
一种3D打印机橡胶刮刀及其制备方法.pdf

努力****亚捷

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种3D打印机橡胶刮刀及其制备方法.pdf
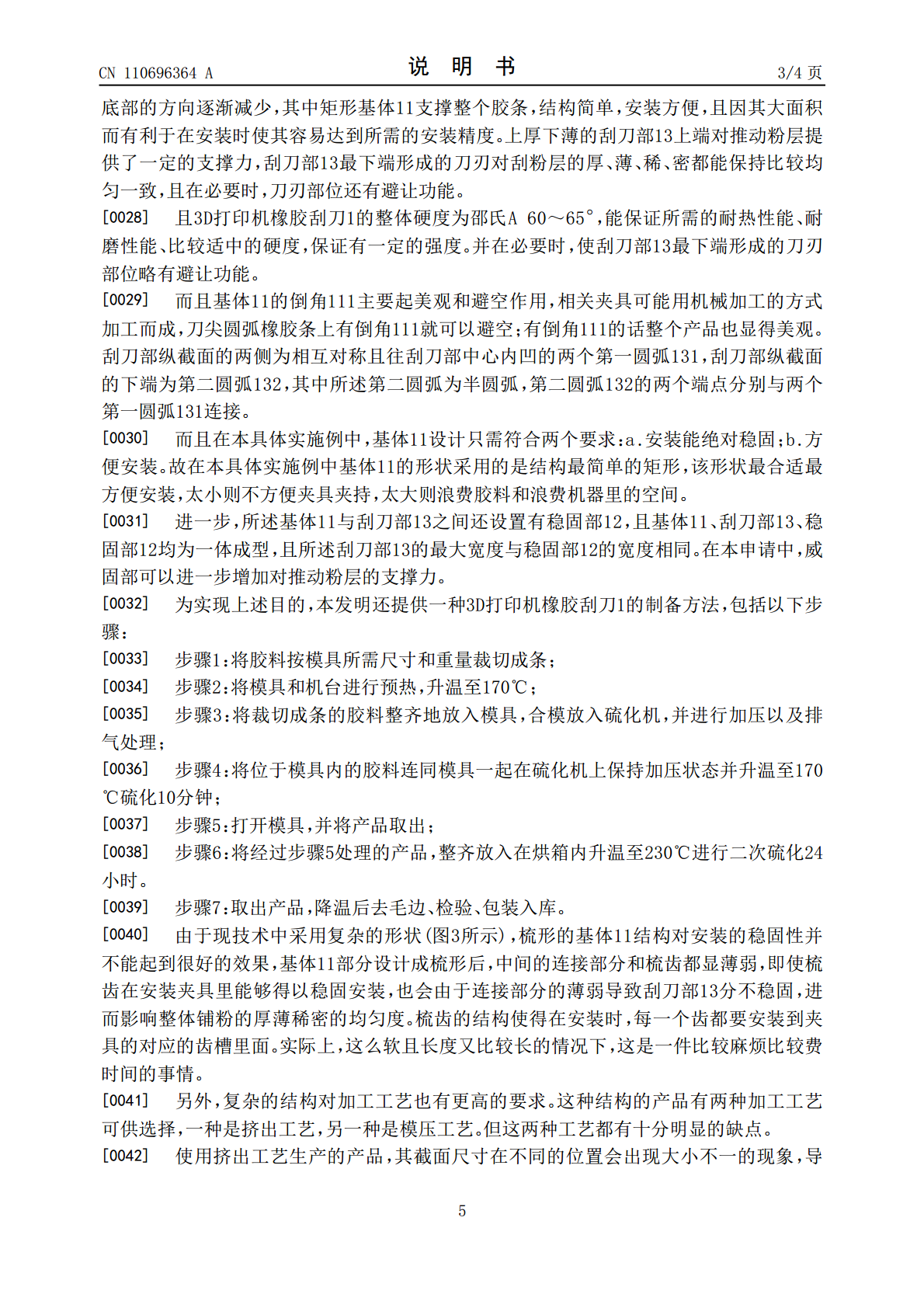
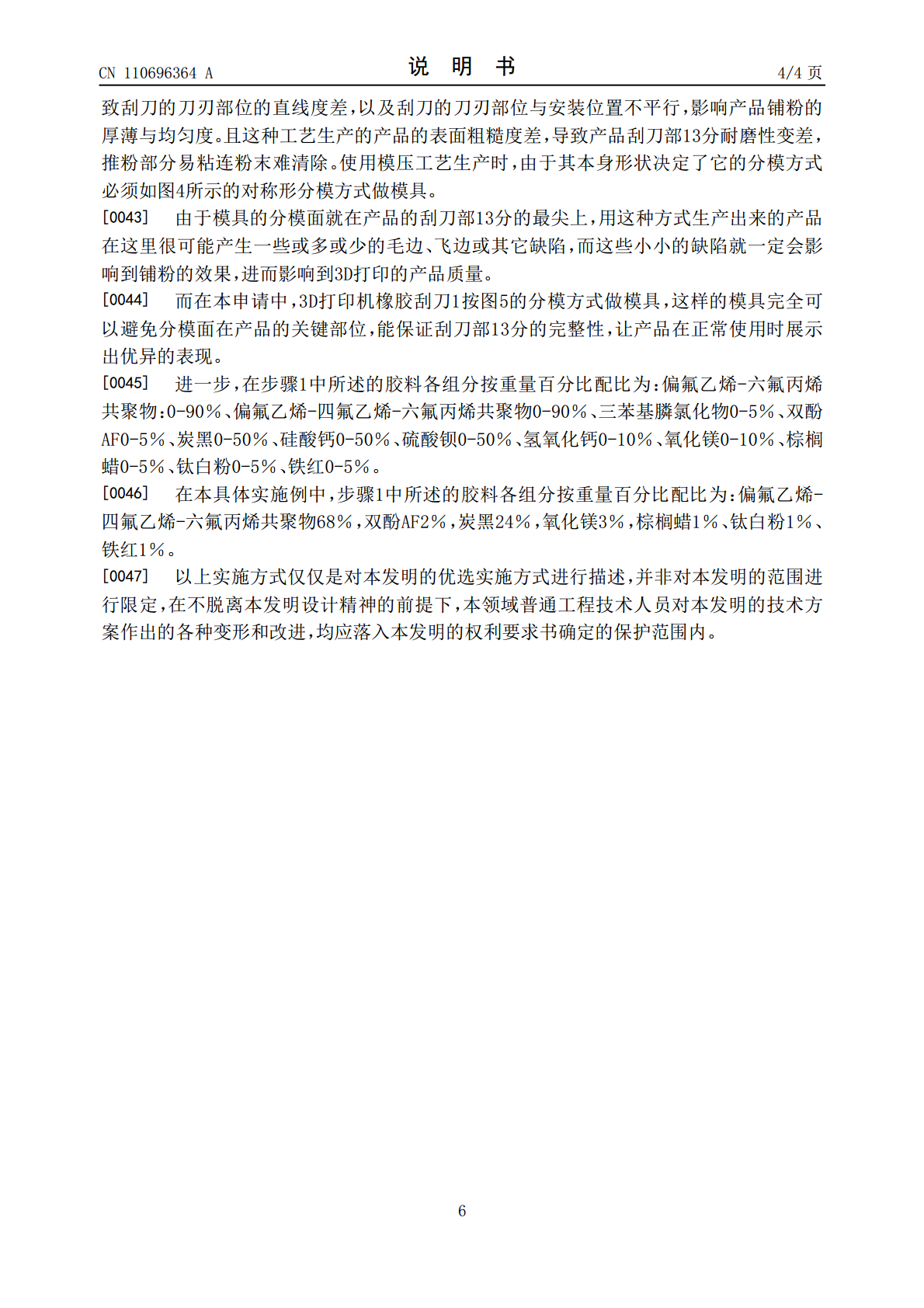
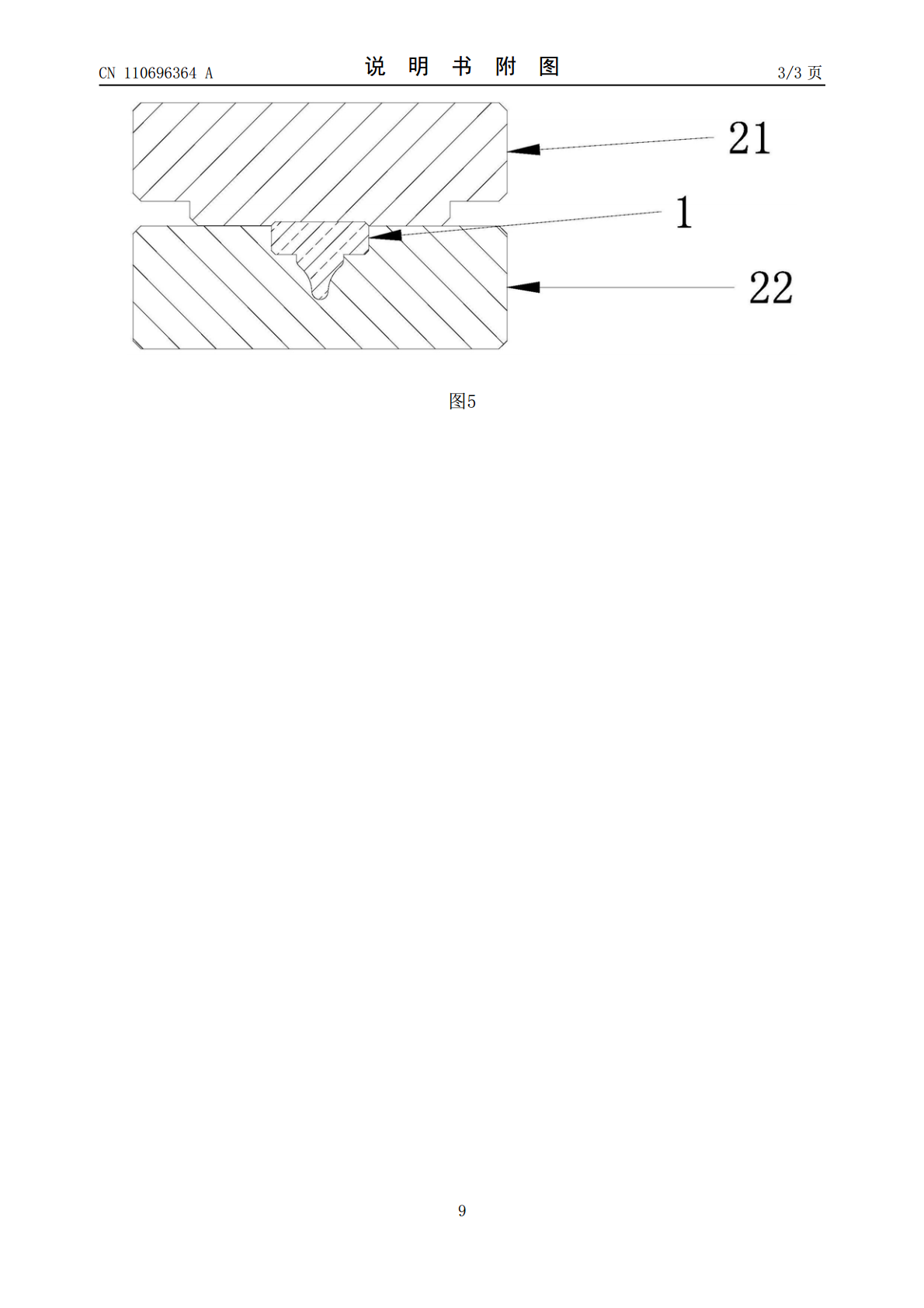
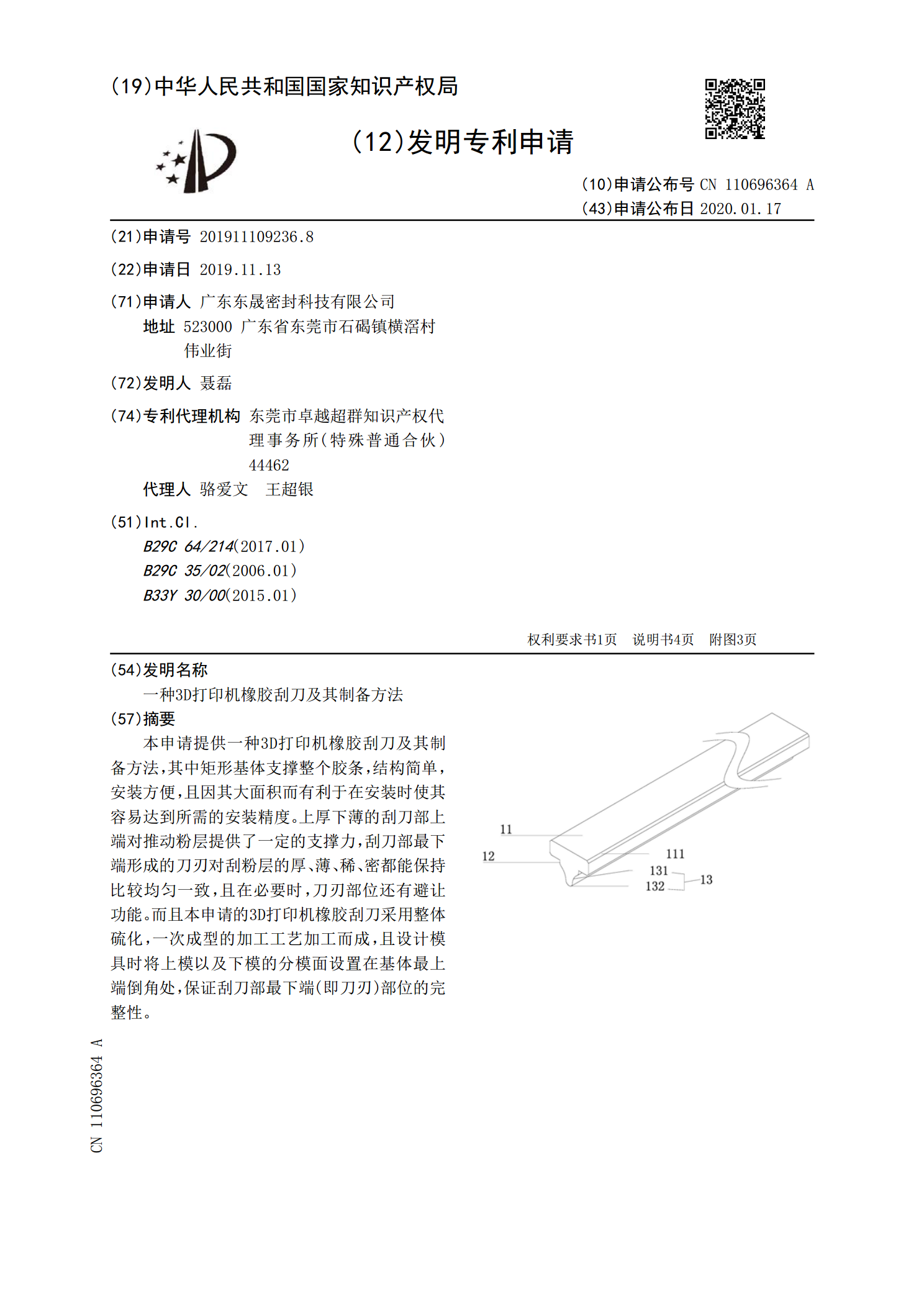
本申请提供一种3D打印机橡胶刮刀及其制备方法,其中矩形基体支撑整个胶条,结构简单,安装方便,且因其大面积而有利于在安装时使其容易达到所需的安装精度。上厚下薄的刮刀部上端对推动粉层提供了一定的支撑力,刮刀部最下端形成的刀刃对刮粉层的厚、薄、稀、密都能保持比较均匀一致,且在必要时,刀刃部位还有避让功能。而且本申请的3D打印机橡胶刮刀采用整体硫化,一次成型的加工工艺加工而成,且设计模具时将上模以及下模的分模面设置在基体最上端倒角处,保证刮刀部最下端(即刀刃)部位的完整性。
一种打印机用聚氨酯刮刀片的制备方法.pdf
本发明公开了一种打印机用聚氨酯刮刀片的制备方法,属于打印材料技术领域。该制备方法包括以下步骤:a.将二氧化硅与蒸馏水进行混合并搅拌均匀,制得混合物备用;b.取聚氨酯加温至80~90℃并进行搅拌脱泡处理;c.向步骤b中的聚氨酯加入固化剂,搅拌并进行二次脱泡处理;d.将步骤c制得的物料匀速浇注至离心桶内,加热在550~600r/min的转速下进行硫化;e.使用喷枪将步骤a制得的混合物均匀喷至物料的表面;f.对离心桶内的物料进行二次硫化20~30min,然后降速脱模即得聚氨酯刮刀片。该制备方法工序简单易实现,通
铺粉式3D打印机的刮刀清粉装置及其应用方法.pdf
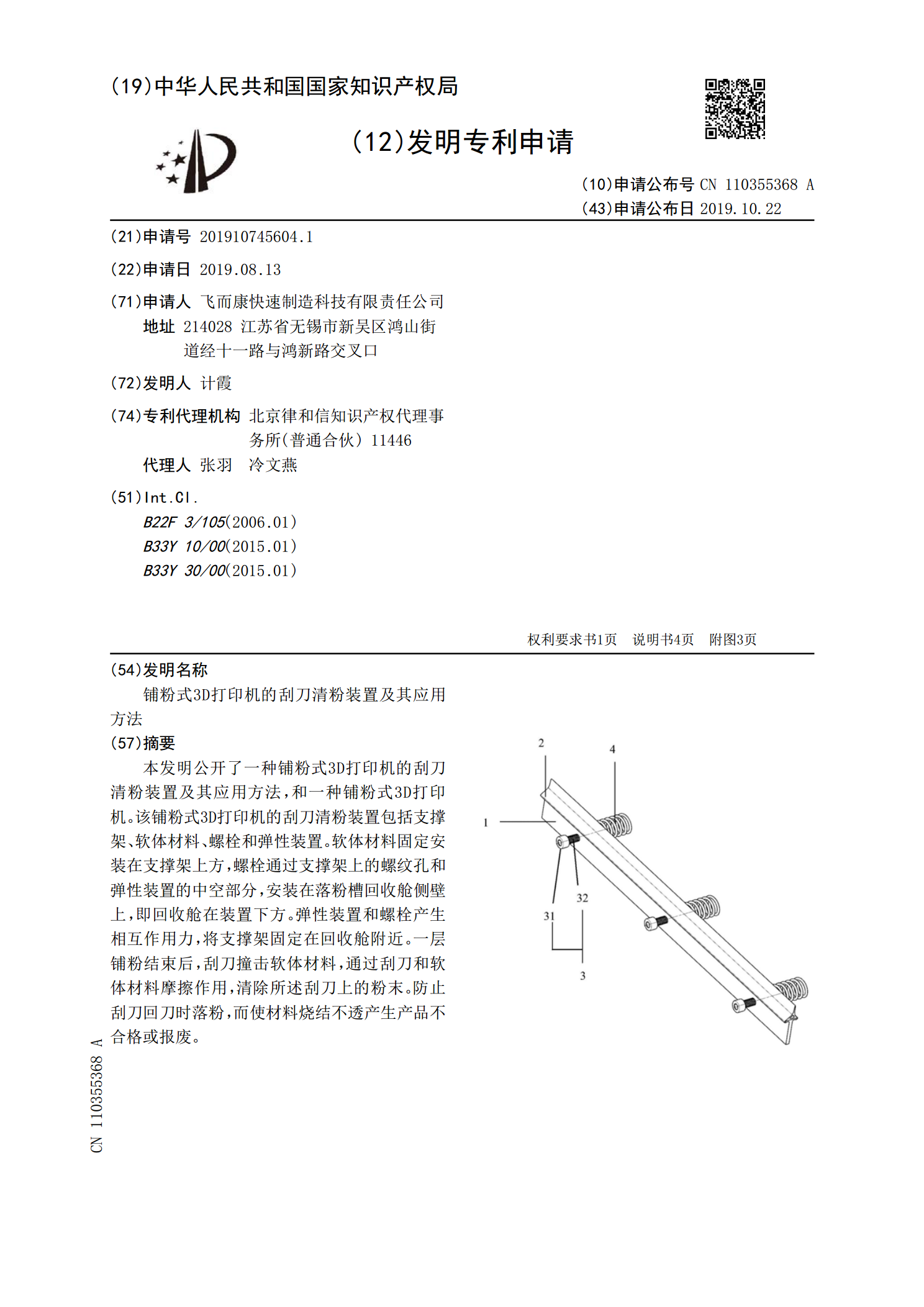
本发明公开了一种铺粉式3D打印机的刮刀清粉装置及其应用方法,和一种铺粉式3D打印机。该铺粉式3D打印机的刮刀清粉装置包括支撑架、软体材料、螺栓和弹性装置。软体材料固定安装在支撑架上方,螺栓通过支撑架上的螺纹孔和弹性装置的中空部分,安装在落粉槽回收舱侧壁上,即回收舱在装置下方。弹性装置和螺栓产生相互作用力,将支撑架固定在回收舱附近。一层铺粉结束后,刮刀撞击软体材料,通过刮刀和软体材料摩擦作用,清除所述刮刀上的粉末。防止刮刀回刀时落粉,而使材料烧结不透产生产品不合格或报废。
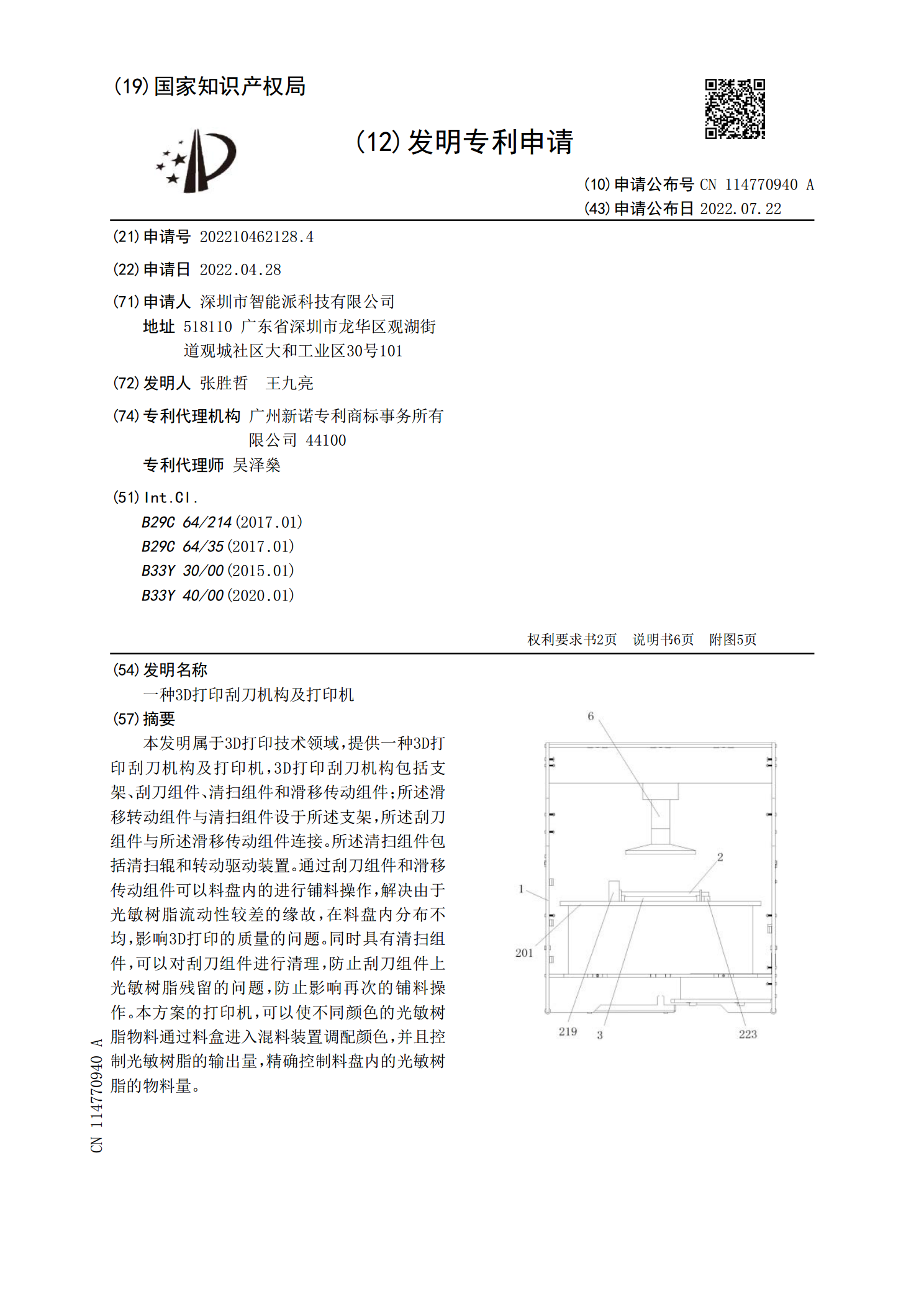
一种3D打印刮刀机构及打印机.pdf
本发明属于3D打印技术领域,提供一种3D打印刮刀机构及打印机,3D打印刮刀机构包括支架、刮刀组件、清扫组件和滑移传动组件;所述滑移转动组件与清扫组件设于所述支架,所述刮刀组件与所述滑移传动组件连接。所述清扫组件包括清扫辊和转动驱动装置。通过刮刀组件和滑移传动组件可以料盘内的进行铺料操作,解决由于光敏树脂流动性较差的缘故,在料盘内分布不均,影响3D打印的质量的问题。同时具有清扫组件,可以对刮刀组件进行清理,防止刮刀组件上光敏树脂残留的问题,防止影响再次的铺料操作。本方案的打印机,可以使不同颜色的光敏树脂物料
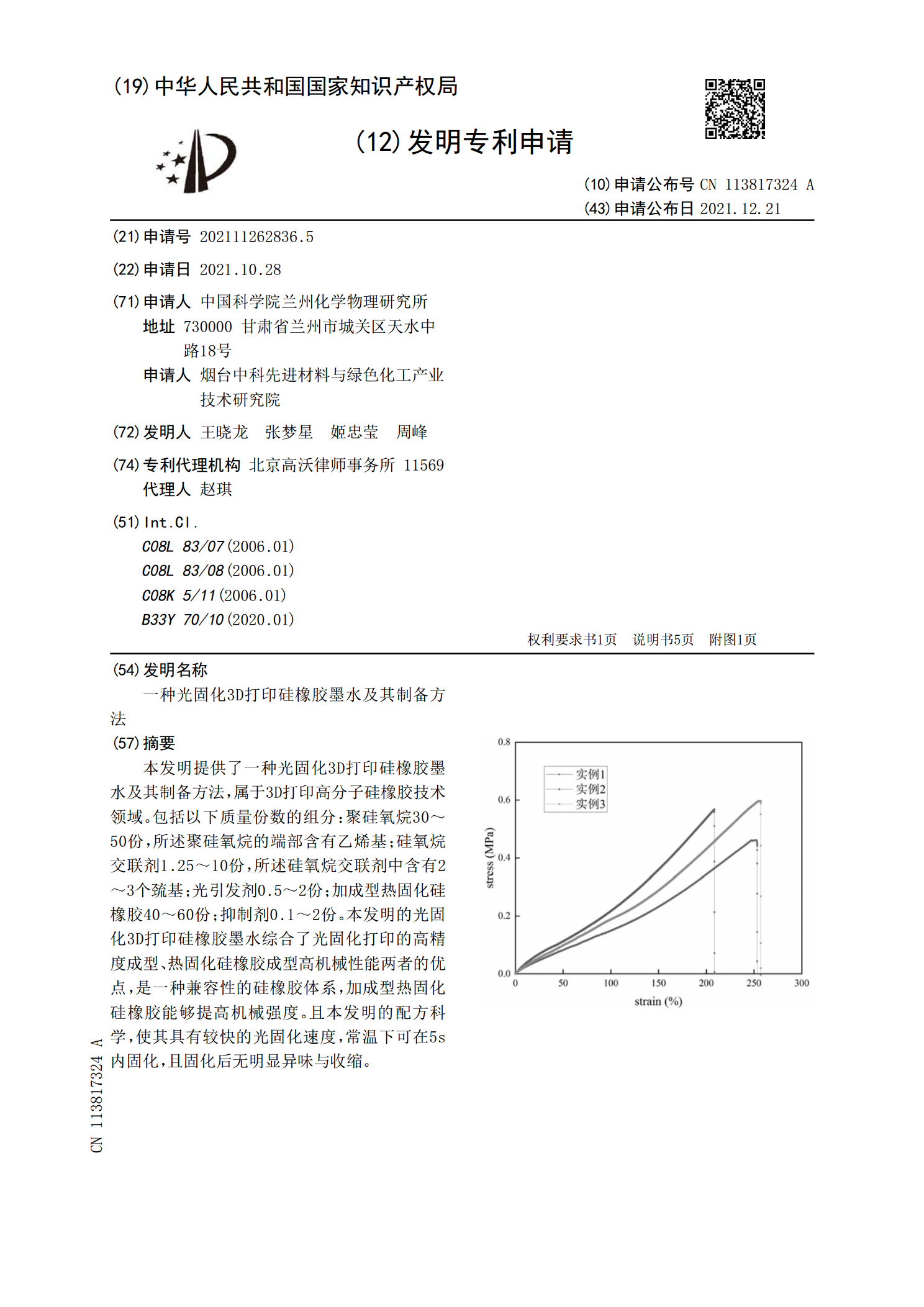
一种光固化3D打印硅橡胶墨水及其制备方法.pdf
本发明提供了一种光固化3D打印硅橡胶墨水及其制备方法,属于3D打印高分子硅橡胶技术领域。包括以下质量份数的组分:聚硅氧烷30~50份,所述聚硅氧烷的端部含有乙烯基;硅氧烷交联剂1.25~10份,所述硅氧烷交联剂中含有2~3个巯基;光引发剂0.5~2份;加成型热固化硅橡胶40~60份;抑制剂0.1~2份。本发明的光固化3D打印硅橡胶墨水综合了光固化打印的高精度成型、热固化硅橡胶成型高机械性能两者的优点,是一种兼容性的硅橡胶体系,加成型热固化硅橡胶能够提高机械强度。且本发明的配方科学,使其具有较快的光固化速度