
手动辅助支撑机构.pdf

海昌****姐淑

1/9
2/9

3/9
4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

手动辅助支撑机构.pdf
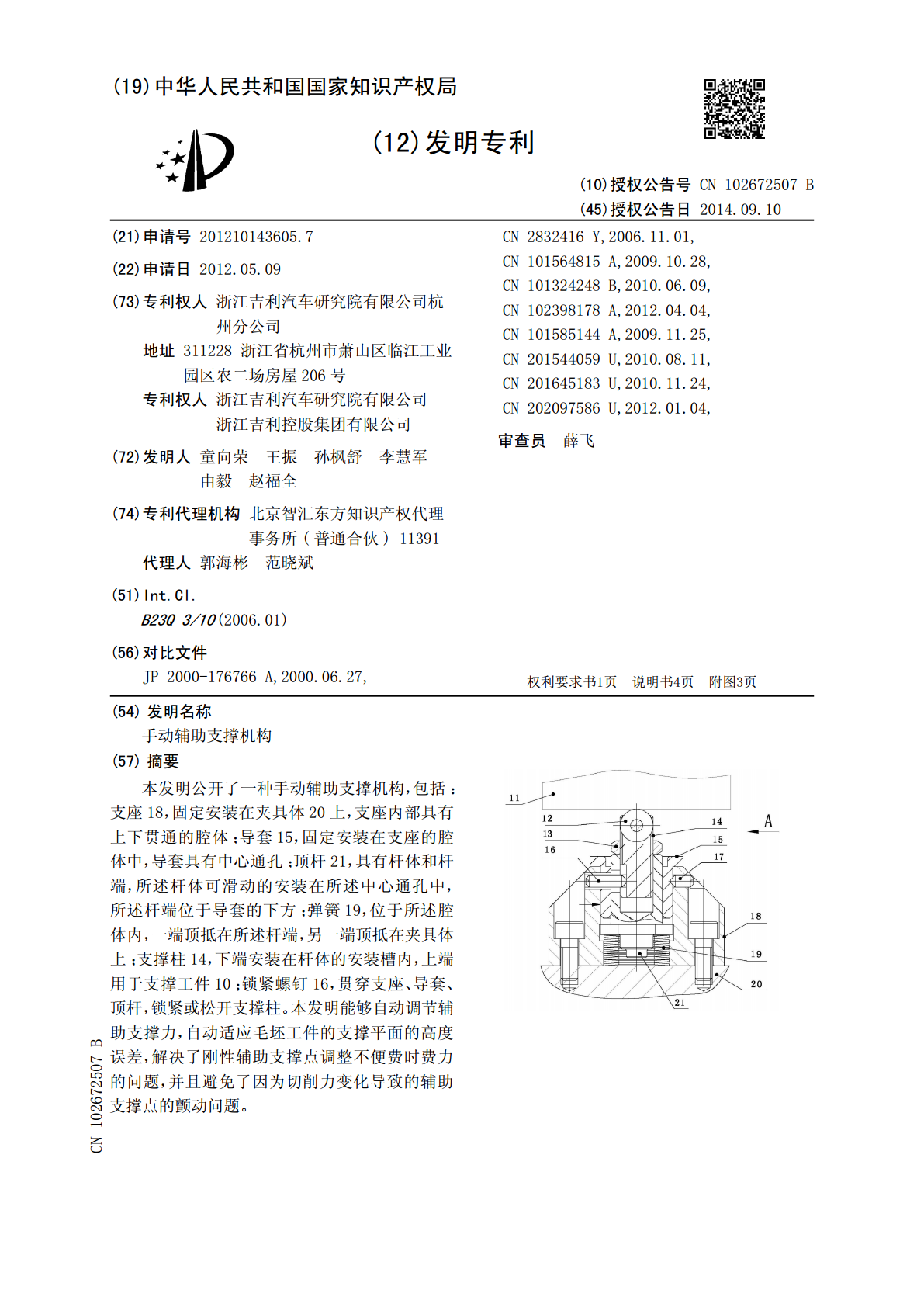
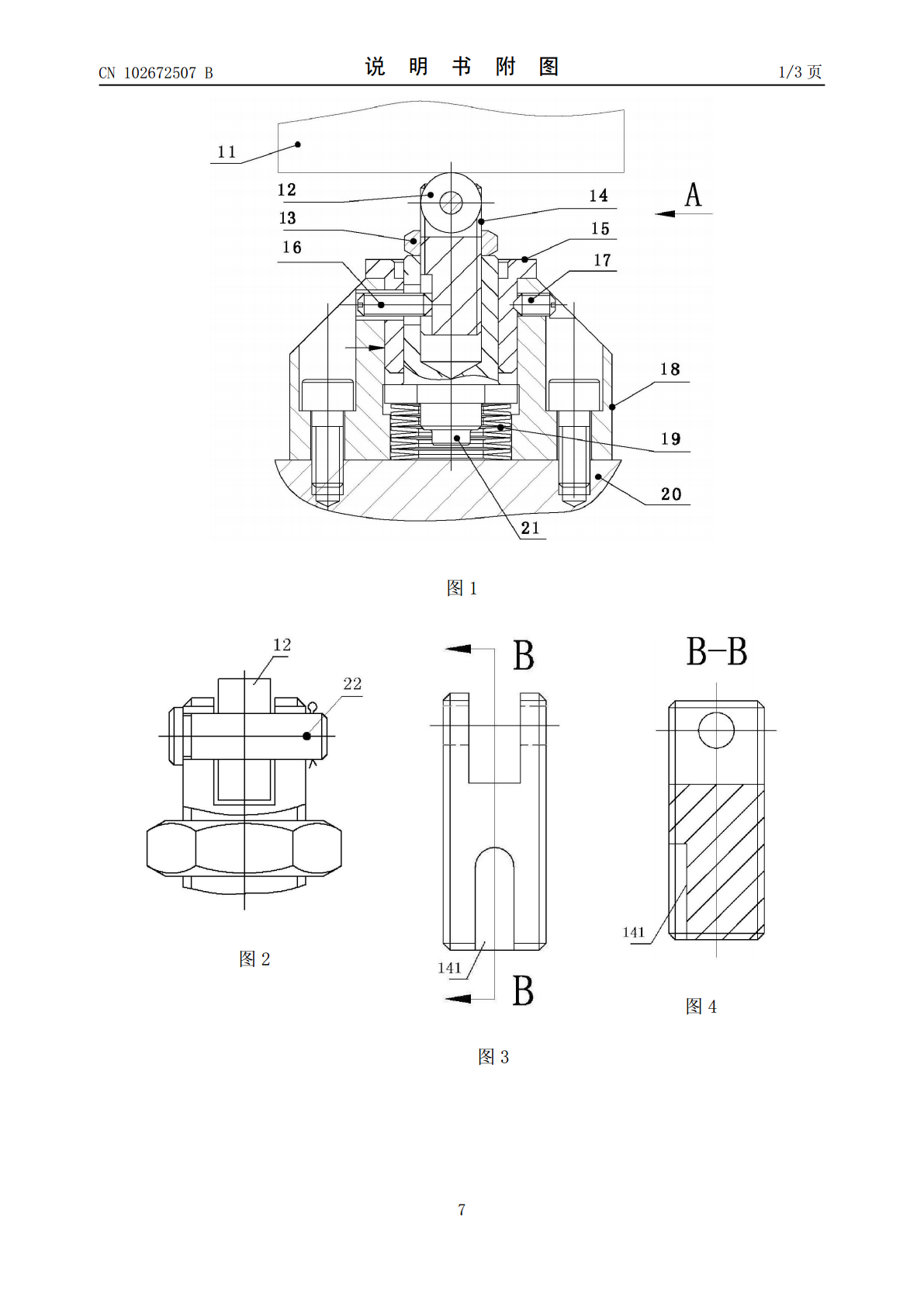
本发明公开了一种手动辅助支撑机构,包括:支座18,国定安装在夹具体20上,支座内部具有上下贯通的腔体;导套15,国定安装在支座的腔体中,导套具有中心通孔;顶杆21,具有杆体和杆端,所述杆体可滑动的安装在所述中心通孔中,所述杆端位于导套的下方;弹簧19,位于所述腔体内,一端顶抵在所述杆端,另一端顶抵在夹具体上;支撑柱14,下端安装在杆体的安装槽内,上端用于支撑工件10;锁紧螺钉16,贯穿支座、导套、顶杆,锁紧或松开支撑柱。本发明能够自动调节辅助支撑力,自动适应毛坯工件的支撑平面的高度误差,解决了刚性辅助支撑
工装辅助支撑机构.pdf
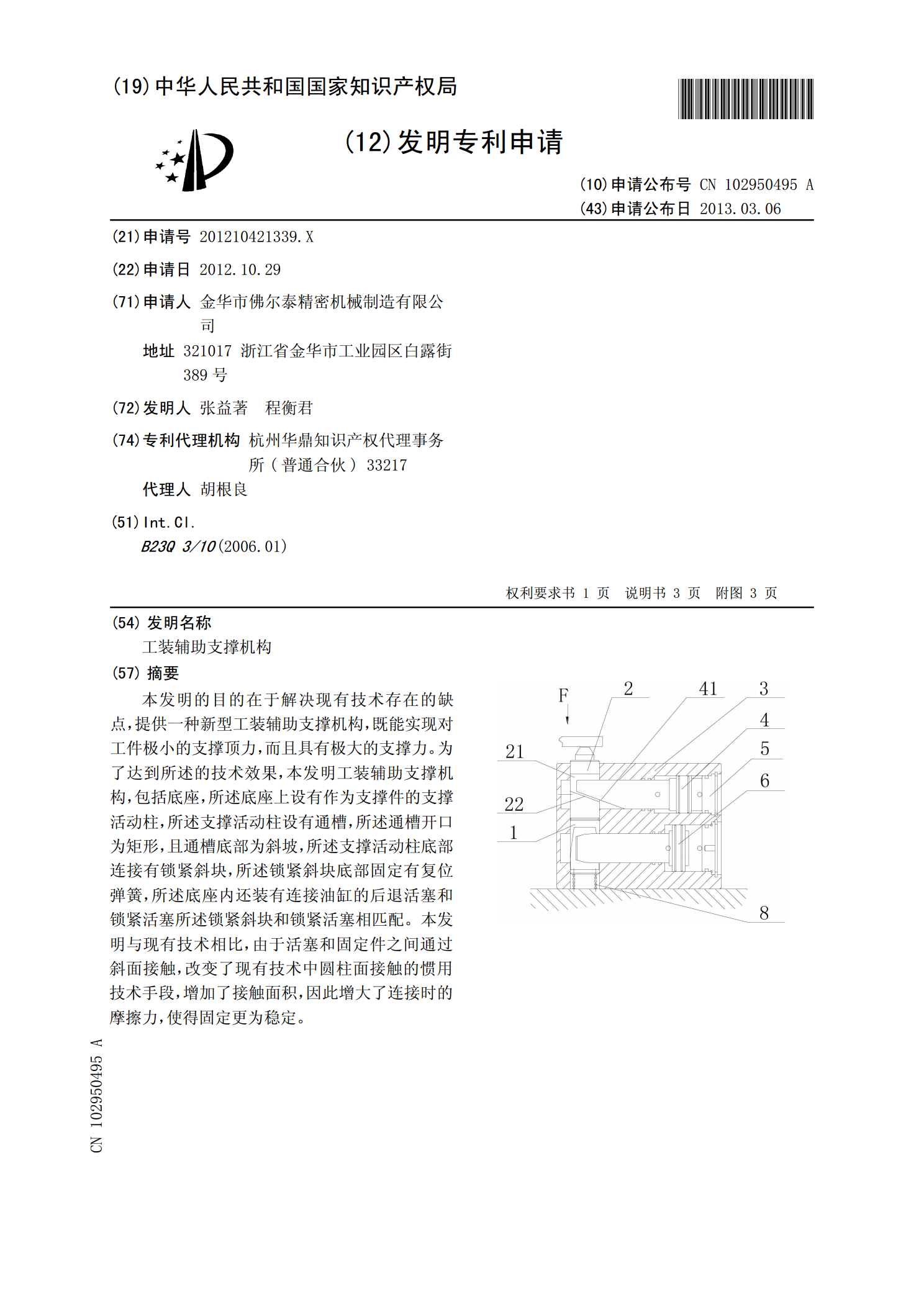
本发明的目的在于解决现有技术存在的缺点,提供一种新型工装辅助支撑机构,既能实现对工件极小的支撑顶力,而且具有极大的支撑力。为了达到所述的技术效果,本发明工装辅助支撑机构,包括底座,所述底座上设有作为支撑件的支撑活动柱,所述支撑活动柱设有通槽,所述通槽开口为矩形,且通槽底部为斜坡,所述支撑活动柱底部连接有锁紧斜块,所述锁紧斜块底部固定有复位弹簧,所述底座内还装有连接油缸的后退活塞和锁紧活塞所述锁紧斜块和锁紧活塞相匹配。本发明与现有技术相比,由于活塞和固定件之间通过斜面接触,改变了现有技术中圆柱面接触的惯用技
一种转台辅助支撑机构.pdf
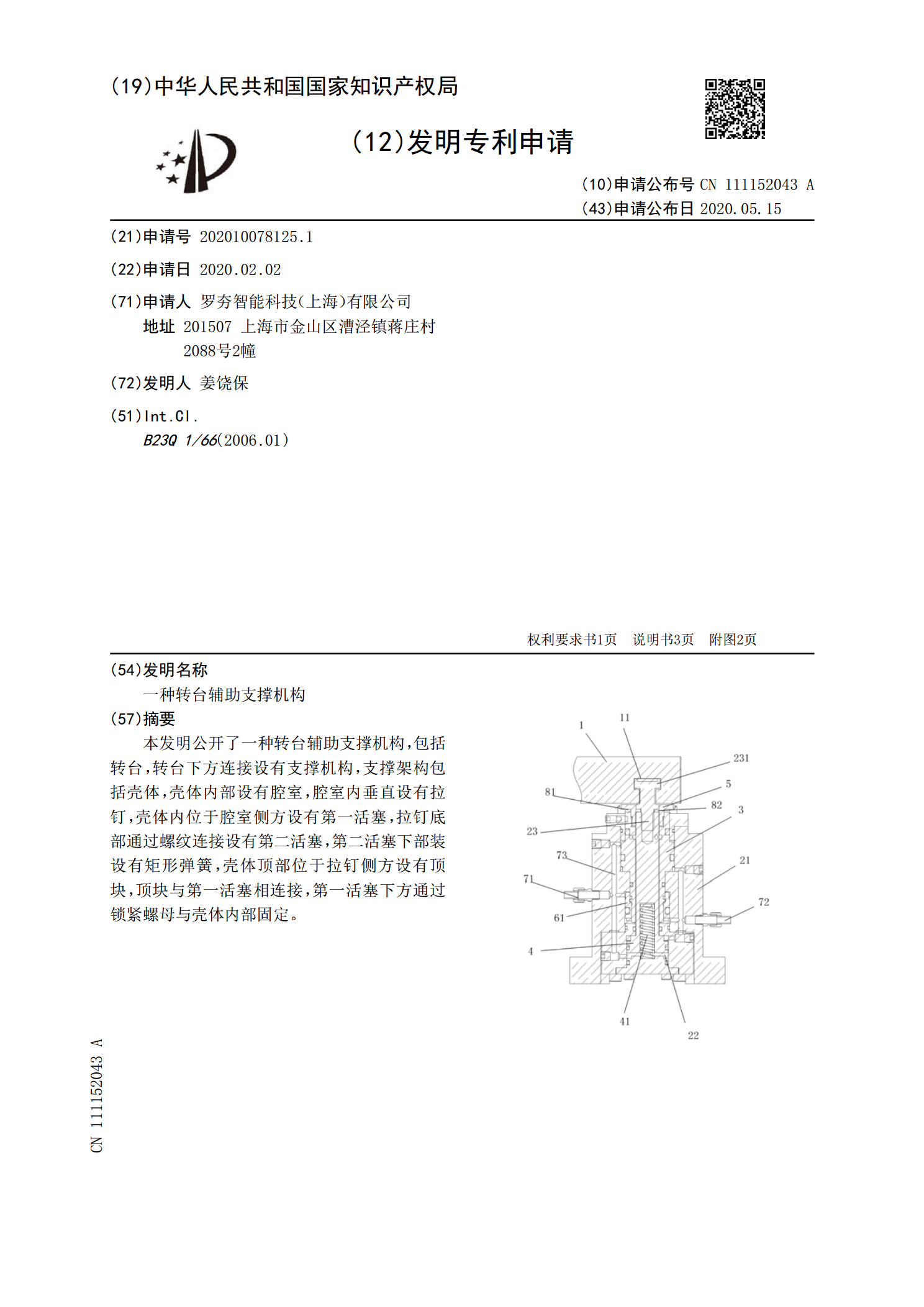
本发明公开了一种转台辅助支撑机构,包括转台,转台下方连接设有支撑机构,支撑架构包括壳体,壳体内部设有腔室,腔室内垂直设有拉钉,壳体内位于腔室侧方设有第一活塞,拉钉底部通过螺纹连接设有第二活塞,第二活塞下部装设有矩形弹簧,壳体顶部位于拉钉侧方设有顶块,顶块与第一活塞相连接,第一活塞下方通过锁紧螺母与壳体内部固定。
一种建筑施工用的辅助支撑机构.pdf
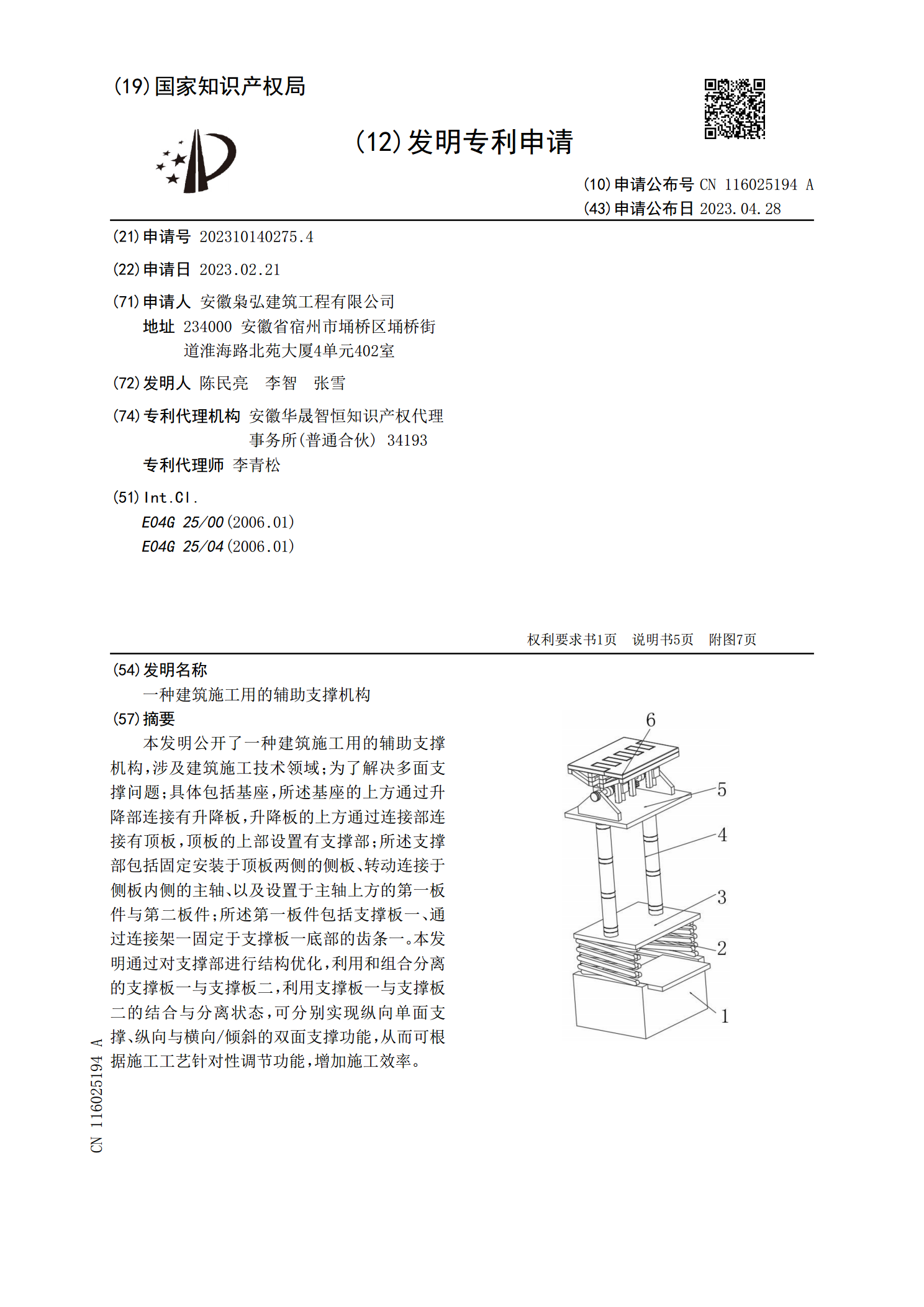
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116025194A(43)申请公布日2023.04.28(21)申请号202310140275.4(22)申请日2023.02.21(71)申请人安徽枭弘建筑工程有限公司地址234000安徽省宿州市埇桥区埇桥街道淮海路北苑大厦4单元402室(72)发明人陈民亮李智张雪(74)专利代理机构安徽华晟智恒知识产权代理事务所(普通合伙)34193专利代理师李青松(51)Int.Cl.E04G25/00(2006.01)E04G25/04(2006.
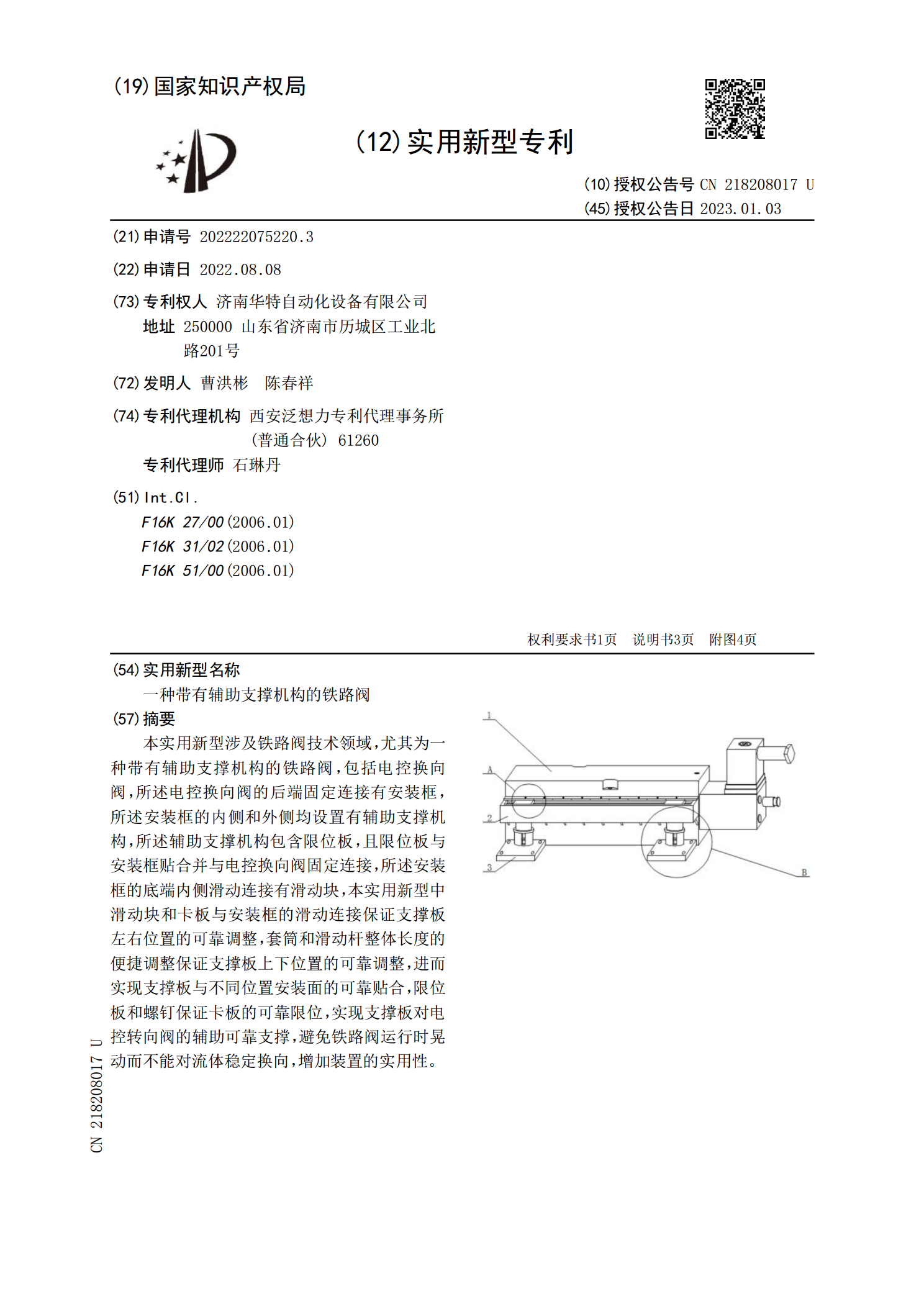
一种带有辅助支撑机构的铁路阀.pdf
本实用新型涉及铁路阀技术领域,尤其为一种带有辅助支撑机构的铁路阀,包括电控换向阀,所述电控换向阀的后端固定连接有安装框,所述安装框的内侧和外侧均设置有辅助支撑机构,所述辅助支撑机构包含限位板,且限位板与安装框贴合并与电控换向阀固定连接,所述安装框的底端内侧滑动连接有滑动块,本实用新型中滑动块和卡板与安装框的滑动连接保证支撑板左右位置的可靠调整,套筒和滑动杆整体长度的便捷调整保证支撑板上下位置的可靠调整,进而实现支撑板与不同位置安装面的可靠贴合,限位板和螺钉保证卡板的可靠限位,实现支撑板对电控转向阀的辅助可