
金属切削加工快速定位夹紧方法.pdf

一吃****书竹


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削加工快速定位夹紧方法.pdf
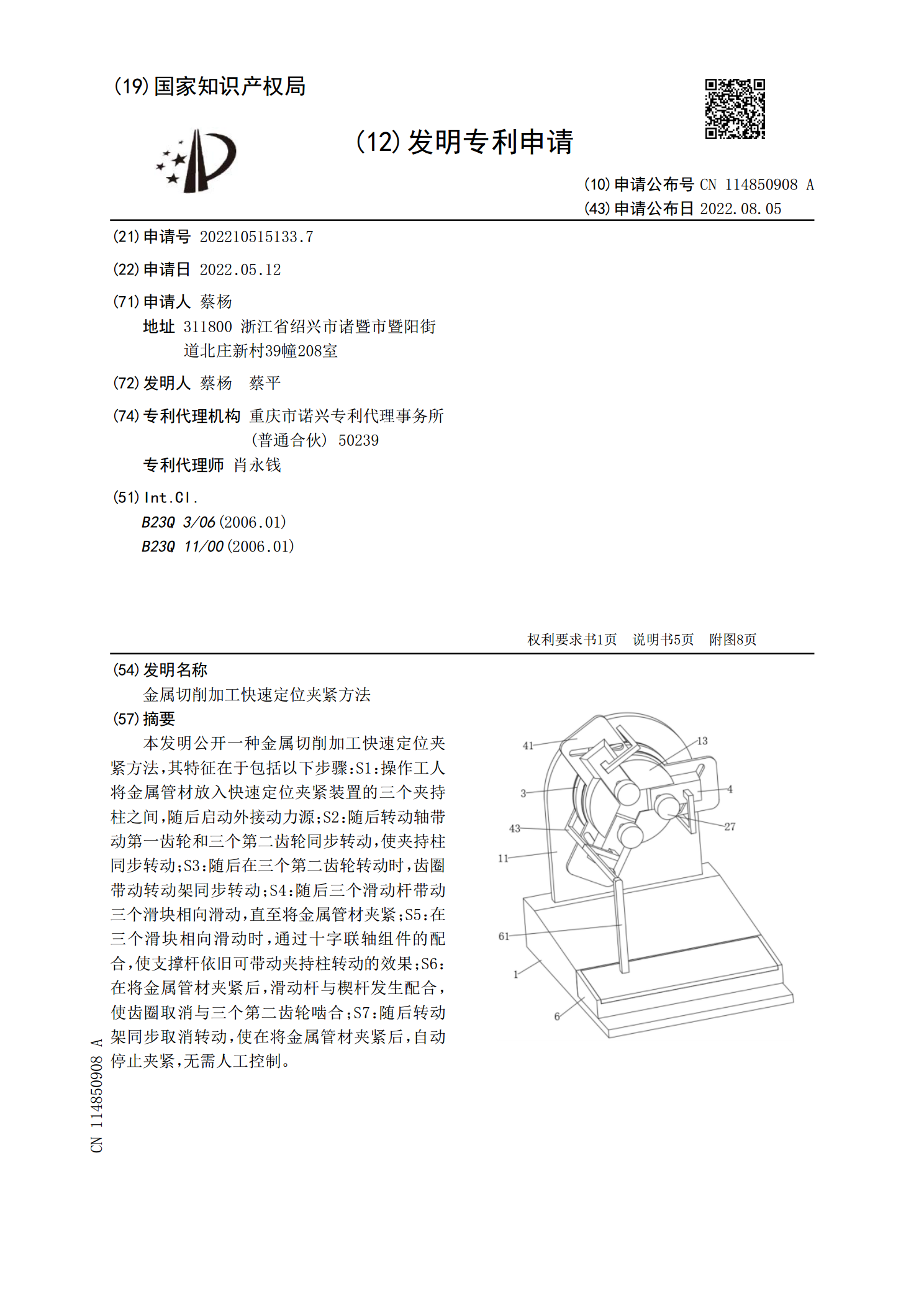
本发明公开一种金属切削加工快速定位夹紧方法,其特征在于包括以下步骤:S1:操作工人将金属管材放入快速定位夹紧装置的三个夹持柱之间,随后启动外接动力源;S2:随后转动轴带动第一齿轮和三个第二齿轮同步转动,使夹持柱同步转动;S3:随后在三个第二齿轮转动时,齿圈带动转动架同步转动;S4:随后三个滑动杆带动三个滑块相向滑动,直至将金属管材夹紧;S5:在三个滑块相向滑动时,通过十字联轴组件的配合,使支撑杆依旧可带动夹持柱转动的效果;S6:在将金属管材夹紧后,滑动杆与楔杆发生配合,使齿圈取消与三个第二齿轮啮合;S7:
一种金属切削加工用的快速定位夹紧装置.pdf
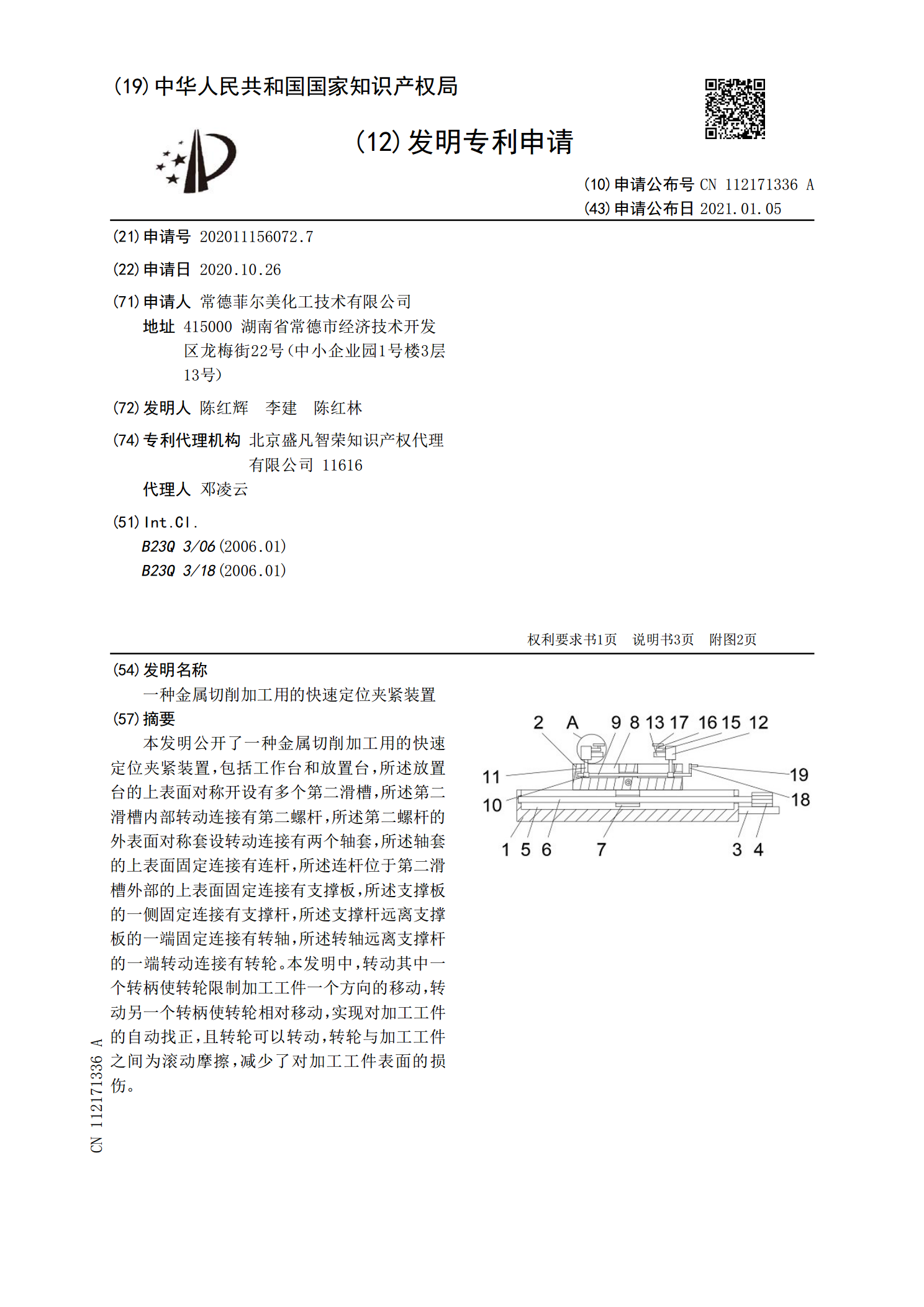
本发明公开了一种金属切削加工用的快速定位夹紧装置,包括工作台和放置台,所述放置台的上表面对称开设有多个第二滑槽,所述第二滑槽内部转动连接有第二螺杆,所述第二螺杆的外表面对称套设转动连接有两个轴套,所述轴套的上表面固定连接有连杆,所述连杆位于第二滑槽外部的上表面固定连接有支撑板,所述支撑板的一侧固定连接有支撑杆,所述支撑杆远离支撑板的一端固定连接有转轴,所述转轴远离支撑杆的一端转动连接有转轮。本发明中,转动其中一个转柄使转轮限制加工工件一个方向的移动,转动另一个转柄使转轮相对移动,实现对加工工件的自动找正,
一种金属切削加工用的快速定位夹紧装置.pdf
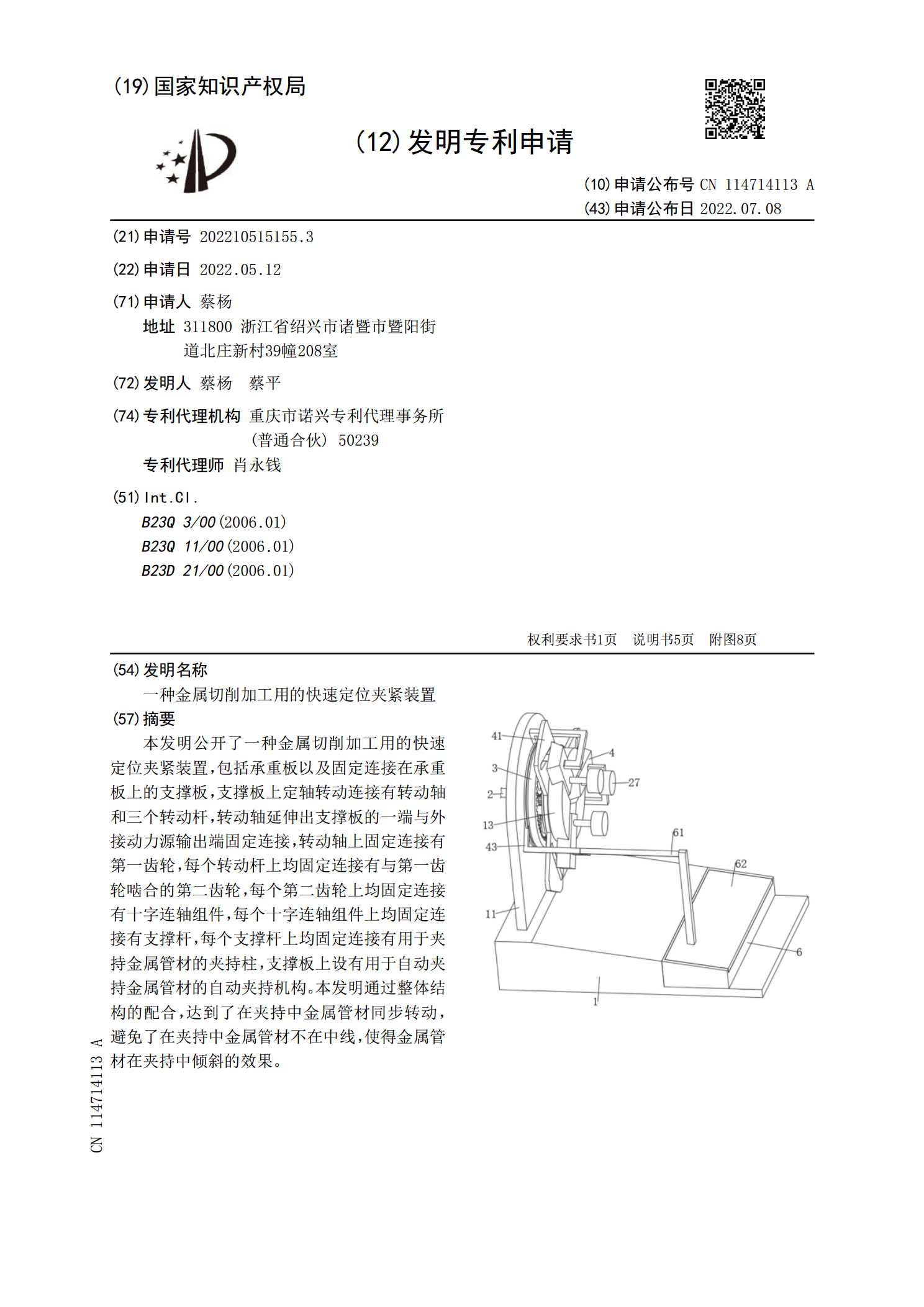
本发明公开了一种金属切削加工用的快速定位夹紧装置,包括承重板以及固定连接在承重板上的支撑板,支撑板上定轴转动连接有转动轴和三个转动杆,转动轴延伸出支撑板的一端与外接动力源输出端固定连接,转动轴上固定连接有第一齿轮,每个转动杆上均固定连接有与第一齿轮啮合的第二齿轮,每个第二齿轮上均固定连接有十字连轴组件,每个十字连轴组件上均固定连接有支撑杆,每个支撑杆上均固定连接有用于夹持金属管材的夹持柱,支撑板上设有用于自动夹持金属管材的自动夹持机构。本发明通过整体结构的配合,达到了在夹持中金属管材同步转动,避免了在夹持

法兰盲板快速加工定位、夹紧结构.pdf
本发明公开了一种法兰盲板快速加工定位、夹紧结构,包括定位螺栓(1)和夹具体(6),所述的锁紧夹具还设有锁紧滑块(2)和锁紧套(3),所述的定位螺栓(1)通过螺纹配合与锁紧套(3)连接;所述的锁紧滑块(2)套装在定位螺栓(1)上;所述的锁紧滑块(2)与锁紧套(3)的端部采用锥度配合;所述的锁紧套(3)的端部沿其锥度的母线,设有四个开槽(7),每个开槽(7)的槽宽为4mm~5mm。采用上述技术方案,使得工人操作方便、安全,明显的提高了加工效率;保证了法兰盲板的加工质量,达到了出口产品的质量要求;夹具制作简单,

法兰盲板快速加工定位、夹紧结构.pdf
本发明公开了一种法兰盲板快速加工定位、夹紧结构,包括定位螺栓(1)和夹具体(6),所述的锁紧夹具还设有锁紧滑块(2)和锁紧套(3),所述的定位螺栓(1)通过螺纹配合与锁紧套(3)连接;所述的锁紧滑块(2)套装在定位螺栓(1)上;所述的锁紧滑块(2)与锁紧套(3)的端部采用锥度配合;所述的锁紧套(3)的端部沿其锥度的母线,设有四个开槽(7),每个开槽(7)的槽宽为4mm~5mm。采用上述技术方案,使得工人操作方便、安全,明显的提高了加工效率;保证了法兰盲板的加工质量,达到了出口产品的质量要求;夹具制作简单,