
叶根预埋件、风机叶根连接结构.pdf

宏硕****mo


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
叶根预埋件、风机叶根连接结构.pdf
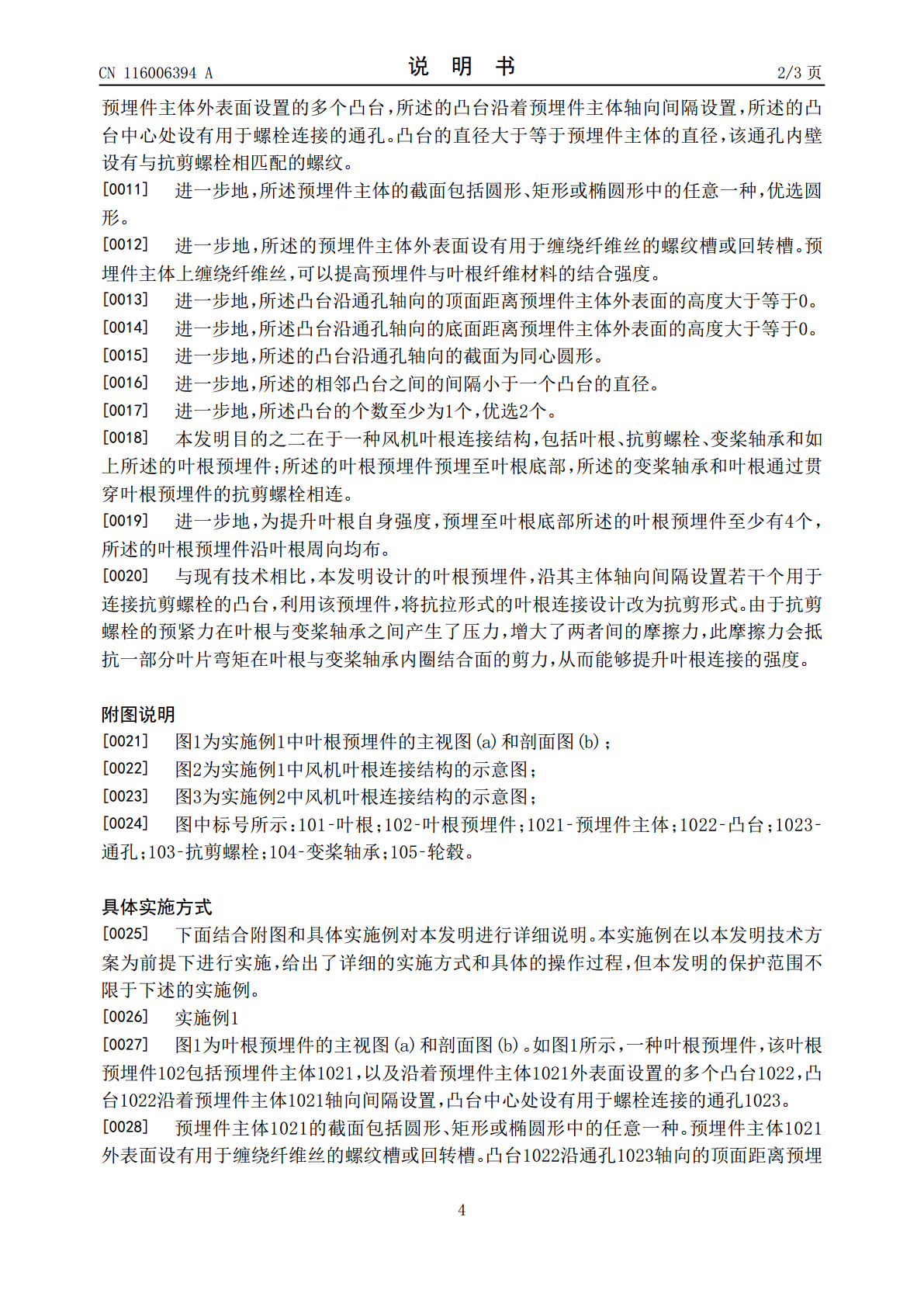
本发明涉及一种叶根预埋件,该预埋件包括预埋件主体(1021),以及沿着预埋件主体(1021)外表面设置的多个凸台(1022),所述的凸台(1022)沿着预埋件主体(1021)轴向间隔设置,所述的凸台中心处设有用于螺栓连接的通孔(1023)。与现有技术相比,本发明设计的叶根预埋件,沿其主体轴向间隔设置若干个用于连接抗剪螺栓的凸台,利用该预埋件,将抗拉形式的叶根连接设计改为抗剪形式。由于抗剪螺栓的预紧力在叶根与变桨轴承之间产生了压力,增大了两者间的摩擦力,此摩擦力会抵抗一部分叶片弯矩在叶根与变桨轴承内圈结合面

风电叶片叶根连接结构及其设计方法.pdf
风电叶片叶根连接结构,包括风电叶片的叶根部和连接叶根部与轮毂的变桨轴承,变桨轴承外圈与轮毂固定,变桨轴承内圈与叶根部通过连接螺栓连接,其特征在于:还包括法兰连接件,法兰连接件夹在变桨轴承内圈与叶根部之间,并通过防分离螺栓与变桨轴承内圈紧固连接,连接螺栓穿过变桨轴承内圈和法兰连接件,并紧固在叶根部中。本发明增大了变桨轴承的轴向和抗弯刚度,延长变桨轴承的疲劳寿命;减小变桨轴承与叶根部之间的被连接件分离界面,减小连接螺栓的弯曲应力,从而延长连接螺栓的疲劳寿命,可有效降低成本,实用性更高。本发明还提供一种风电叶片

锡叶根的介绍 锡叶根的功效作用.docx
锡叶根的介绍锡叶根的功效作用锡叶根(中药材植物名:锡叶藤)(植物科目:锡叶藤科)锡叶根是一种中药。别名:锡叶藤,锡叶藤科。锡叶根是一种中药植物名:锡叶藤。生长环境:本品为藤本。在山野间野生。分布:我国南部。入药部分:根。采集期:全年。自采地点:山岗。性味:性平、味淡。功能:收敛、止血、止泻、止痢。主治、用量和用法/锡叶根1、久痢:干根1至2两,清水煎服或加猪瘦肉同煎;2、小肠气痛:干根1至2两,清水煎服,或加猪小肚同煎;3、大便下血:用法同上。验方、方解、方歌/锡叶根验方1(治小肠疝气方):锡叶根1两、黄

根叶谣.pdf
根叶谣一二喜八岁那年家乡连遭大旱庄稼种下就枯或没发芽多半年几乎是绝收人们吃光了家里的粮食接着挖山上的野菜;野菜吃光了就啃草根树皮一片赤地连着坡峦十里向山外延伸。到了这种地步逃荒潮就开始了。爹那天拎着个旧包袱出门后就再不见回还。娘苦等了一个月余然后说不能再等下去了要想活命还是出门逃荒去吧。逃荒的人流潮水一般一路往东。娘说东边富庶能讨到吃的。可事实上到处都是逃荒的人群黑压压如大片蝗虫过境想讨到点吃的很不容易。一

根叶谣.pdf
根叶谣一二喜八岁那年家乡连遭大旱庄稼种下就枯或没发芽多半年几乎是绝收人们吃光了家里的粮食接着挖山上的野菜;野菜吃光了就啃草根树皮一片赤地连着坡峦十里向山外延伸。到了这种地步逃荒潮就开始了。爹那天拎着个旧包袱出门后就再不见回还。娘苦等了一个月余然后说不能再等下去了要想活命还是出门逃荒去吧。逃荒的人流潮水一般一路往东。娘说东边富庶能讨到吃的。可事实上到处都是逃荒的人群黑压压如大片蝗虫过境想讨到点吃的很不容易。一