
一种快速更换结构及吸附模具.pdf

听云****君哇

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速更换结构及吸附模具.pdf
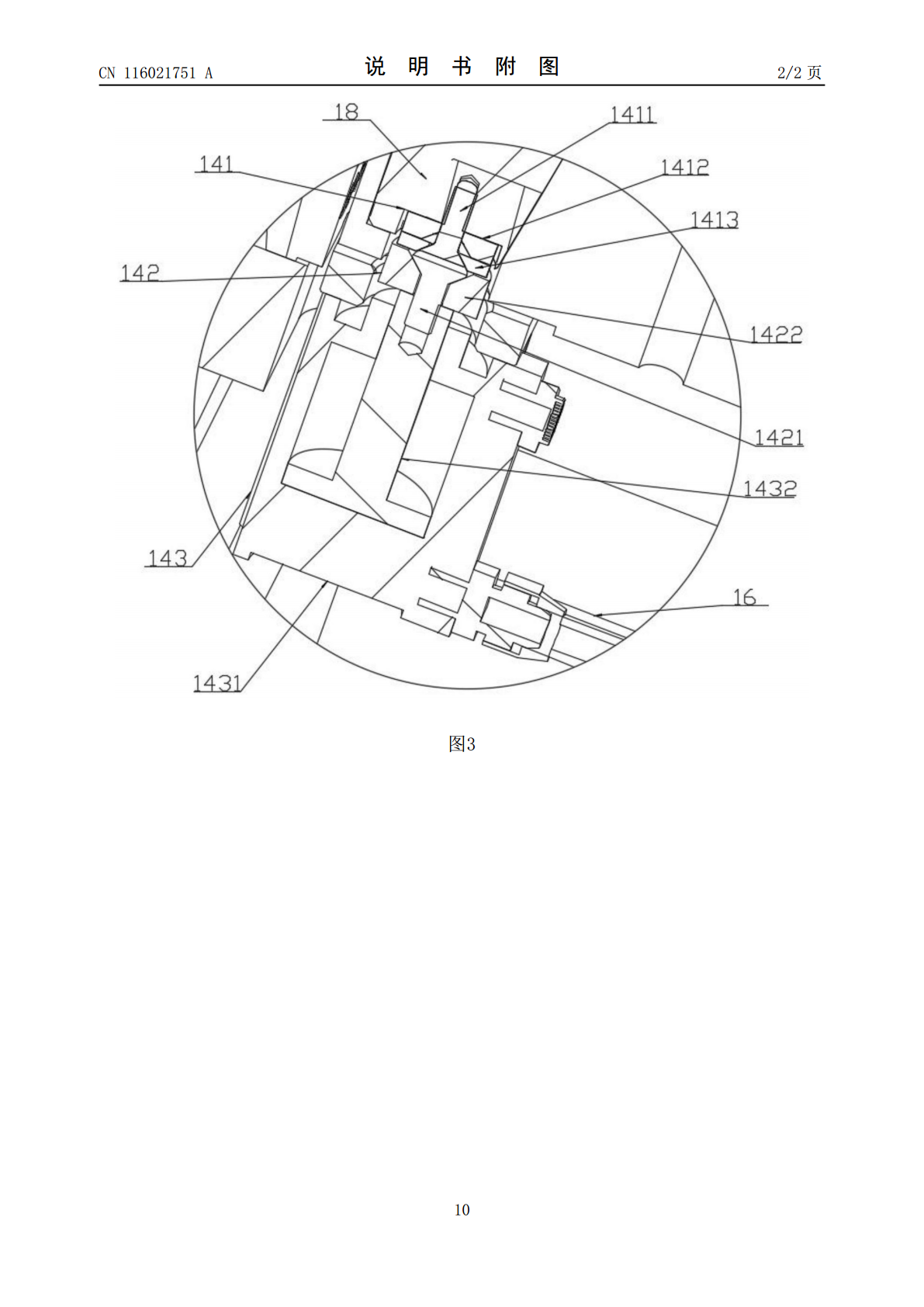
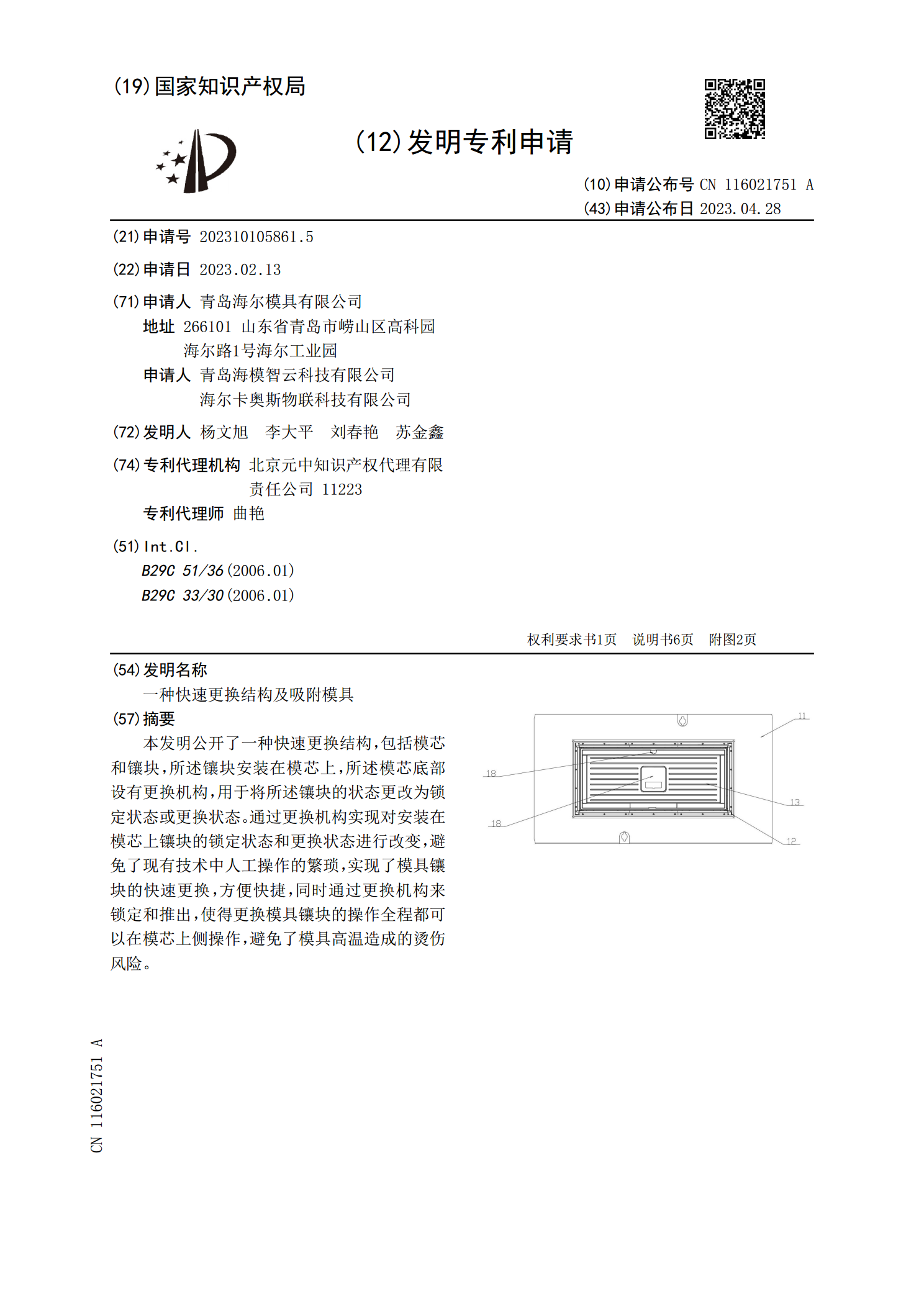
本发明公开了一种快速更换结构,包括模芯和镶块,所述镶块安装在模芯上,所述模芯底部设有更换机构,用于将所述镶块的状态更改为锁定状态或更换状态。通过更换机构实现对安装在模芯上镶块的锁定状态和更换状态进行改变,避免了现有技术中人工操作的繁琐,实现了模具镶块的快速更换,方便快捷,同时通过更换机构来锁定和推出,使得更换模具镶块的操作全程都可以在模芯上侧操作,避免了模具高温造成的烫伤风险。
一种模具快速更换结构.pdf
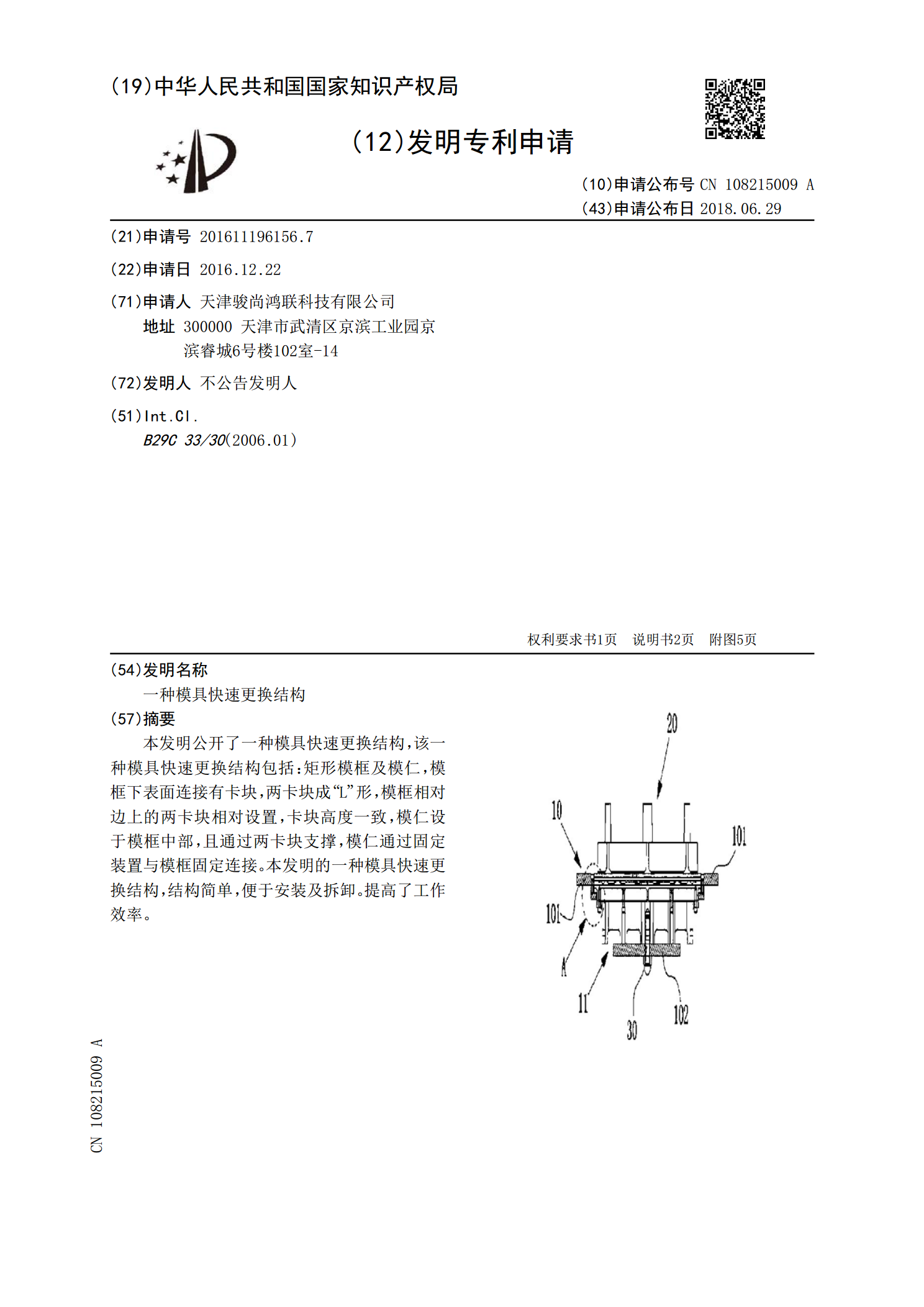
本发明公开了一种模具快速更换结构,该一种模具快速更换结构包括:矩形模框及模仁,模框下表面连接有卡块,两卡块成“L”形,模框相对边上的两卡块相对设置,卡块高度一致,模仁设于模框中部,且通过两卡块支撑,模仁通过固定装置与模框固定连接。本发明的一种模具快速更换结构,结构简单,便于安装及拆卸。提高了工作效率。
一种用于切割模具快速更换的模具车.pdf
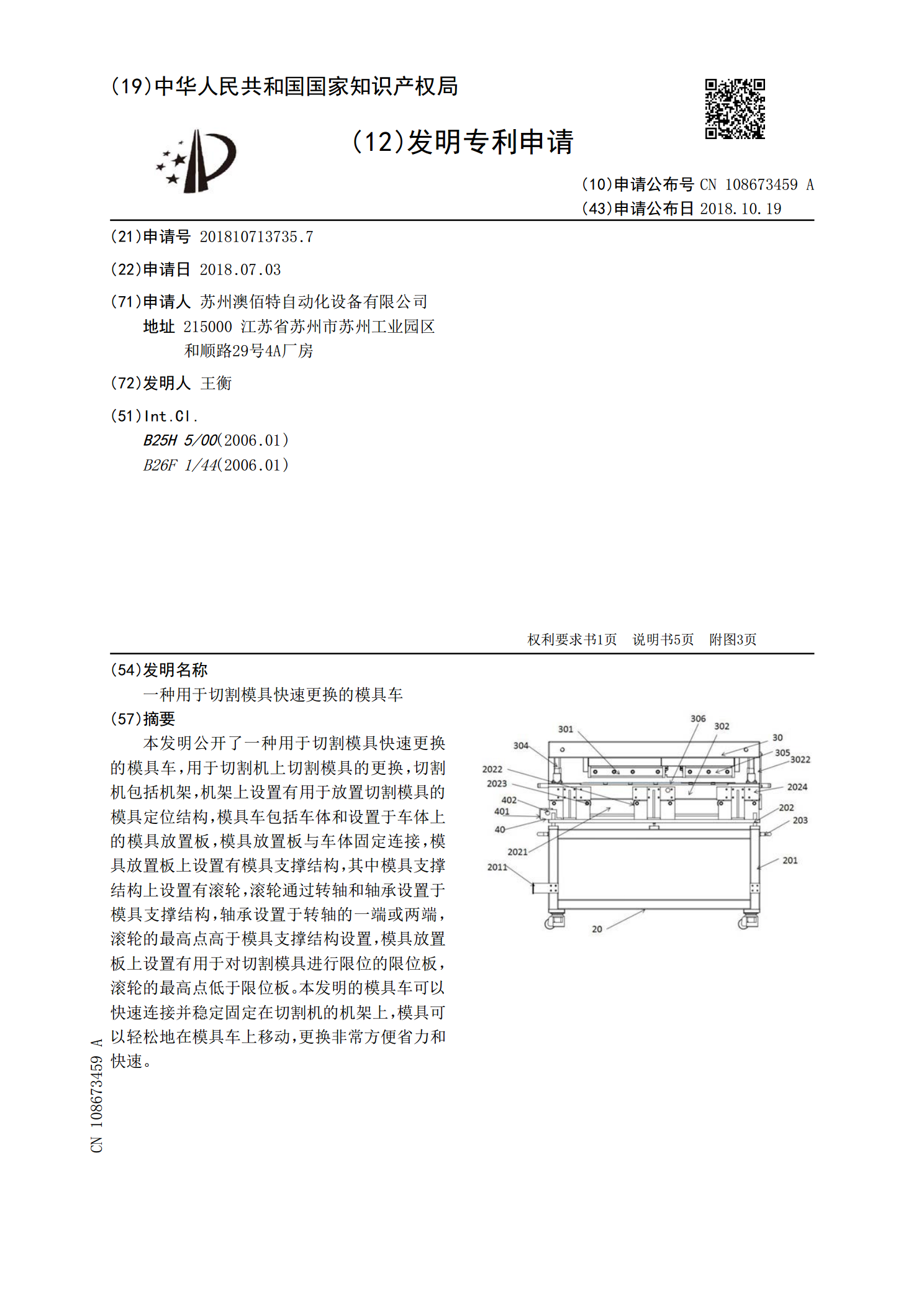
本发明公开了一种用于切割模具快速更换的模具车,用于切割机上切割模具的更换,切割机包括机架,机架上设置有用于放置切割模具的模具定位结构,模具车包括车体和设置于车体上的模具放置板,模具放置板与车体固定连接,模具放置板上设置有模具支撑结构,其中模具支撑结构上设置有滚轮,滚轮通过转轴和轴承设置于模具支撑结构,轴承设置于转轴的一端或两端,滚轮的最高点高于模具支撑结构设置,模具放置板上设置有用于对切割模具进行限位的限位板,滚轮的最高点低于限位板。本发明的模具车可以快速连接并稳定固定在切割机的机架上,模具可以轻松地在模
一种可快速更换的模具头.pdf
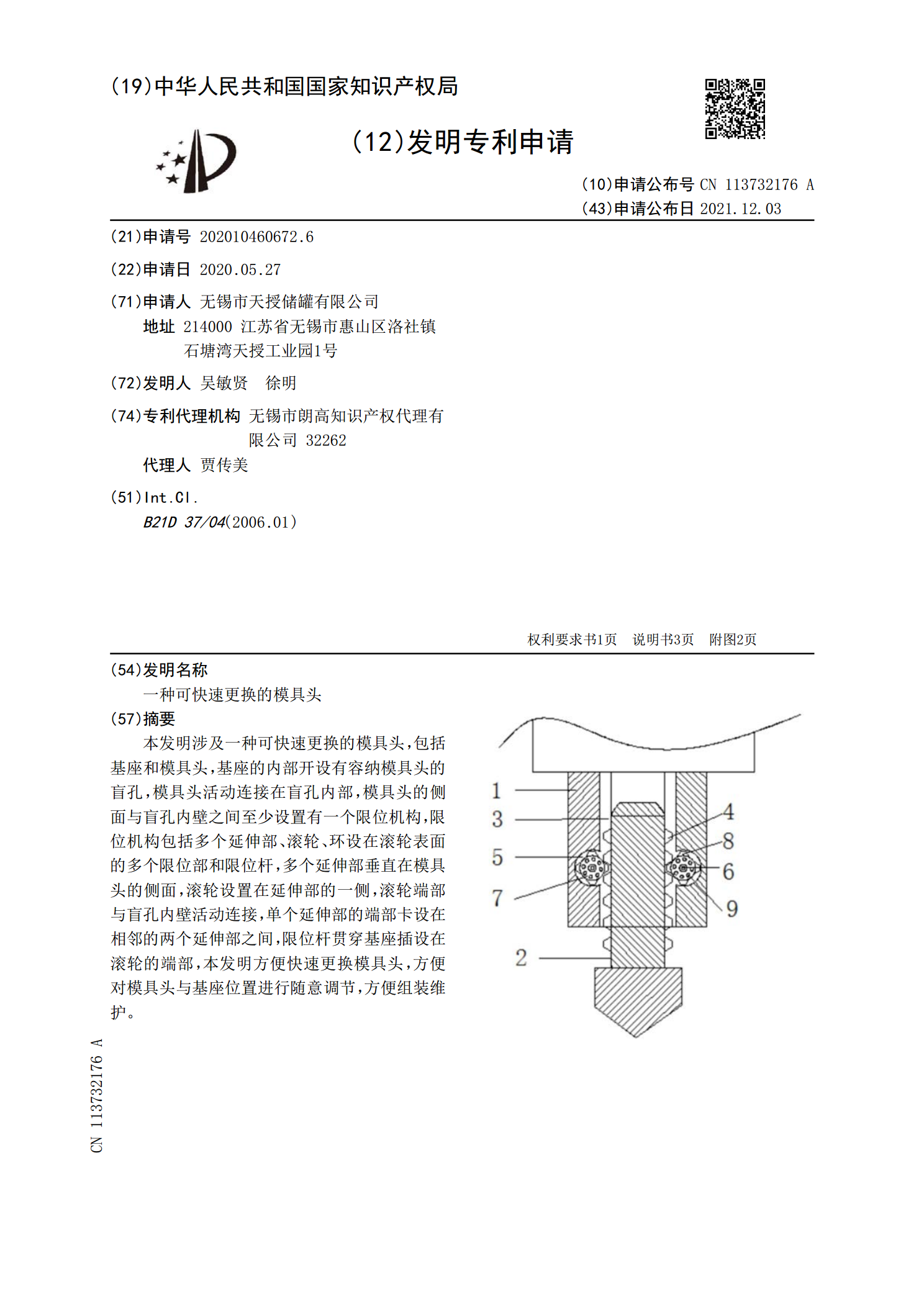
本发明涉及一种可快速更换的模具头,包括基座和模具头,基座的内部开设有容纳模具头的盲孔,模具头活动连接在盲孔内部,模具头的侧面与盲孔内壁之间至少设置有一个限位机构,限位机构包括多个延伸部、滚轮、环设在滚轮表面的多个限位部和限位杆,多个延伸部垂直在模具头的侧面,滚轮设置在延伸部的一侧,滚轮端部与盲孔内壁活动连接,单个延伸部的端部卡设在相邻的两个延伸部之间,限位杆贯穿基座插设在滚轮的端部,本发明方便快速更换模具头,方便对模具头与基座位置进行随意调节,方便组装维护。
一种吸附装置填料更换结构及其更换方法.pdf
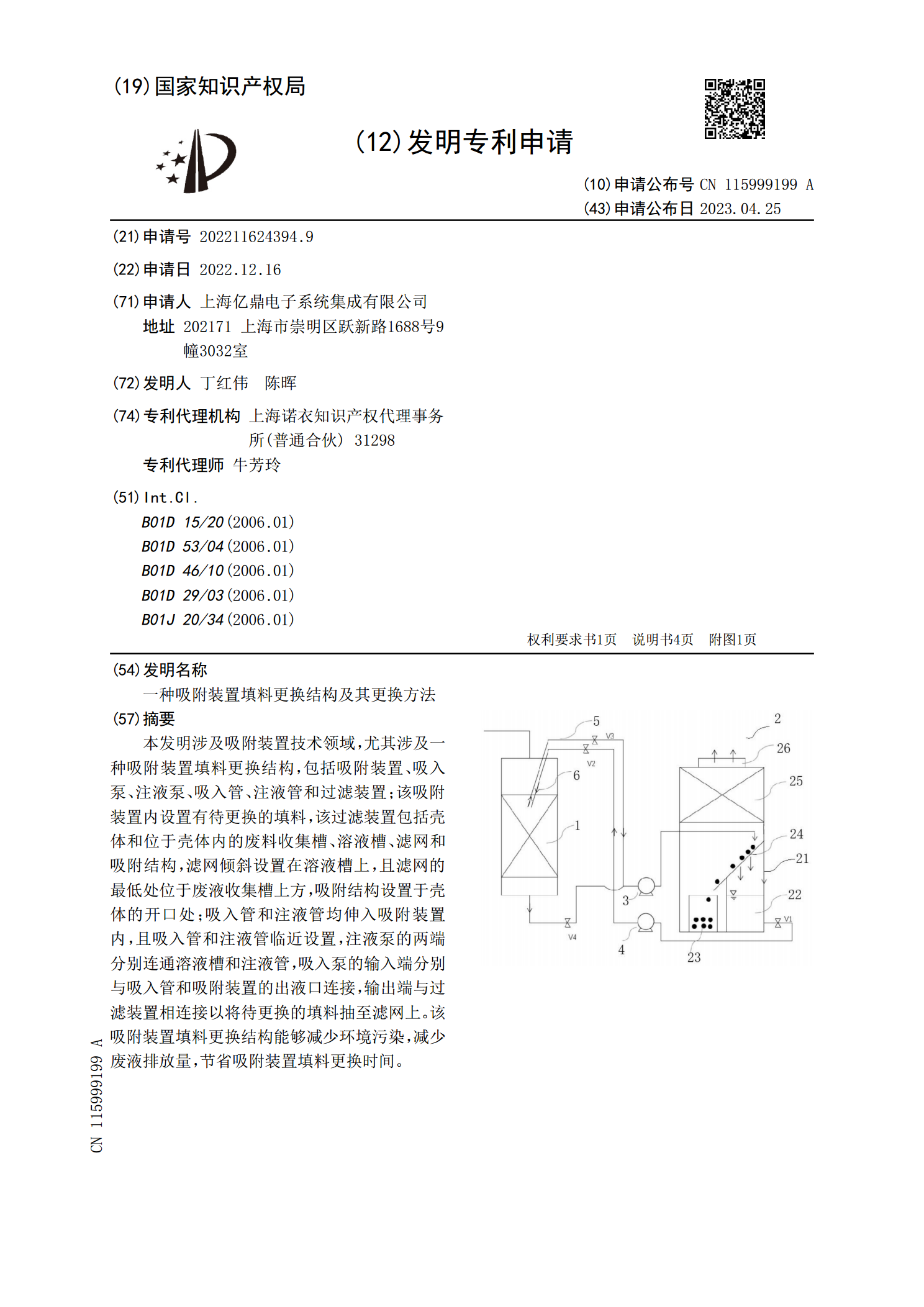
本发明涉及吸附装置技术领域,尤其涉及一种吸附装置填料更换结构,包括吸附装置、吸入泵、注液泵、吸入管、注液管和过滤装置;该吸附装置内设置有待更换的填料,该过滤装置包括壳体和位于壳体内的废料收集槽、溶液槽、滤网和吸附结构,滤网倾斜设置在溶液槽上,且滤网的最低处位于废液收集槽上方,吸附结构设置于壳体的开口处;吸入管和注液管均伸入吸附装置内,且吸入管和注液管临近设置,注液泵的两端分别连通溶液槽和注液管,吸入泵的输入端分别与吸入管和吸附装置的出液口连接,输出端与过滤装置相连接以将待更换的填料抽至滤网上。该吸附装置填