
一种套筒扳手精制线材的生产方法.pdf

元枫****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种套筒扳手精制线材的生产方法.pdf
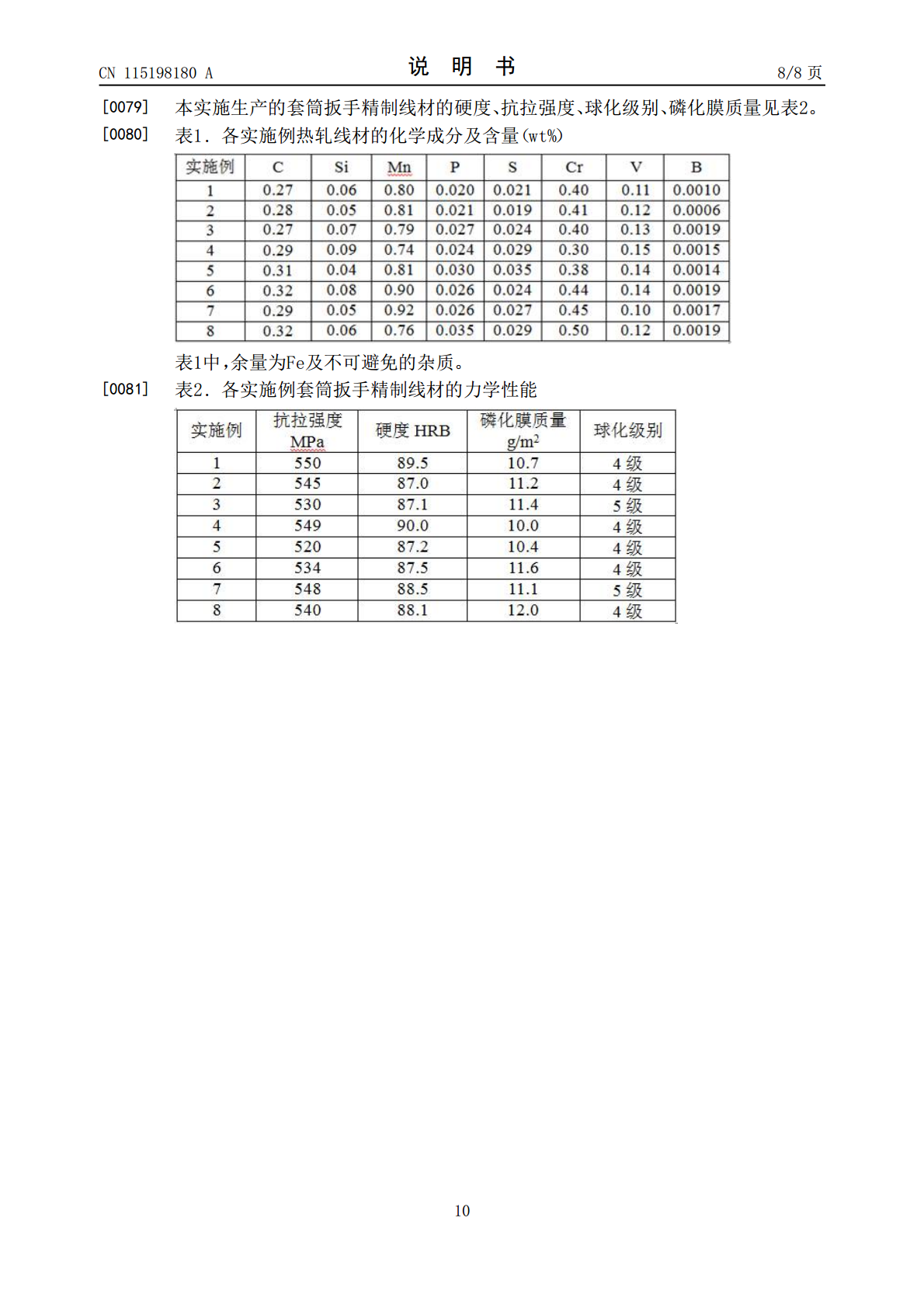
一种套筒扳手精制线材的生产方法,属于钢铁线材生产技术领域。其包括酸洗磷化、粗抽拉拔、退火、黄化、二次酸洗磷化、精抽拉拔工序;酸洗磷化工序,使用的热轧线材的魏氏组织应为0级或者1级,直径为38~40mm;黄化工序,将退火后的线材在质量分数为8~16%盐酸中浸泡5~10min,然后在室外放置24~48h。本发明所生产的套筒扳手精制线材的直径为35.10~35.50mm,硬度≤90HRB,抗拉强度520~550Mpa,球化级别为4级、5级,磷化膜质量为10~12g/m<base:Sup>2</base:Sup>

一种套筒扳手.pdf
本发明提供一种套筒扳手,主要包括套筒扳手本体、四通中间接头、扳手手柄、缓冲保护套和套筒。特征是:在所述的四通中间接头上下左右四个同时接有相同的扳手手柄,所述四通中间接头与扳手手柄一端内螺纹连接;所述缓冲保护套套在扳手手柄另一端的端部上,所述缓冲保护套与扳手手柄固定连接;所述扳手手柄另一端还设有套筒。本发明是套筒扳手,其结构简单、四通中间接头上下左右四个同时接有相同的扳手手柄,并且可拆卸,使用时可以轮流使用不同的扳手手柄,能节约时间,有效提高工作效率,且每个扳手的另一端都接有套筒,对其轮流使用能节约空间及其
一种用于生产精制线材的除锈吊钩.pdf
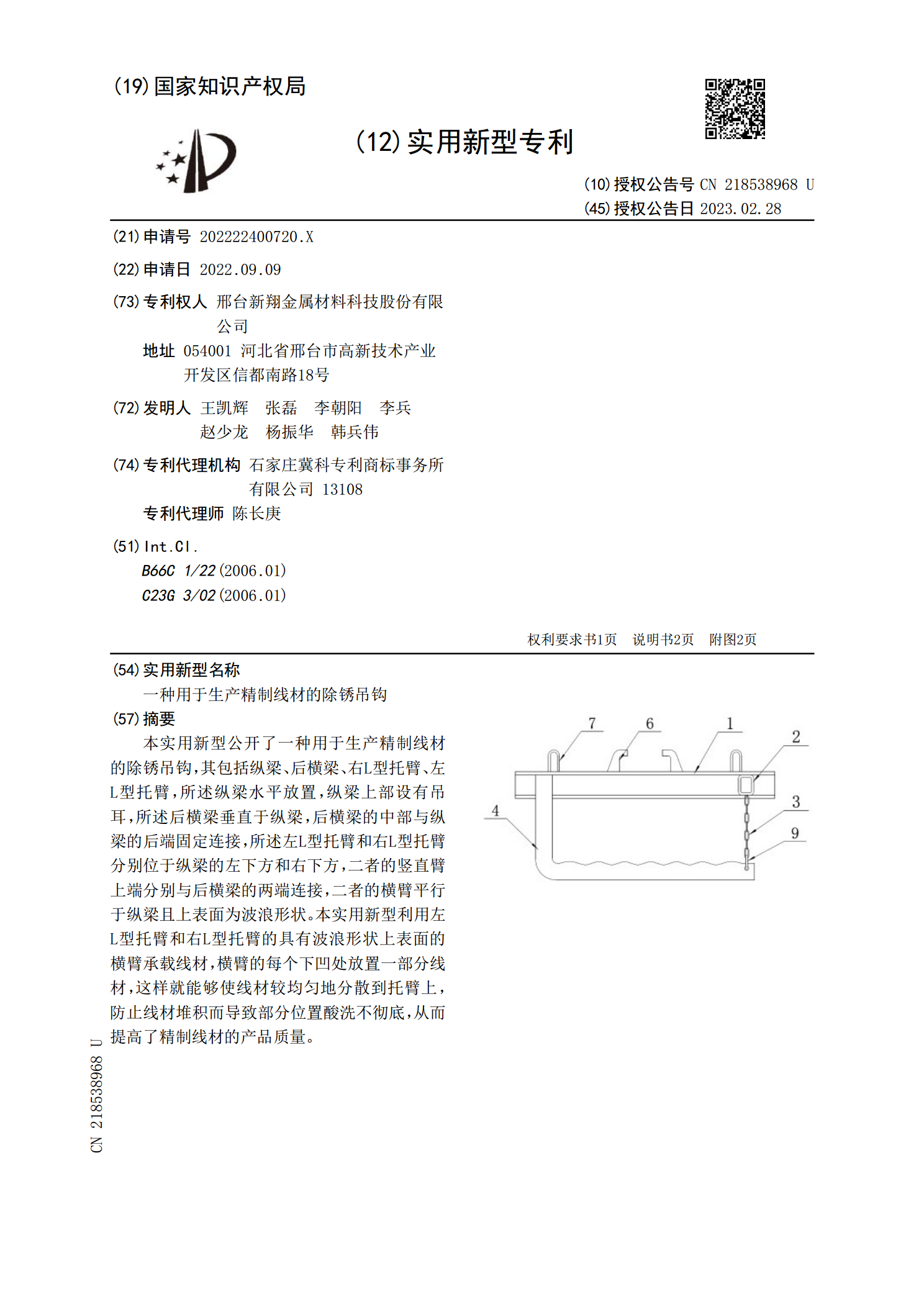
本实用新型公开了一种用于生产精制线材的除锈吊钩,其包括纵梁、后横梁、右L型托臂、左L型托臂,所述纵梁水平放置,纵梁上部设有吊耳,所述后横梁垂直于纵梁,后横梁的中部与纵梁的后端固定连接,所述左L型托臂和右L型托臂分别位于纵梁的左下方和右下方,二者的竖直臂上端分别与后横梁的两端连接,二者的横臂平行于纵梁且上表面为波浪形状。本实用新型利用左L型托臂和右L型托臂的具有波浪形状上表面的横臂承载线材,横臂的每个下凹处放置一部分线材,这样就能够使线材较均匀地分散到托臂上,防止线材堆积而导致部分位置酸洗不彻底,从而提高了
一种柔性套筒扳手.pdf
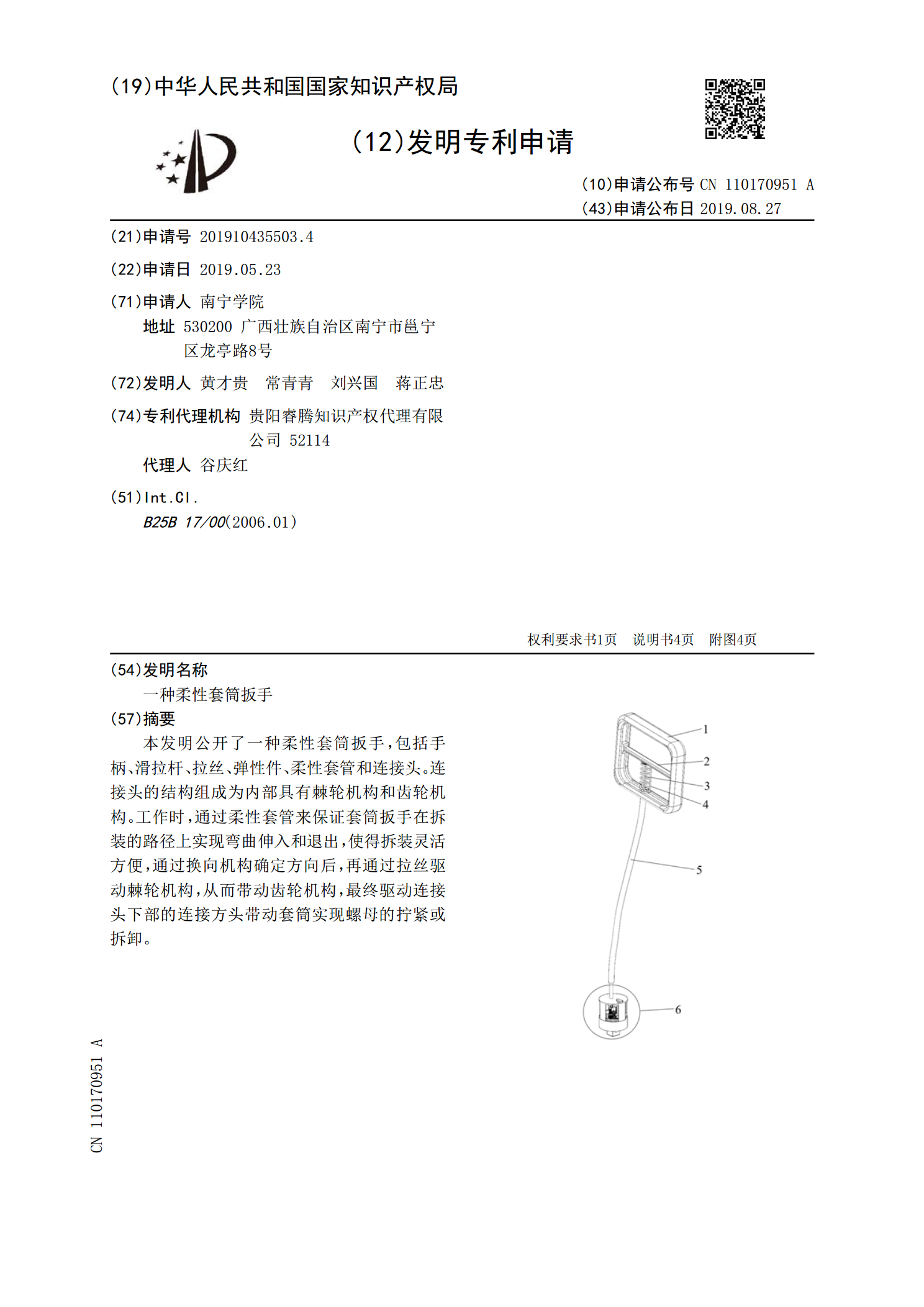
本发明公开了一种柔性套筒扳手,包括手柄、滑拉杆、拉丝、弹性件、柔性套管和连接头。连接头的结构组成为内部具有棘轮机构和齿轮机构。工作时,通过柔性套管来保证套筒扳手在拆装的路径上实现弯曲伸入和退出,使得拆装灵活方便,通过换向机构确定方向后,再通过拉丝驱动棘轮机构,从而带动齿轮机构,最终驱动连接头下部的连接方头带动套筒实现螺母的拧紧或拆卸。
一种省力套筒扳手.pdf
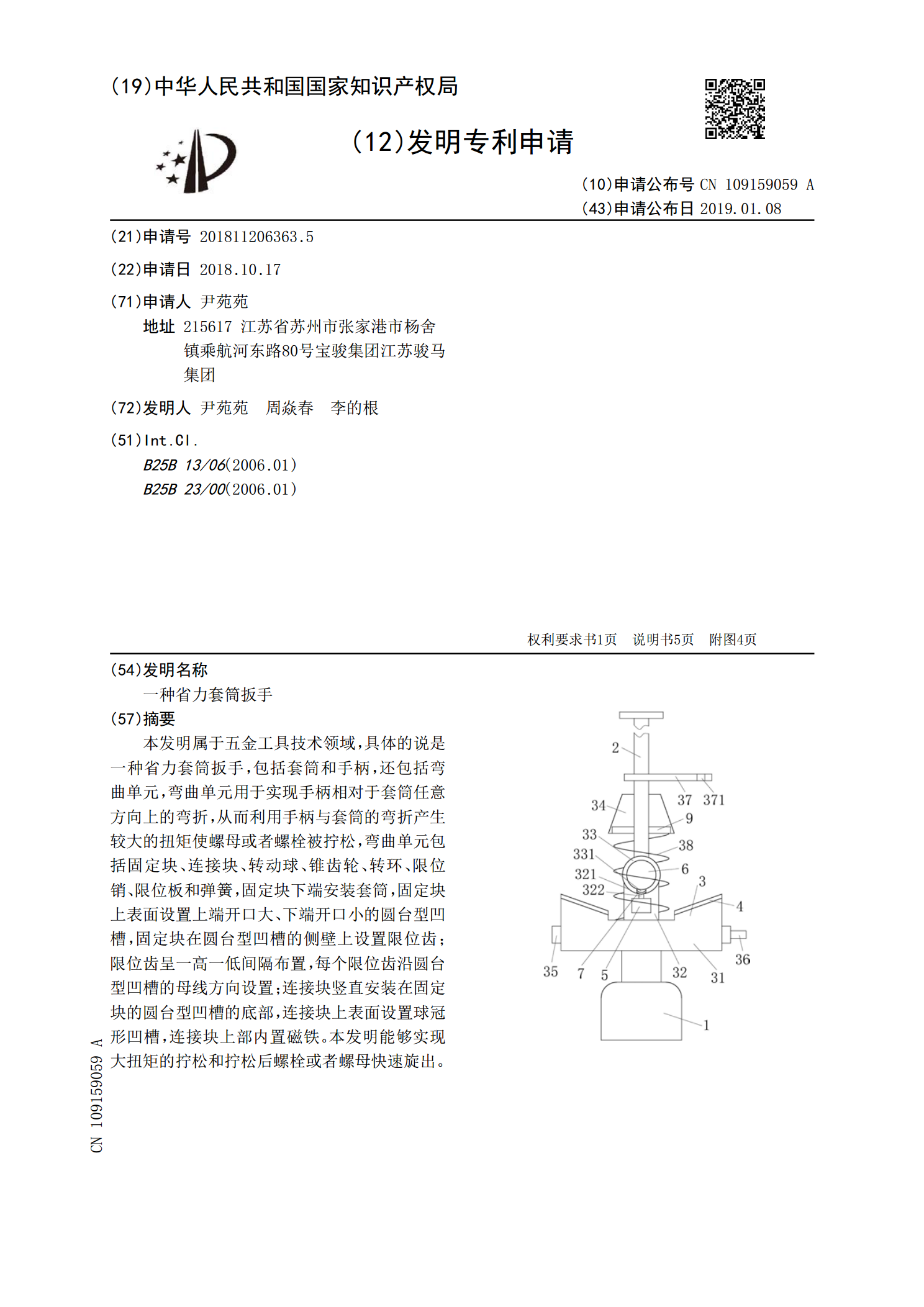
本发明属于五金工具技术领域,具体的说是一种省力套筒扳手,包括套筒和手柄,还包括弯曲单元,弯曲单元用于实现手柄相对于套筒任意方向上的弯折,从而利用手柄与套筒的弯折产生较大的扭矩使螺母或者螺栓被拧松,弯曲单元包括固定块、连接块、转动球、锥齿轮、转环、限位销、限位板和弹簧,固定块下端安装套筒,固定块上表面设置上端开口大、下端开口小的圆台型凹槽,固定块在圆台型凹槽的侧壁上设置限位齿;限位齿呈一高一低间隔布置,每个限位齿沿圆台型凹槽的母线方向设置;连接块竖直安装在固定块的圆台型凹槽的底部,连接块上表面设置球冠形凹槽