
梯形螺纹轴的车削(项目6).ppt

仙人****88


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

梯形螺纹轴的车削(项目6).ppt
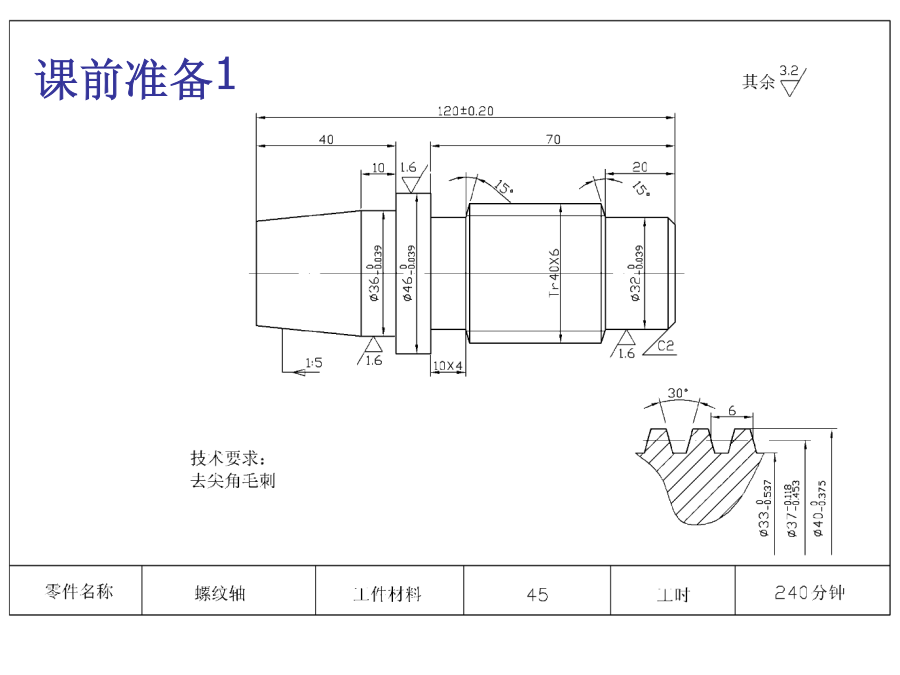
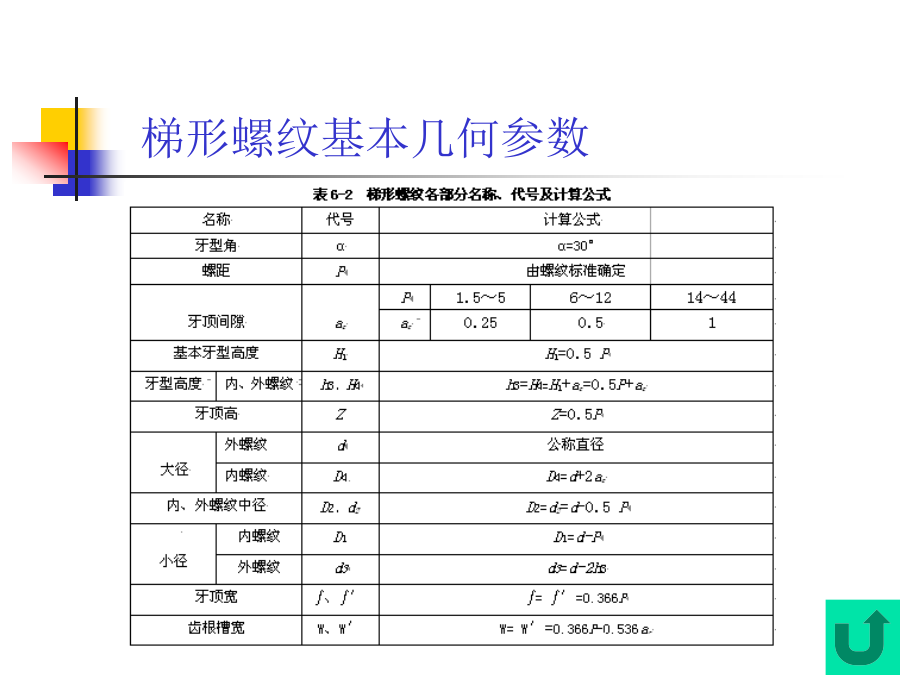
梯形螺纹轴的车削任务回顾任务回顾任务回顾方案汇报讨论与修改知识点学习梯形螺纹基本几何参数分层法车削梯形螺纹三针法测量梯形螺纹中径车削参考步骤1车削参考步骤2车削参考步骤3机械工艺卡工作实施检查评价归纳总结及布置下次课任务任务一:梯形螺纹的基础知识一、梯形螺纹概述3.梯形螺纹的牙型4.梯形螺纹各部分名称、代号、计算公式及基本尺寸确定五.梯形螺纹车刀(1)车刀切削刃必须与工件轴线等高(用弹性刀杆应高于轴线0.2mm),同时应和工件轴线平行。(2)刀头的角平分线要垂直于工件轴线。一般用样板找正装夹(图),以免产

梯形螺纹轴的车削.ppt
梯形螺纹轴的车削任务回顾任务回顾任务回顾方案汇报讨论与修改知识点学习梯形螺纹基本几何参数分层法车削梯形螺纹三针法测量梯形螺纹中径车削参考步骤1车削参考步骤2车削参考步骤3机械工艺卡工作实施检查评价归纳总结及布置下次课任务

车削梯形螺纹轴实训ppt课件.ppt
梯形螺纹轴的车削任务回顾任务回顾任务回顾方案汇报讨论与修改知识点学习梯形螺纹基本几何参数分层法车削梯形螺纹三针法测量梯形螺纹中径车削参考步骤1车削参考步骤2车削参考步骤3机械工艺卡工作实施检查评价归纳总结及布置下次课任务

车削梯形螺纹轴实训PPT课件.ppt
梯形螺纹轴的车削任务回顾任务回顾任务回顾方案汇报讨论与修改知识点学习梯形螺纹基本几何参数分层法车削梯形螺纹三针法测量梯形螺纹中径车削参考步骤1车削参考步骤2车削参考步骤3机械工艺卡工作实施检查评价归纳总结及布置下次课任务

梯形螺纹的车削.doc
专业部:机械数控专业部授课人:实训项目名称授课班级及时间班级日期星期节次应到实到迟到缺席梯形螺纹车削实训子项目名称项目训练目标能够掌握梯形螺纹的车削加工方法项目训练场地设备普车实训室普通车床实训项目材料45Φ45×80准备的理论知识(或实训指导书)《车工技能实训》实训工艺规范要求统一图纸,图样分析,尺寸分析,制定合理的车削加工方法,严格按图纸工艺要求车削加工零件实训安全教育实训课前,时刻不忘对学生安全方面的知识教育,做好每次上机前对机床手柄位置的检查,消除事故隐患实训内容与时间安排整队集合,清点人数,强调