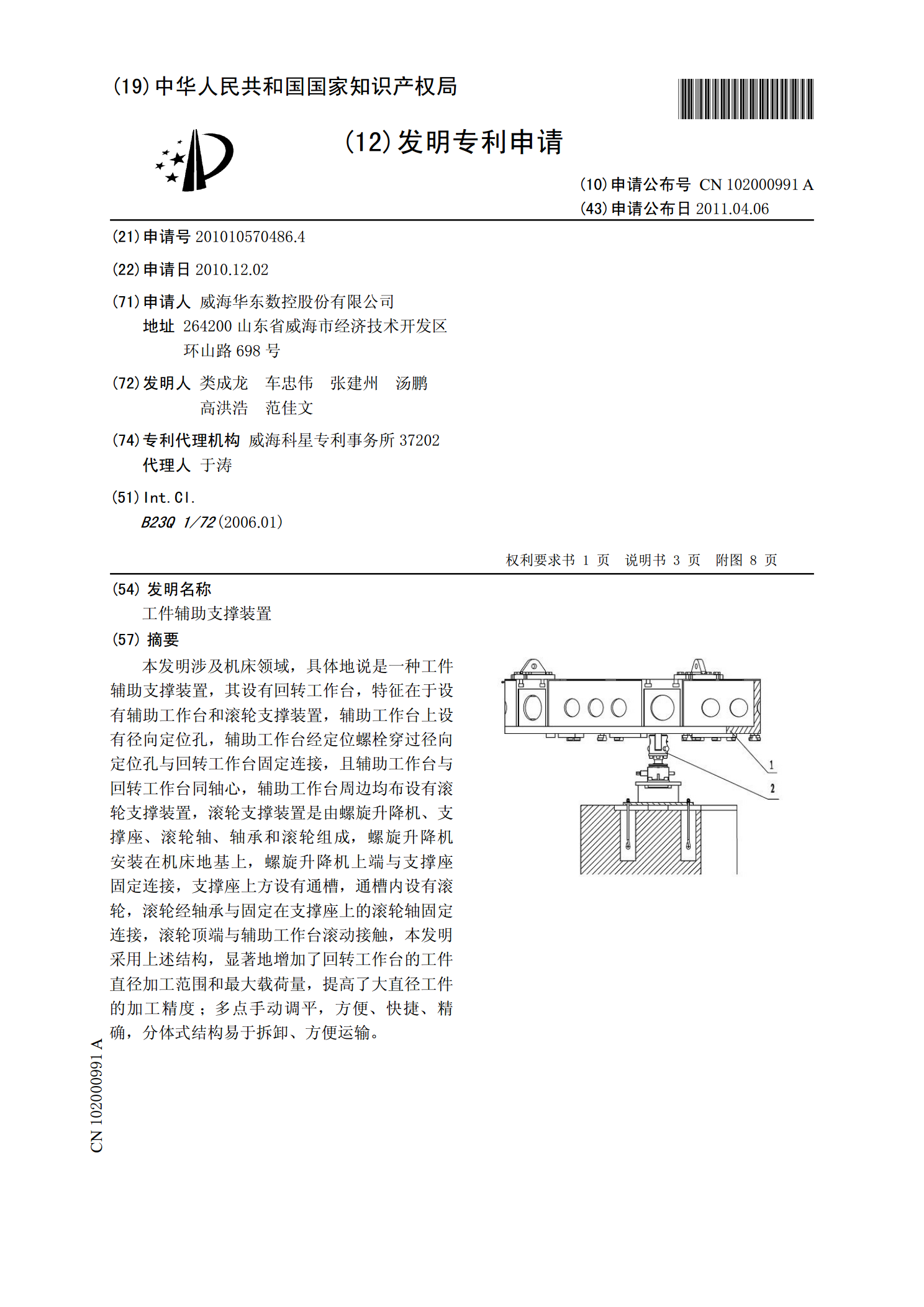
本发明涉及机床领域,具体地说是一种工件辅助支撑装置,其设有回转工作台,特征在于设有辅助工作台和滚轮支撑装置,辅助工作台上设有径向定位孔,辅助工作台经定位螺栓穿过径向定位孔与回转工作台固定连接,且辅助工作台与回转工作台同轴心,辅助工作台周边均布设有滚轮支撑装置,滚轮支撑装置是由螺旋升降机、支撑座、滚轮轴、轴承和滚轮组成,螺旋升降机安装在机床地基上,螺旋升降机上端与支撑座固定连接,支撑座上方设有通槽,通槽内设有滚轮,滚轮经轴承与固定在支撑座上的滚轮轴固定连接,滚轮顶端与辅助工作台滚动接触,本发明采用上述结构,
一种长轴类工件智能磨削装置.pdf
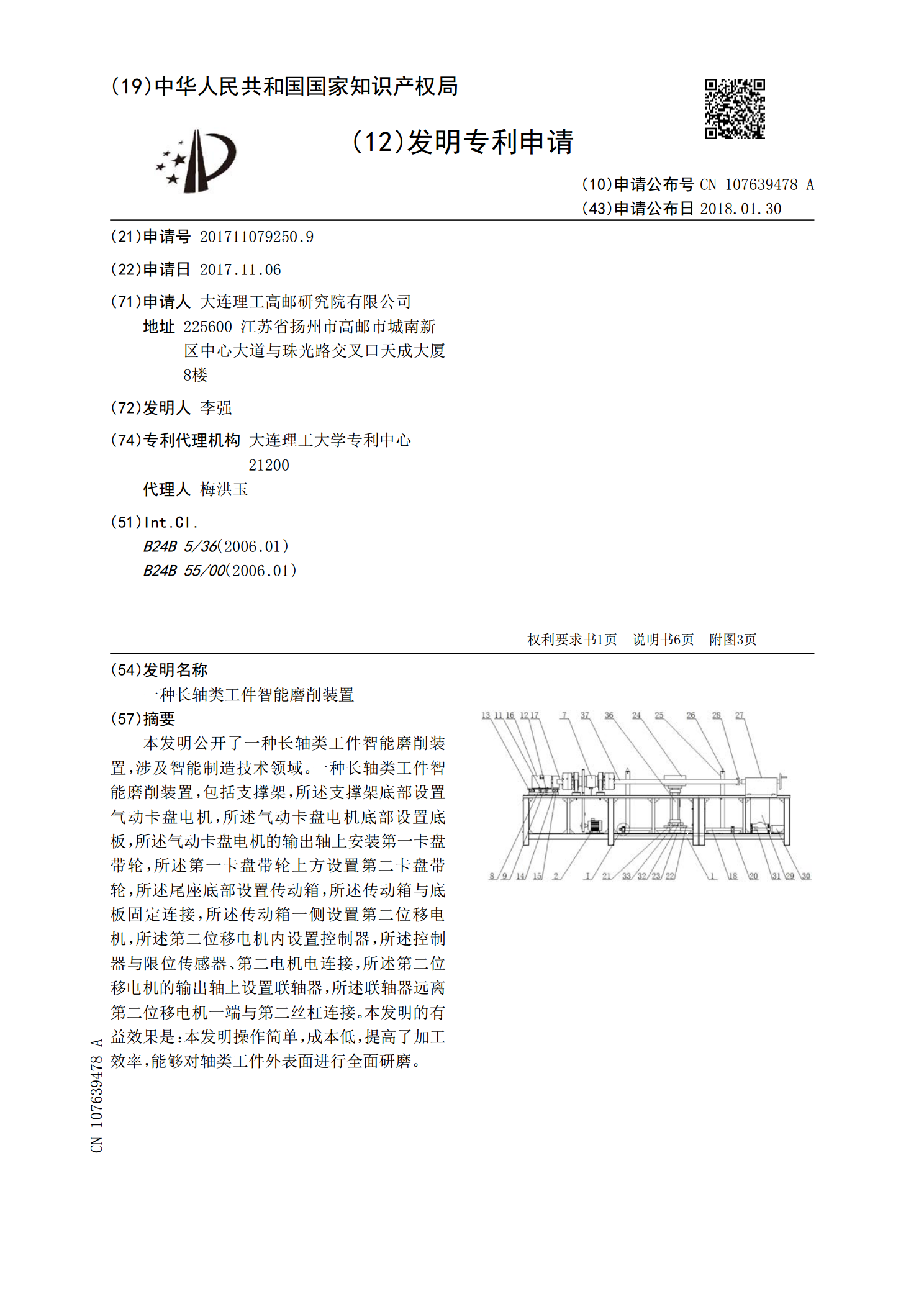
本发明公开了一种长轴类工件智能磨削装置,涉及智能制造技术领域。一种长轴类工件智能磨削装置,包括支撑架,所述支撑架底部设置气动卡盘电机,所述气动卡盘电机底部设置底板,所述气动卡盘电机的输出轴上安装第一卡盘带轮,所述第一卡盘带轮上方设置第二卡盘带轮,所述尾座底部设置传动箱,所述传动箱与底板固定连接,所述传动箱一侧设置第二位移电机,所述第二位移电机内设置控制器,所述控制器与限位传感器、第二电机电连接,所述第二位移电机的输出轴上设置联轴器,所述联轴器远离第二位移电机一端与第二丝杠连接。本发明的有益效果是:本发明操
一种通用型轴类磨齿辅助支撑.pdf
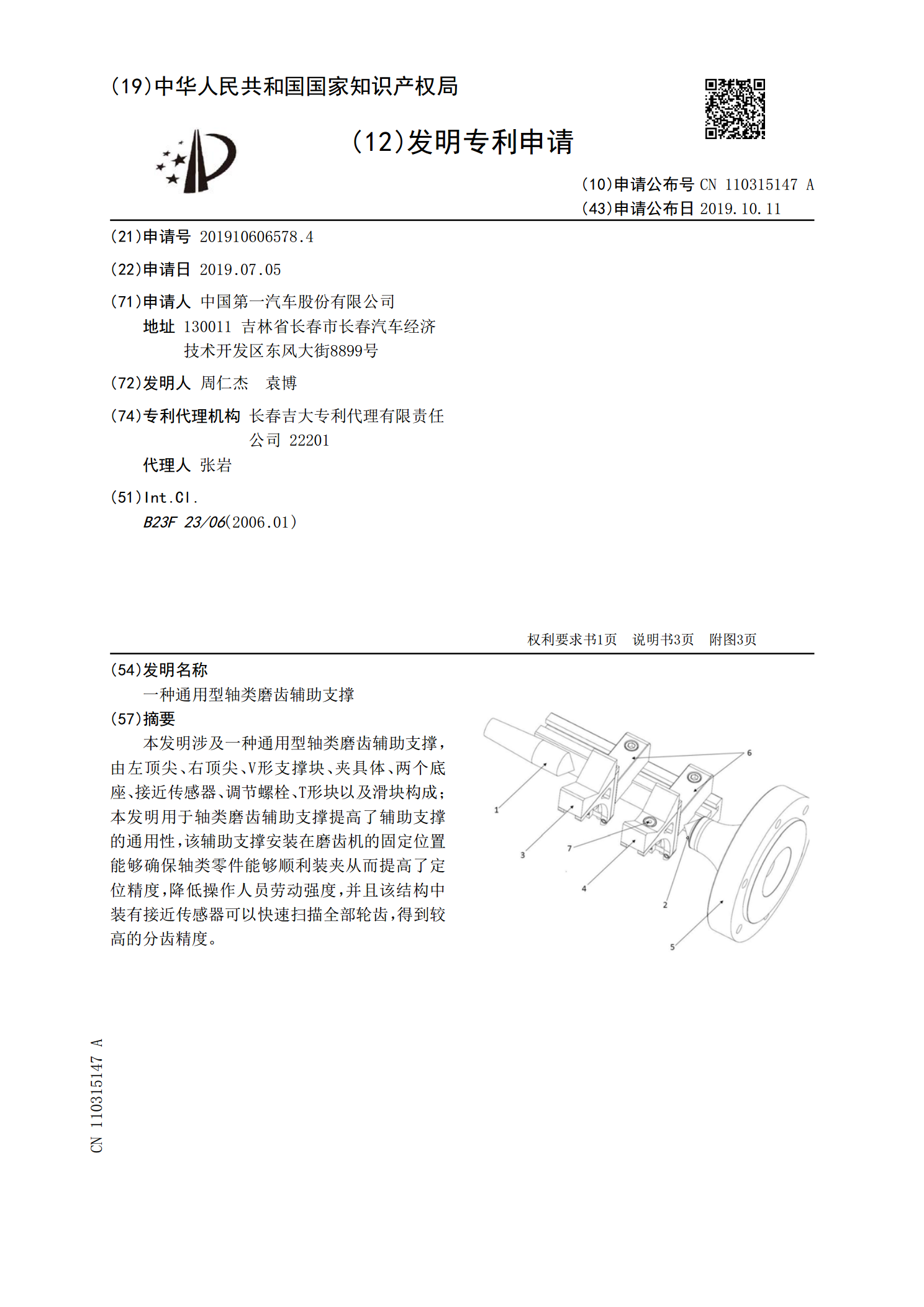
本发明涉及一种通用型轴类磨齿辅助支撑,由左顶尖、右顶尖、V形支撑块、夹具体、两个底座、接近传感器、调节螺栓、T形块以及滑块构成;本发明用于轴类磨齿辅助支撑提高了辅助支撑的通用性,该辅助支撑安装在磨齿机的固定位置能够确保轴类零件能够顺利装夹从而提高了定位精度,降低操作人员劳动强度,并且该结构中装有接近传感器可以快速扫描全部轮齿,得到较高的分齿精度。