
电子窑炉自动化生产线用的瑕疵匣钵自动剔除更换装置.pdf

玄静****写意

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电子窑炉自动化生产线用的瑕疵匣钵自动剔除更换装置.pdf
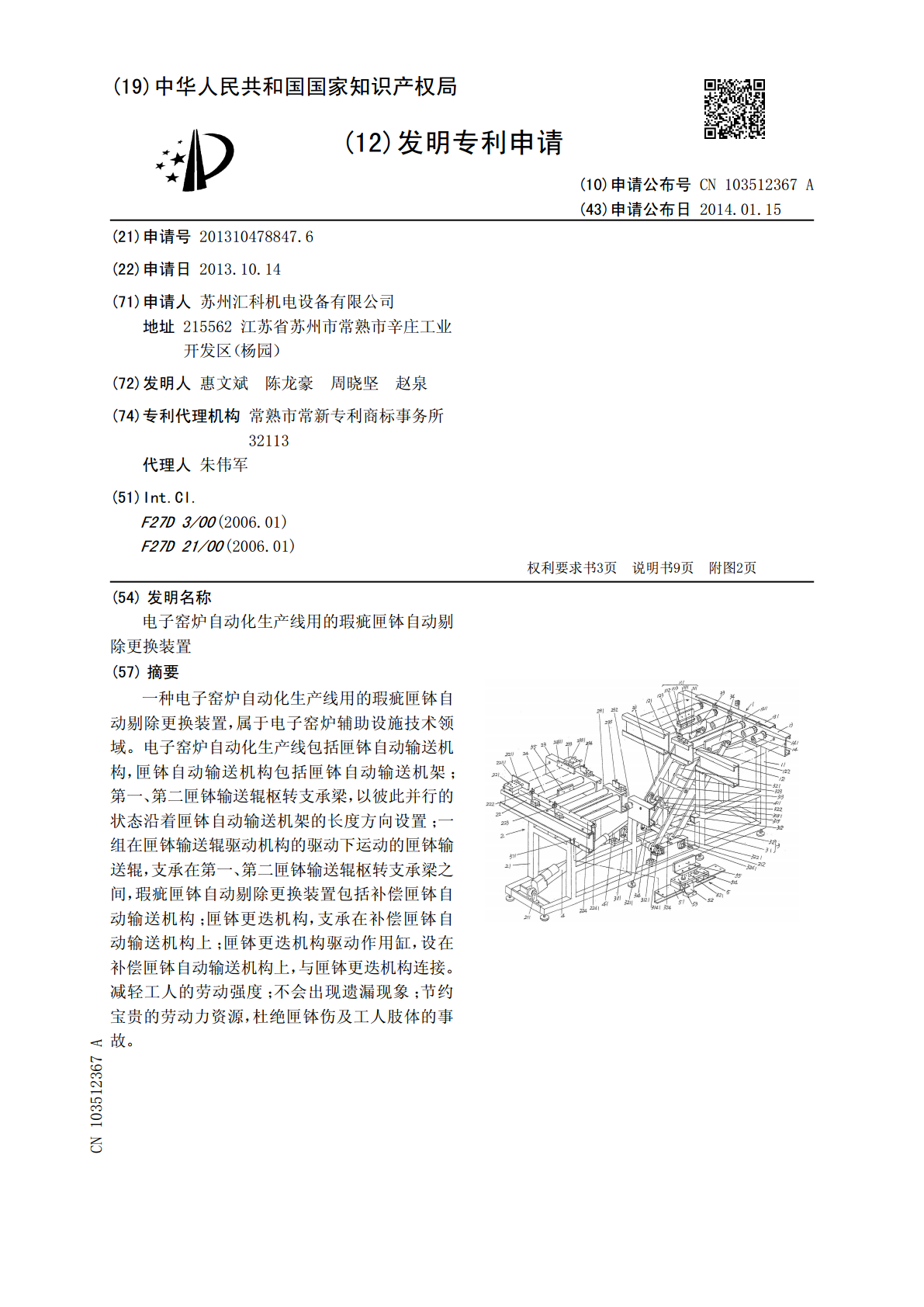
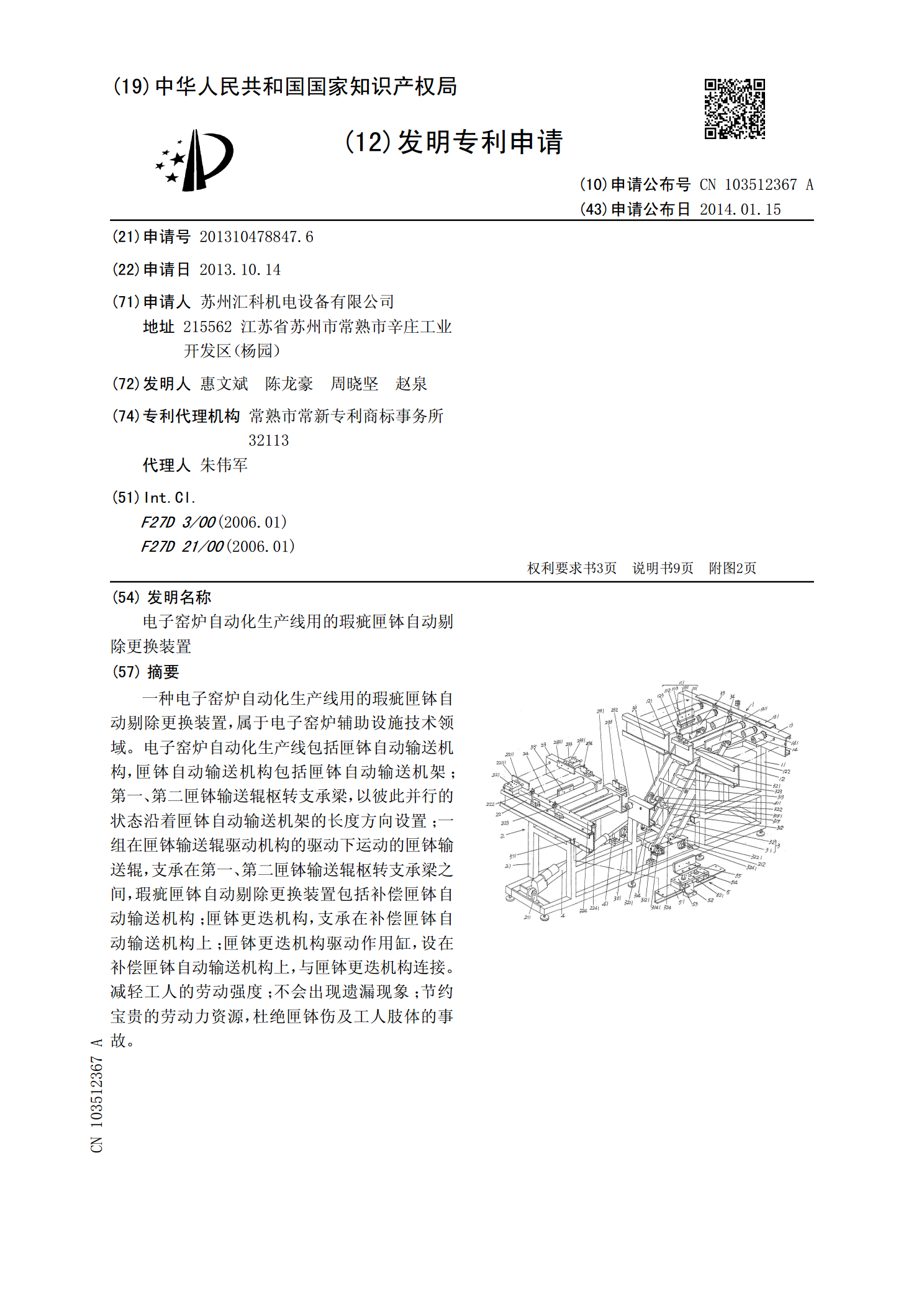
一种电子窑炉自动化生产线用的瑕疵匣钵自动剔除更换装置,属于电子窑炉辅助设施技术领域。电子窑炉自动化生产线包括匣钵自动输送机构,匣钵自动输送机构包括匣钵自动输送机架;第一、第二匣钵输送辊枢转支承梁,以彼此并行的状态沿着匣钵自动输送机架的长度方向设置;一组在匣钵输送辊驱动机构的驱动下运动的匣钵输送辊,支承在第一、第二匣钵输送辊枢转支承梁之间,瑕疵匣钵自动剔除更换装置包括补偿匣钵自动输送机构;匣钵更迭机构,支承在补偿匣钵自动输送机构上;匣钵更迭机构驱动作用缸,设在补偿匣钵自动输送机构上,与匣钵更迭机构连接。减轻

电子窑炉自动化生产线用的匣钵自动清扫装置.pdf
一种电子窑炉自动化生产线用的匣钵自动清扫装置,属于电子窑炉辅助设施领域。电子窑炉自动化生产线包括一对匣钵输送辊支承梁和一对匣钵输送机构,匣钵自动清扫装置包括机架,与匣钵输送辊支承梁固定;盘刷左右位移机构,设在机架上部的一侧;盘刷上下位移机构,与盘刷左右位移机构配合;导轨固定箱,与盘刷上下位移机构连接,在导轨固定箱的导轨固定箱腔内设轴承座固定板;盘刷前后位移机构,设在导轨固定箱上;匣钵旋刷除尘机构,设在轴承座固定板上;盘刷旋转驱动机构,与匣钵旋刷除尘机构连接;一对匣钵挟持机构,设在一对匣钵输送辊支承梁上。减

电子窑炉用匣钵自动供料装置的阀门结构.pdf
一种电子窑炉用匣钵自动供料装置的阀门结构,电子窑炉用匣钵自动供料装置包括供料机架;储料斗,设在机架的上部,在储料斗的上部设储料斗接料箱、下部配接储料斗出料筒;螺杆驱料机构,设在储料斗接料箱上;动力传动机构,设在储料斗接料箱上且与螺杆驱料机构连接,阀门结构包括储料斗出料筒盖、托盘架、阀门和阀门驱动机构,储料斗出料筒盖支承在托盘架朝向上的一侧,其中心设中心轴,阀门位于储料斗出料筒盖的下方,阀门的中心设中心轴配合孔,中心轴插入中心轴配合孔伸展到阀门的下方,阀门驱动机构设在托盘架朝向上的一侧,螺杆驱料机构支承在中
电子窑炉用的匣钵自动倒料清洁装置.pdf
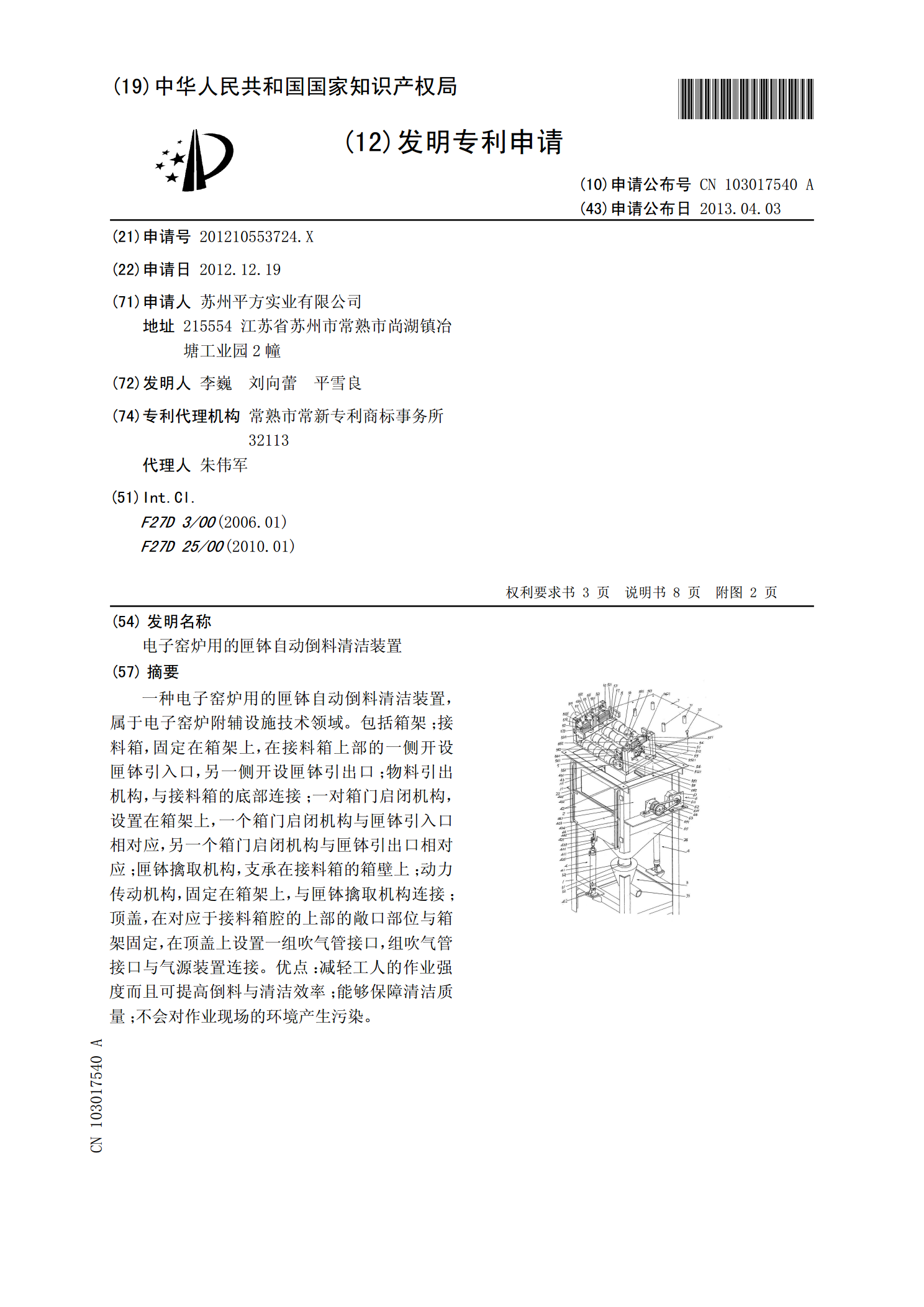
一种电子窑炉用的匣钵自动倒料清洁装置,属于电子窑炉附辅设施技术领域。包括箱架;接料箱,固定在箱架上,在接料箱上部的一侧开设匣钵引入口,另一侧开设匣钵引出口;物料引出机构,与接料箱的底部连接;一对箱门启闭机构,设置在箱架上,一个箱门启闭机构与匣钵引入口相对应,另一个箱门启闭机构与匣钵引出口相对应;匣钵擒取机构,支承在接料箱的箱壁上;动力传动机构,固定在箱架上,与匣钵擒取机构连接;顶盖,在对应于接料箱腔的上部的敞口部位与箱架固定,在顶盖上设置一组吹气管接口,组吹气管接口与气源装置连接。优点:减轻工人的作业强度
电子窑炉生产流水线用的匣钵自动称重供料装置.pdf
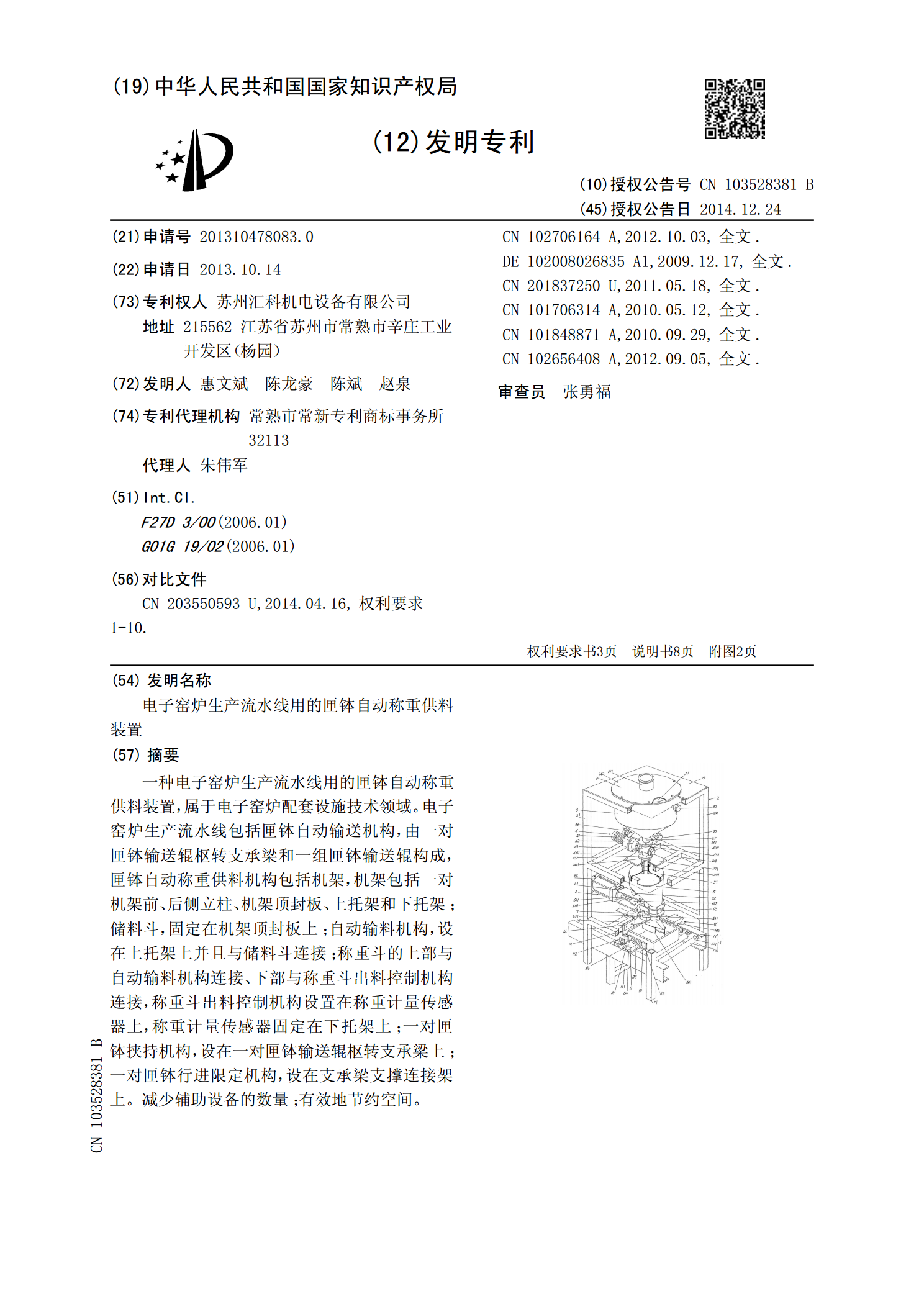
一种电子窑炉生产流水线用的匣钵自动称重供料装置,属于电子窑炉配套设施技术领域。电子窑炉生产流水线包括匣钵自动输送机构,由一对匣钵输送辊枢转支承梁和一组匣钵输送辊构成,匣钵自动称重供料机构包括机架,机架包括一对机架前、后侧立柱、机架顶封板、上托架和下托架;储料斗,固定在机架顶封板上;自动输料机构,设在上托架上并且与储料斗连接;称重斗的上部与自动输料机构连接、下部与称重斗出料控制机构连接,称重斗出料控制机构设置在称重计量传感器上,称重计量传感器固定在下托架上;一对匣钵挟持机构,设在一对匣钵输送辊枢转支承梁上;