
一种复合耐高压轻质消防水带及其制备方法.pdf

猫巷****傲柏

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复合耐高压轻质消防水带及其制备方法.pdf
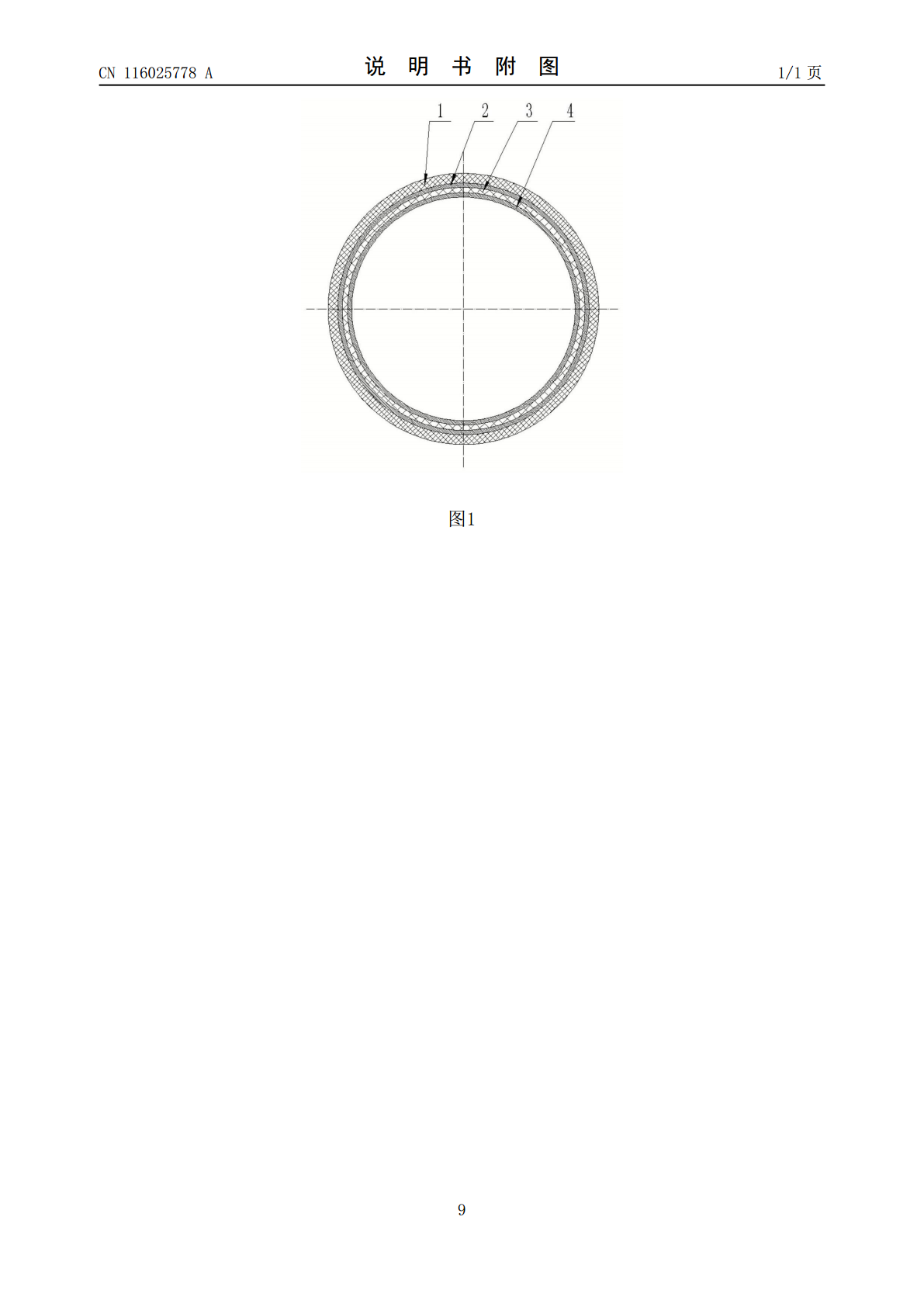
本发明公开了一种复合耐高压轻质消防水带及其制备方法,所述复合耐高压轻质消防水带包括自外而内顺次形成的承压增强层、粘结胶层、支撑层和内胶层;其中,所述支撑层由第一纤维材料组成,且所述第一纤维材料沿所述承压增强层的延伸方向形成为纤维缠绕结构或针织结构。所述制备方法包括:承压增强层的成型;支撑层的成型;粘结胶层、支撑层和内胶层的复合成型;消防水带的成型。通过上述技术方案,实现了具有轻质特性,且依然能够避免消防水带在长期使用过程中表面出现气雾和小孔渗漏的效果。
一种轻质柔性耐弯折目标特征控制复合材料及其制备方法.pdf
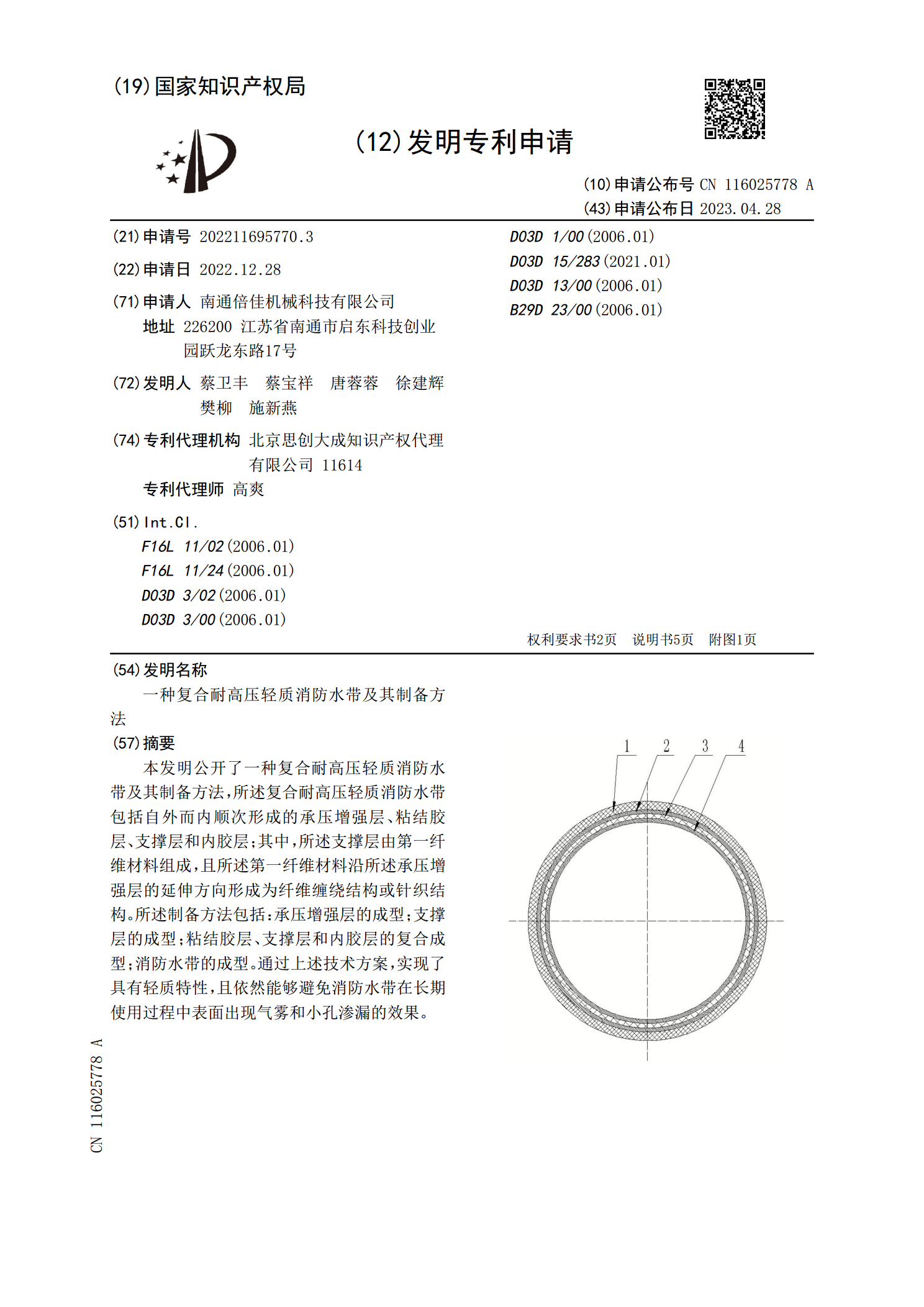
本发明提供了一种轻质柔性耐弯折目标特征控制复合材料及其制备方法,涉及电磁波吸波材料领域。该轻质柔性耐弯折目标特征控制复合材料,从下向上依次包括碳纤维层、M型吸波层、L型吸波层、石英纤维层和低红外发射率层,每隔两层中间夹一层橡胶层。其制备方法包括:将碳纤维、石英纤维浸渍在氯化橡胶溶液中分别得到碳纤维预浸料、石英纤维预浸料,将石英纤维浸渍在M型吸波涂料、L型吸波涂料和低红外发射率涂料中分别得到M型吸波预浸料、L型吸波预浸料和低红外发射率预浸料,将上述预浸料按照特定顺序铺层后,采用模压或袋压成型方式即可得到目标
一种轻质复合木门板及其制备方法.pdf
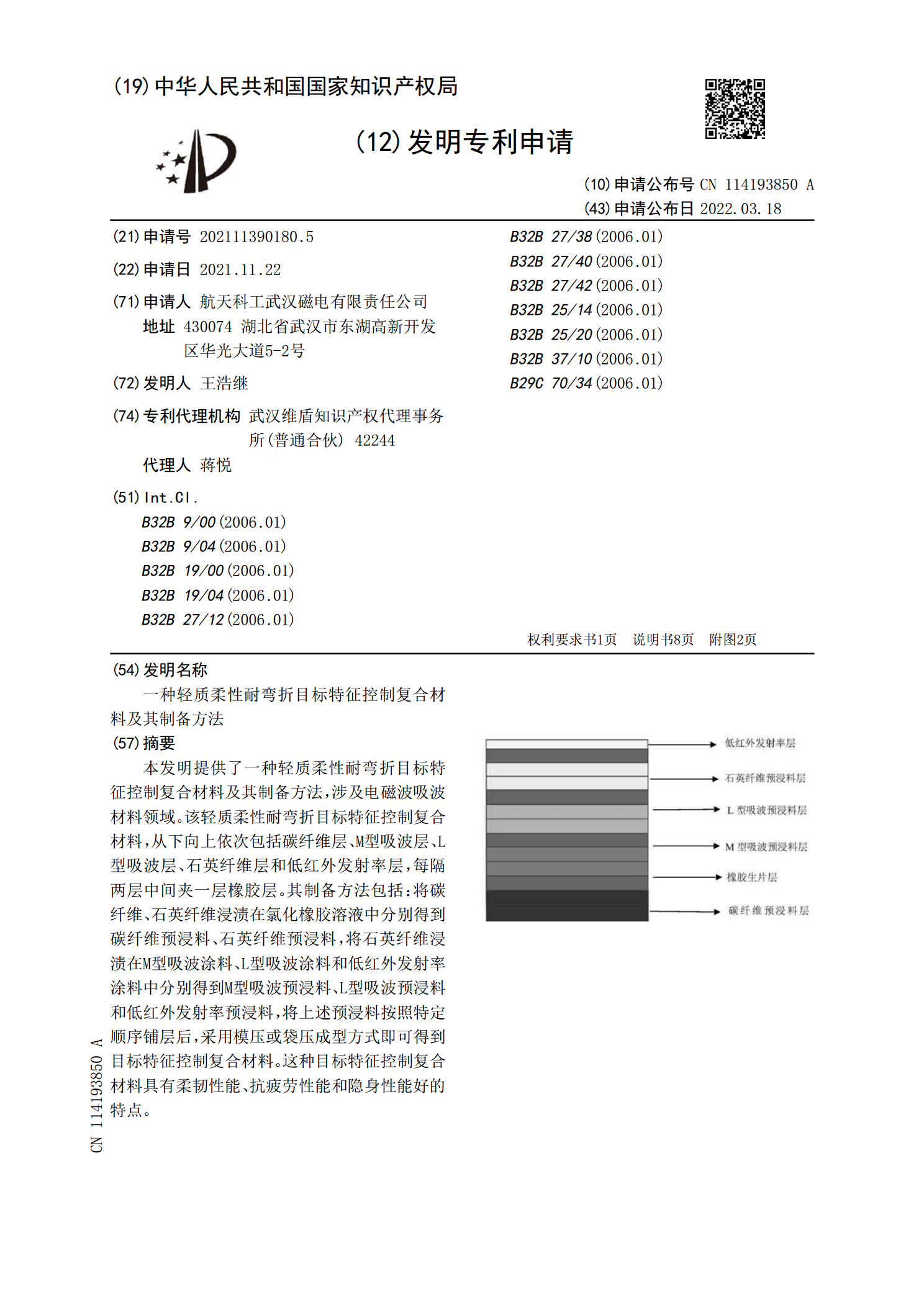
本发明公开一种轻质复合木门板及其制备方法。本发明轻质复合木门板包括基层、装饰层,所述装饰层粘附在基层表面,所述基层由两组相对设置的蜂窝状结构组成,所述蜂窝状结构由瓦楞结构、第一支撑板、双坡屋顶结构、第二支撑板,连接端组成,所述瓦楞结构为起伏波浪状,瓦楞结构的伏面至最低点与第一支撑板的一端相连,第一支撑板的另一端连接双坡屋顶结构的顶尖点、双坡屋顶结构的两个坡分别连接第二支撑板的一端,两个距离邻近的第二支撑板通过连接端相连。本装置优点是采用多孔型结构,减少了实木的用料和重量,节约了成本;通过在门板外侧设置阻燃

一种耐高压碳晶板及其制备方法.pdf
本发明公开了一种耐高压碳晶板材及其制备方法,其特征在于所述硬质塑料板和表面沉积厚度20‑800nm涂层,涂层由以下重量份的原料制成:石墨烯20‑60、Cr5‑10、Zn5‑10、Ti5‑15、SiC10‑15。本发明还提供了一种方法,包括以下步骤:用去离子水超声清洗硬质塑料板,然后烘干、沉积、高温、退火,借助双频容性耦合等离子体放电技术制成。通过该方法制得的碳晶板材不仅具有耐高压性,且制备方法简单,原料易得。
一种轻质复合材料蜂箱及其制备方法.pdf
本发明提供了一种复合材料蜂箱,包括箱体和/或箱盖;所述复合材料蜂箱的箱体材料和/或箱盖材料具有复合层结构;所述复合层结构包括工程塑料壳层、粘合在所述工程塑料壳层上的热塑性泡沫芯层以及粘合在所述热塑性泡沫芯层上的工程塑料壳层。该复合材料蜂箱,采用了特定的结构和材料选择,得到了一种轻质且具有保温功能的蜂箱复合材料,具有轻质、强度高的性能特点,方便蜂农转场运输,同时能够较好地保持蜂箱温度,提升产蜜效率,而且生产工艺简单,原材料环保性好,可回收利用,适合大规模生产与推广。