
一种三维激光切割机的动态光路补偿控制方法.pdf

猫巷****正德


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种三维激光切割机的动态光路补偿控制方法.pdf
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021173A(43)申请公布日2023.04.28(21)申请号202310146770.6(22)申请日2023.02.21(71)申请人江苏维力安智能科技有限公司地址212400江苏省镇江市句容市经济开发区科技新城(72)发明人徐磊陈玮颜文俊(74)专利代理机构南京天华专利代理有限责任公司32218专利代理师李德溅(51)Int.Cl.B23K26/38(2014.01)B23K26/70(2014.01)B23K26/064(2

数控激光切割机光路补偿措施的探讨.docx
数控激光切割机光路补偿措施的探讨一、前言随着制造业的不断进步和发展,数控激光切割机作为一种现代化的机械设备,被越来越广泛地应用于金属和非金属材料的切割加工中。其主要优点是高精度、高效率、低噪声和低污染等特点,因此得到了广大客户的青睐。然而,在数控激光切割机的使用过程中,光路问题时常困扰用户们。光路问题的产生主要是由于切割头与材料表面之间的距离变化不同,而导致激光束的聚焦点位置发生偏差,从而影响切割质量。本文将针对这一问题,从补偿技术方面进行探讨和研究。二、数控激光切割光路的基本原理数控激光切割机光路是将激
一种激光加工设备的光路补偿方法.pdf
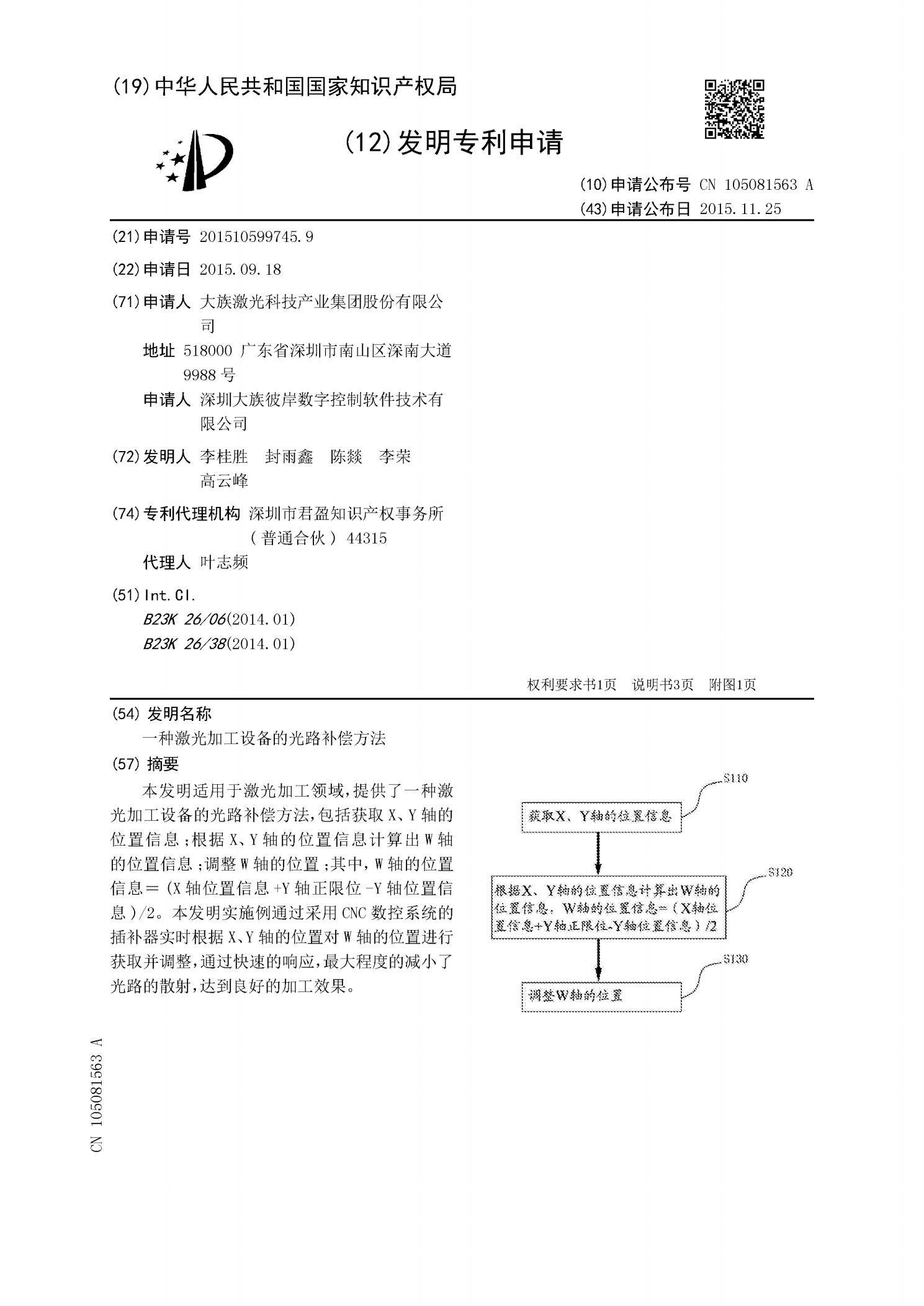
本发明适用于激光加工领域,提供了一种激光加工设备的光路补偿方法,包括获取X、Y轴的位置信息;根据X、Y轴的位置信息计算出W轴的位置信息;调整W轴的位置;其中,W轴的位置信息=(X轴位置信息+Y轴正限位-Y轴位置信息)/2。本发明实施例通过采用CNC数控系统的插补器实时根据X、Y轴的位置对W轴的位置进行获取并调整,通过快速的响应,最大程度的减小了光路的散射,达到良好的加工效果。
一种双平台激光切割机的光路控制装置.pdf
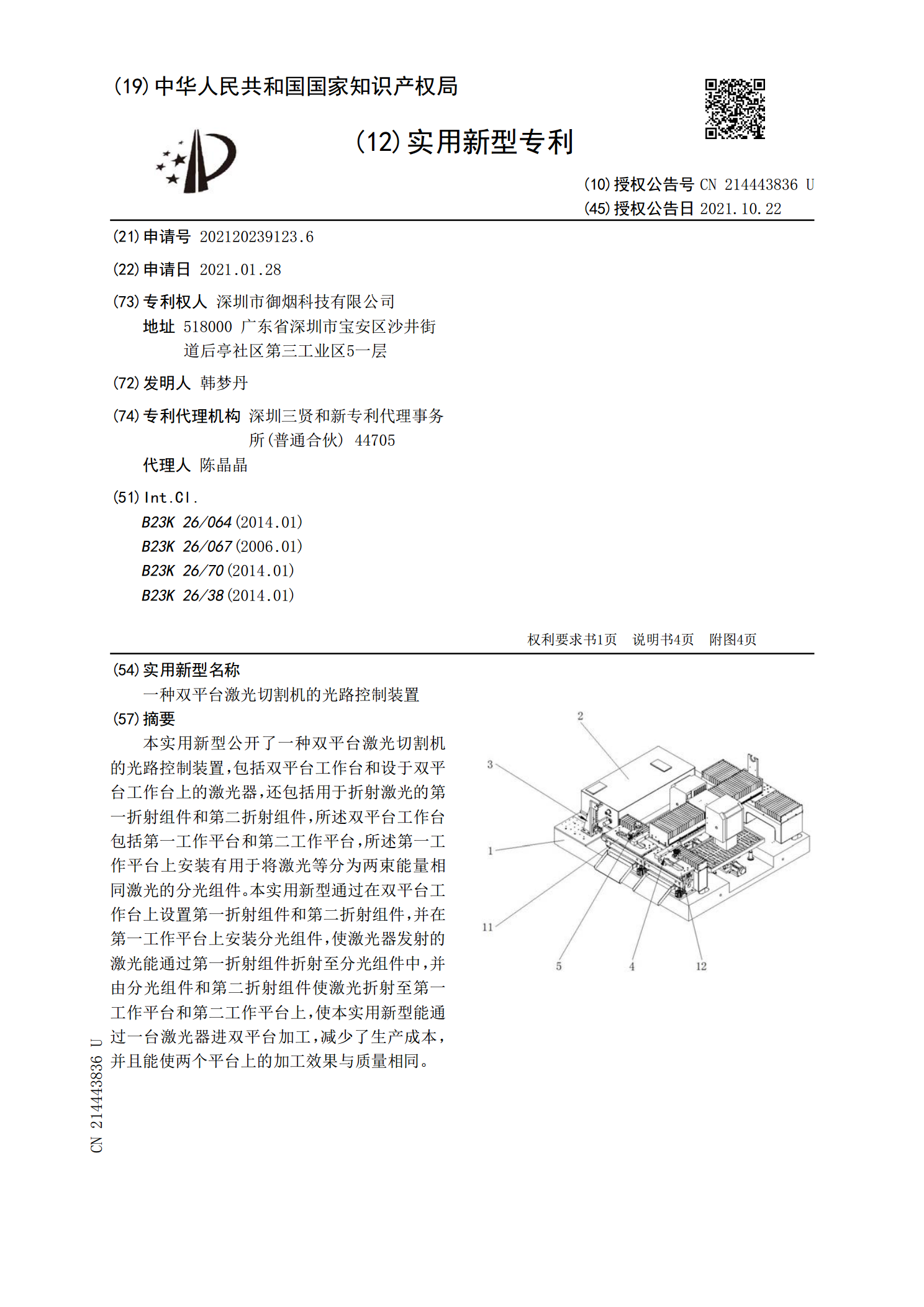
本实用新型公开了一种双平台激光切割机的光路控制装置,包括双平台工作台和设于双平台工作台上的激光器,还包括用于折射激光的第一折射组件和第二折射组件,所述双平台工作台包括第一工作平台和第二工作平台,所述第一工作平台上安装有用于将激光等分为两束能量相同激光的分光组件。本实用新型通过在双平台工作台上设置第一折射组件和第二折射组件,并在第一工作平台上安装分光组件,使激光器发射的激光能通过第一折射组件折射至分光组件中,并由分光组件和第二折射组件使激光折射至第一工作平台和第二工作平台上,使本实用新型能通过一台激光器进双

一种激光切割机等长光路结构.pdf
本发明创造公开了一种激光切割机等长光路结构,包括设置有平行滑轨的运动件基座、依次安装在平行滑轨上的第一安装板、滑板和第二安装板、四个反射镜座及切割头,所述切割头设置在滑板的侧边,所述第一反射镜座固定设置在平行滑轨的前端,所述第二反射镜座和第三反射镜座安装在第二安装板上,所述第四反射镜座设置在切割头的上方,所述第一安装板和第二安装板之间连接有撑杆,所述平行滑轨的侧边还设置有同步带,所述同步带的一端通过固定块固定在运动件基座上,所述同步带通过滑轮组件与所述第一安装板和所述第二安装板联动,所述滑板还设置有可移动