
一种侧围油箱口模具顶出机构.pdf

盼易****君a


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种侧围油箱口模具顶出机构.pdf
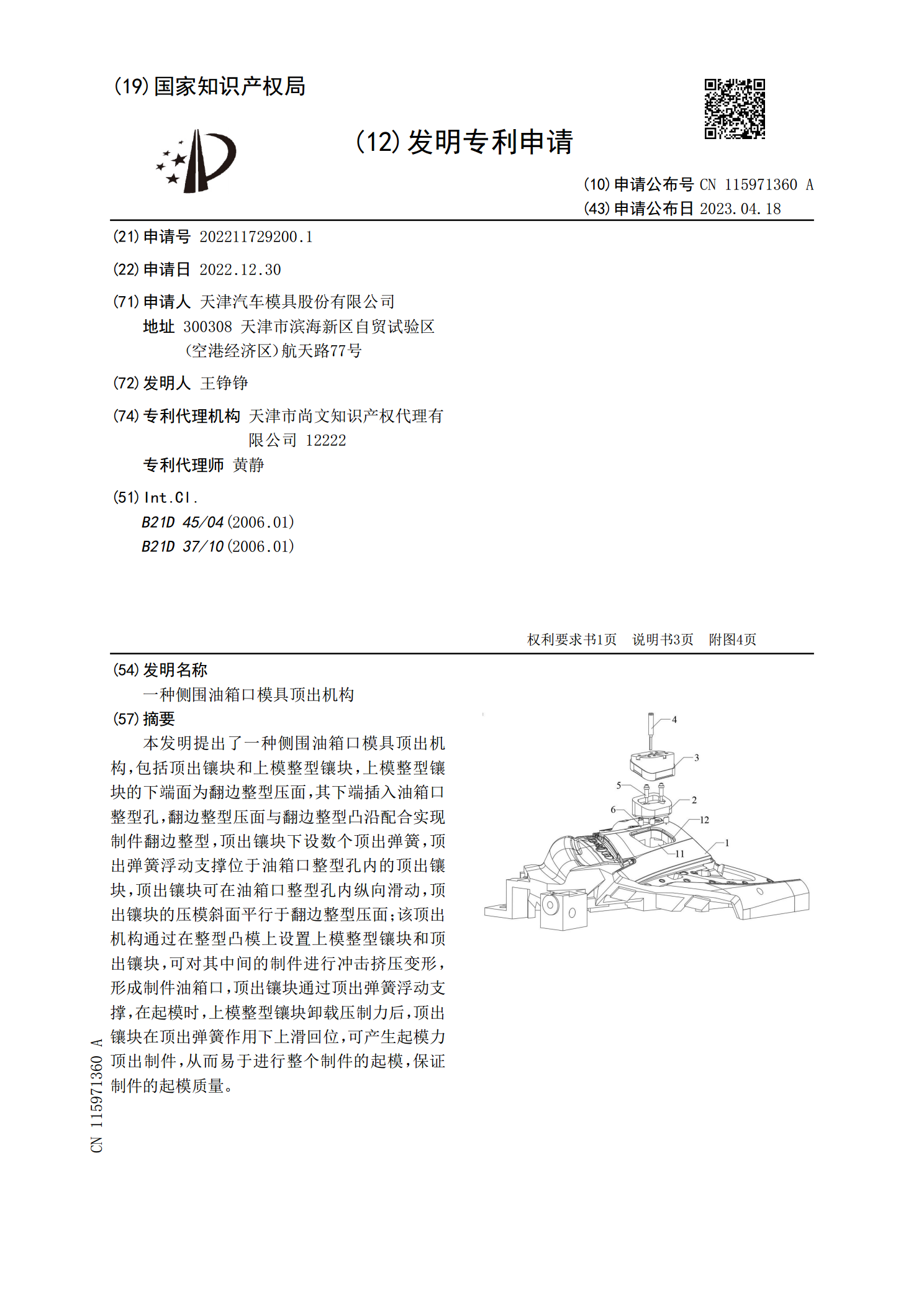
本发明提出了一种侧围油箱口模具顶出机构,包括顶出镶块和上模整型镶块,上模整型镶块的下端面为翻边整型压面,其下端插入油箱口整型孔,翻边整型压面与翻边整型凸沿配合实现制件翻边整型,顶出镶块下设数个顶出弹簧,顶出弹簧浮动支撑位于油箱口整型孔内的顶出镶块,顶出镶块可在油箱口整型孔内纵向滑动,顶出镶块的压模斜面平行于翻边整型压面;该顶出机构通过在整型凸模上设置上模整型镶块和顶出镶块,可对其中间的制件进行冲击挤压变形,形成制件油箱口,顶出镶块通过顶出弹簧浮动支撑,在起模时,上模整型镶块卸载压制力后,顶出镶块在顶出弹簧

一种模具顶出机构.pdf
本发明提供一种模具顶出机构,其通过优化结构,设置空顶部分或延时顶出部分中的至少一种,针对产品较为敏感、脆弱或者直观的部位,实现相应部位顶针的延迟顶出,提供足够的时间以便产品进一步硬化,不仅能有效避免在产品表面留下顶针印,提高产品外观质量,还能避免增加后续去除顶针印的制程,缩短产品成型周期。

一种模具用顶出机构.pdf
本发明公开了一种模具用顶出机构,包括顶板、滑脚座、连接块及顶棒;所述的滑脚座固定在顶板上,所述的连接块滑动配合在所述的滑脚座内;所述的顶棒的下端固定连接在所述的连接块上;所述的连接块上设有安装孔,所述的连接块安装在所述的安装孔内,所述的安装孔与所述的连接块之间留有活动空间;所述的安装孔的孔壁上设有滑轨,所述的滑轨内滑动配合有滑块;所述的连接块铰接在所述的滑块上。该模具用顶出机构的滑块在滑脚座内滑动时不会出现卡顿的现象,避免出现顶棒变形和导套磨损的现象。

一种轻质模块模具顶出机构.pdf
本实用新型属于模板加工设备技术领域,且公开了一种轻质模块模具顶出机构,包括底板,所述底板顶端两侧的前后方均固定安装有支撑柱。本实用新型通过设置液压缸、齿轮和气压缸,操作人员启动液压缸,从而将会使得矩形板推动其顶部的模板向上运动,直至模板完全顶出,随后可以启动气压缸,将会拉动第二齿板向后运动,而由于第二齿板的右侧外表面与齿轮的外表面相啮合的关系,从而带动齿轮发生转动,同时第一齿板左侧外表面与齿轮也是啮合连接关系,进而带动第一齿板、矩形槽和推块整体向前运动,从而使得推块推动模板向前运动,直至与皮带的外表面相接

一种注塑模具顶出机构.pdf
一种注塑模具顶出机构,包括斜导柱(1)、抽芯滑块(2)、斜顶块(3)和顶杆(5),斜顶块(3)底部连接有顶杆(5),其特征在于:所述的斜顶块(3)中嵌入有抽芯滑块(2)和小型芯。本发明结构,在模具开模时,斜导柱带动抽芯滑块移动,但抽芯滑块成形部分并未完全脱离产品,在顶出阶段,靠未脱离产品的小型芯顶出产品,即保证产品的平衡、顺利顶出,又不会在产品的表面留下顶杆痕迹,满足了产品对外观的要求。