
内外圆柱切削循环指令.ppt

sy****28


1/10
2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
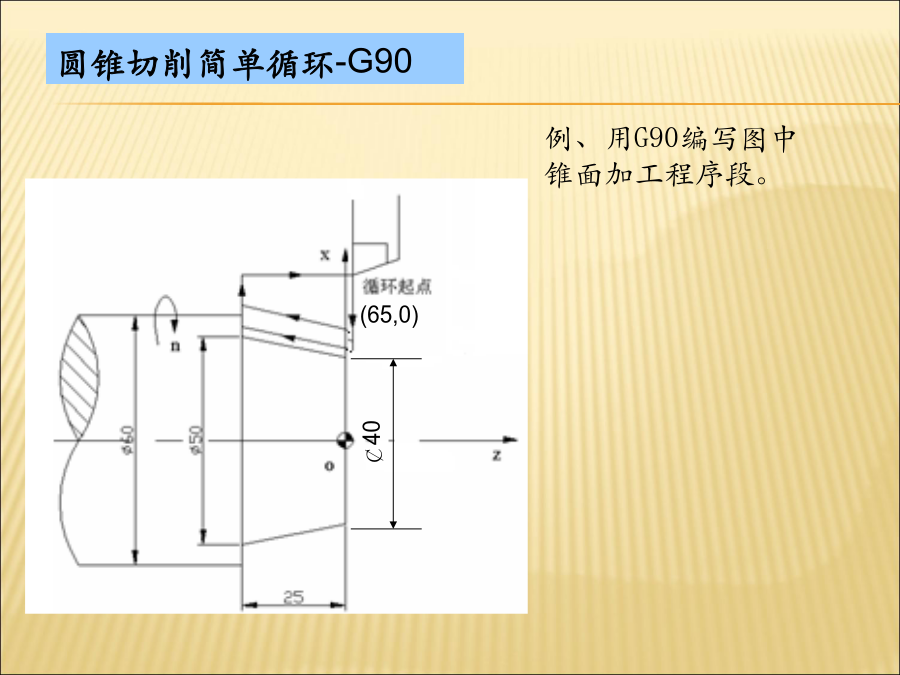
内外圆柱切削循环指令.ppt
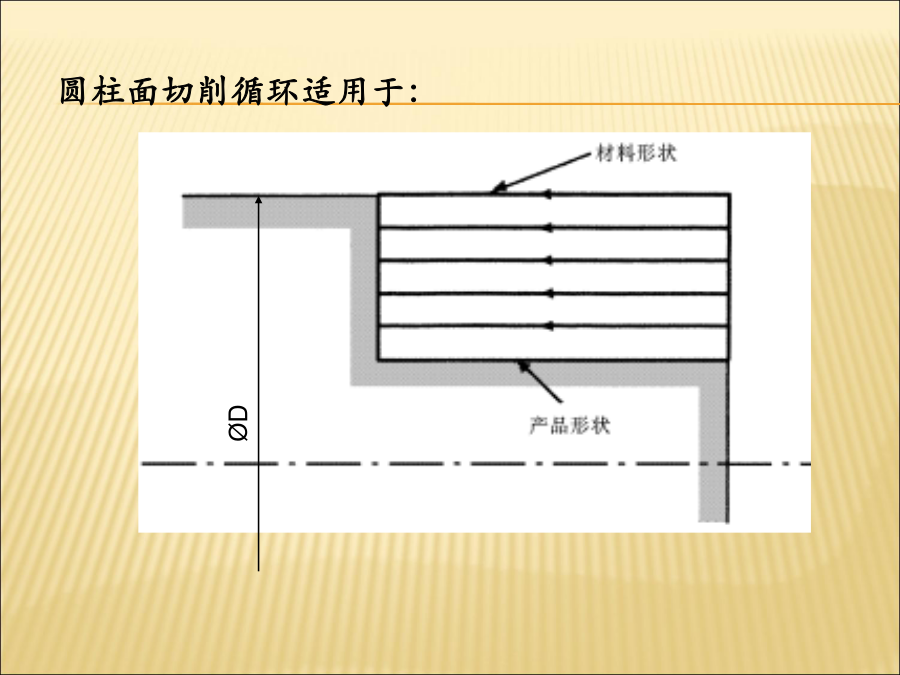
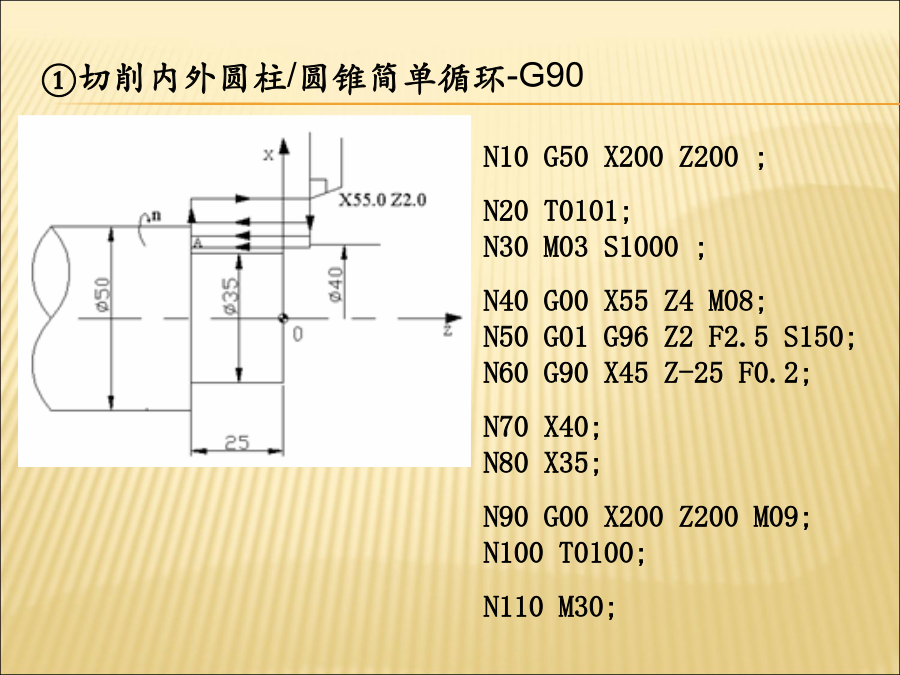
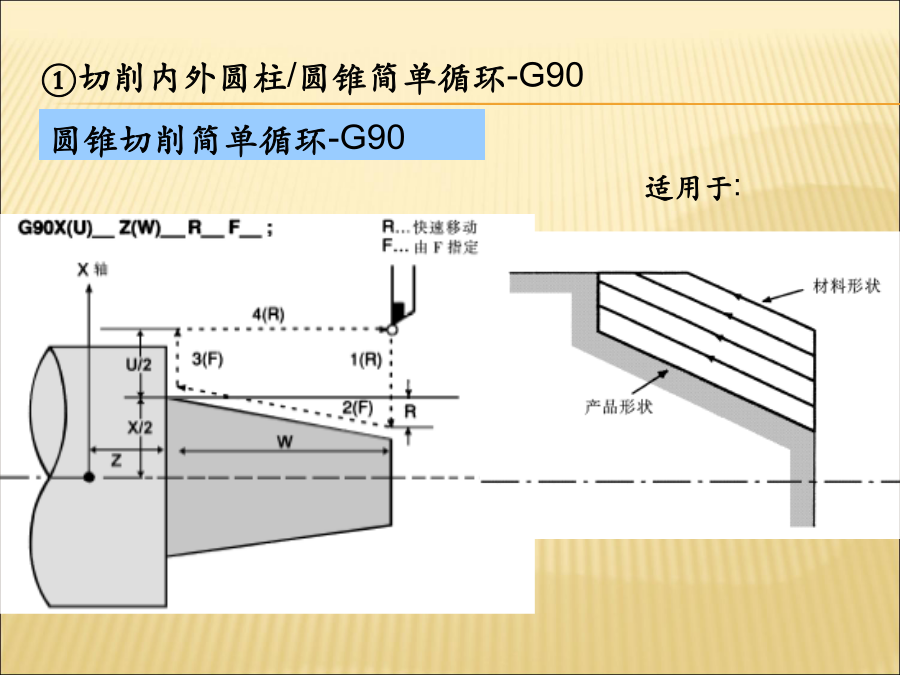
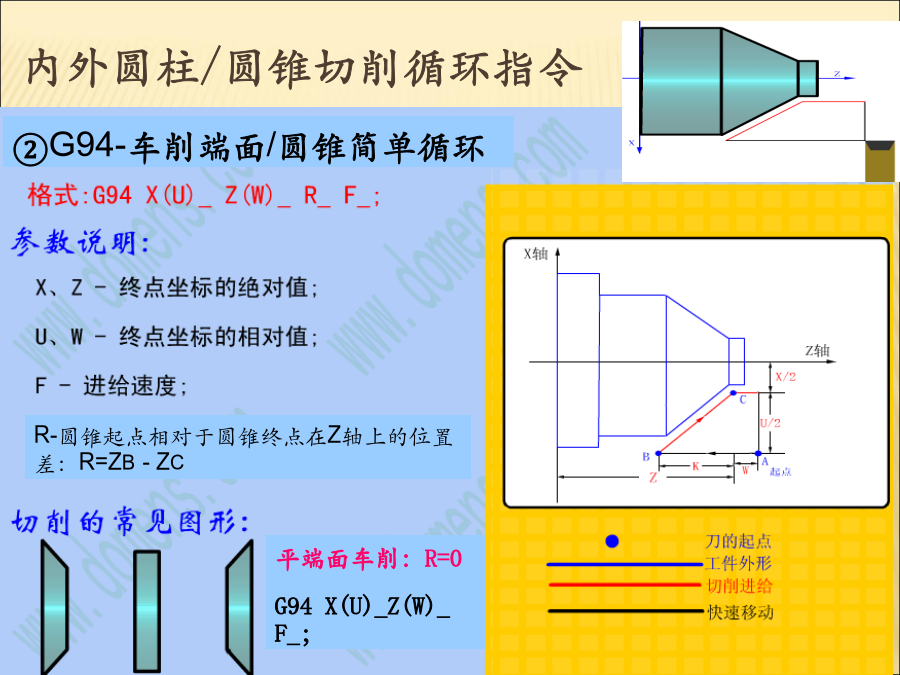
内外圆柱/圆锥切削循环指令圆柱面切削循环适用于:①切削内外圆柱/圆锥简单循环-G90①切削内外圆柱/圆锥简单循环-G90圆锥切削简单循环-G90适用于:②G94-车削端面/圆锥简单循环圆锥切削简单循环-G90圆锥切削简单循环-G90圆锥切削简单循环-G90适用于:②切削端面/圆锥简单循环-G94XX适用于:②切削端面/圆锥简单循环-G94②切削端面/圆锥简单循环-G94G71PnsQnfU△uW△wFST;G71PnsQnfU△uW△wFST;③G71-纵切削粗车复合循环编程练习:使用G71完成下图零件的
G80内外径切削循环指令.ppt
G80单一固定形状循环天津机电工艺学院O0001;程序号N10G98M03S600T0101;主轴正转,600转/分,进给量设mm/min.N20G00X42Z2;快速移动到换刀点进行外径、内径、端面、螺纹切削的粗加工,刀具常常要反复地执行相同的动作,才能加工到工件要求的尺寸,为了简易程序,数控装置可以用一个程序段指定刀具件反复切削,它就是固定循环。G80外径固定循环切削注意事项:1.循环起点的X值一般要大于或等于G80段中切削终点的X值;2.G80的第一个动作为快速移动,故Z值应大于零G80外径固定循环

端面切削循环指令.pptx
会计学任务要求:如下图所示工件,毛坯(máopī)尺寸为φ60mm×22mm,材料为45钢,试编写其数控车加工程序并进行加工。任务分析:图示工件为较典型的长径比较小的盘类工件,由简单圆柱、圆锥面形成,可用G90循环编程加工,但由于此类工件以端面车削为主,在本任务中引入端面切削单一固定循环G94指令进行(jìnxíng)编程加工,相对于G90循环,加工效率大大提高。一、端面切削(qiēxiāo)单一固定循环G94(2)指令(zhǐlìng)说明采用(cǎiyòng)G94指令进行加工时,切削进给速度及背吃刀

螺纹切削循环指令编程.pptx
会计学G32螺纹切削指令G32螺纹切削指令G92螺纹切削循环G92螺纹切削循环注意事项G76复合螺纹切削循环G76复合螺纹切削循环G76复合螺纹切削循环螺纹加工注意事项多头螺纹切削G32螺纹切削指令实例G32螺纹切削指令实例G32螺纹切削指令实例G92螺纹切削指令实例G92螺纹切削指令实例G76螺纹切削指令实例G76螺纹切削指令实例G76螺纹切削指令实例演示一G76螺纹切削指令实例演示二
外圆切削循环指令编程.ppt
数控车床篇G71粗车循环轨迹G71粗车循环轨迹G71粗车循环轨迹G71粗车循环轨迹G71粗车循环轨迹G71粗车循环轨迹G71粗车循环轨迹类型1和类型2的在编程时的区别用外径粗加工复合循环编制零件的加工程序G71粗车循环实例G71粗车循环轨迹实例用内径粗加工复合循环编制零件的加工程序G71粗车循环轨迹实例G71粗车循环轨迹实例G71粗车循环轨迹实例G71粗车循环轨迹实例G71粗车循环轨迹实例