
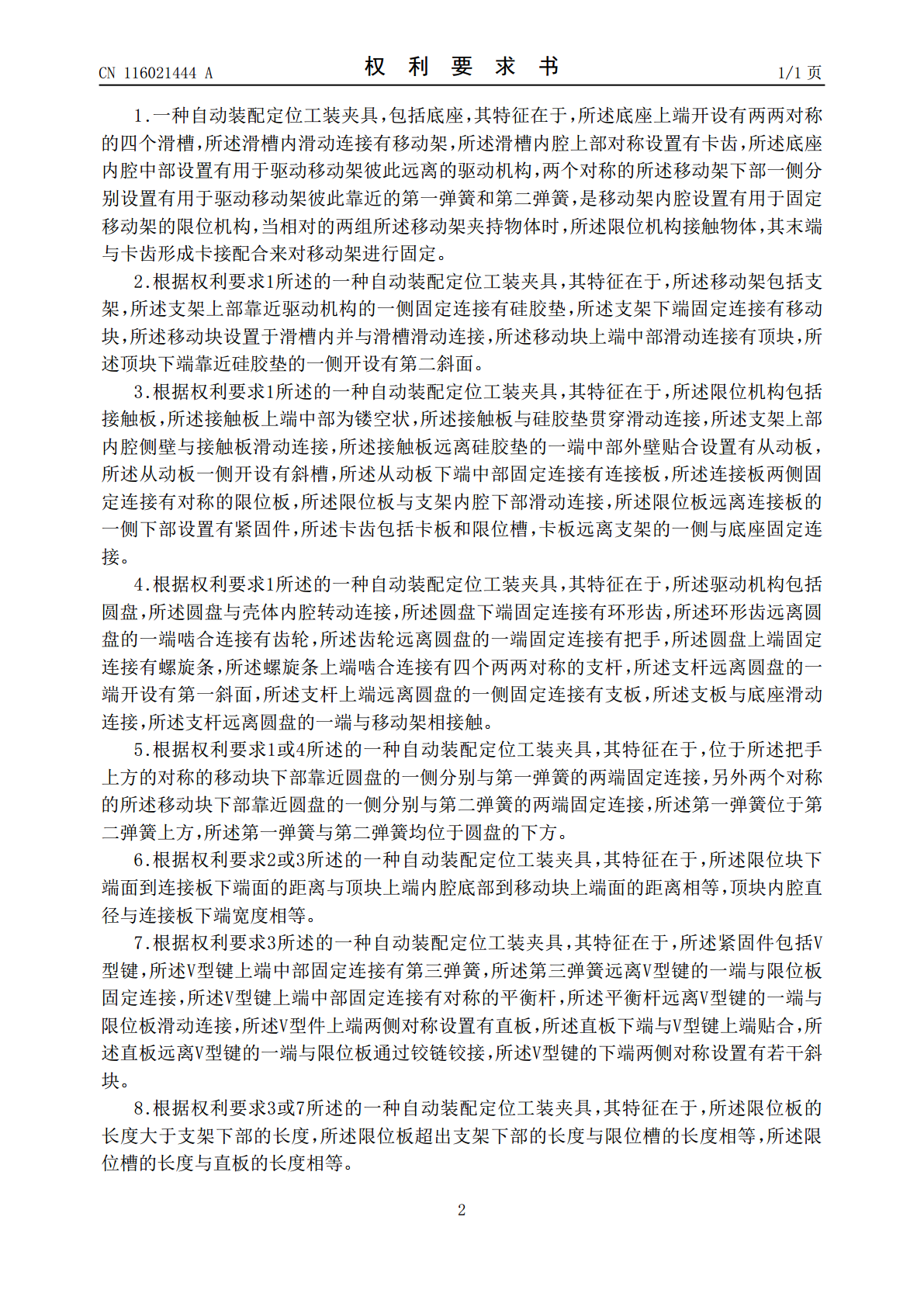
一种自动装配定位工装夹具.pdf

慧红****ad


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动装配定位工装夹具.pdf
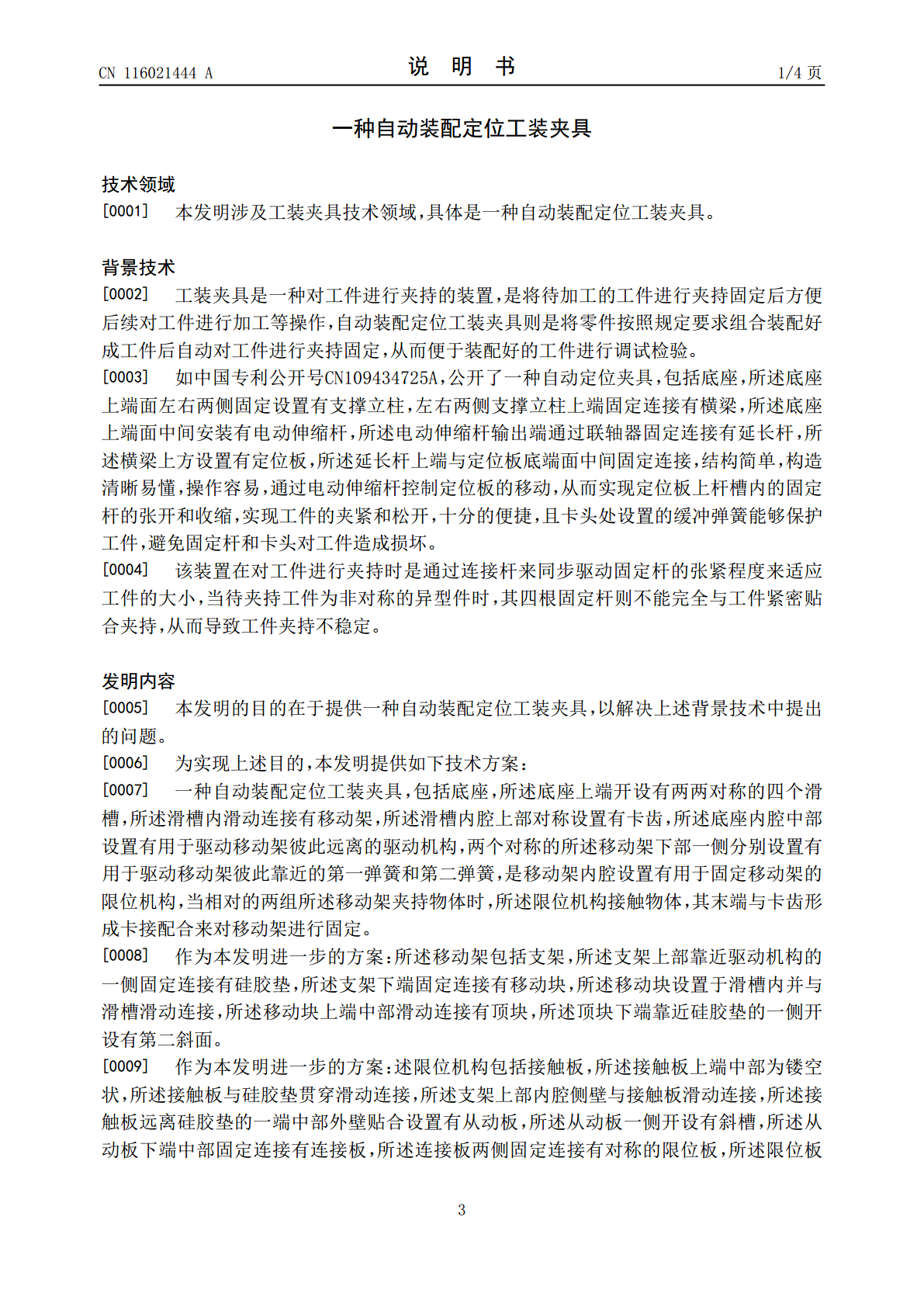
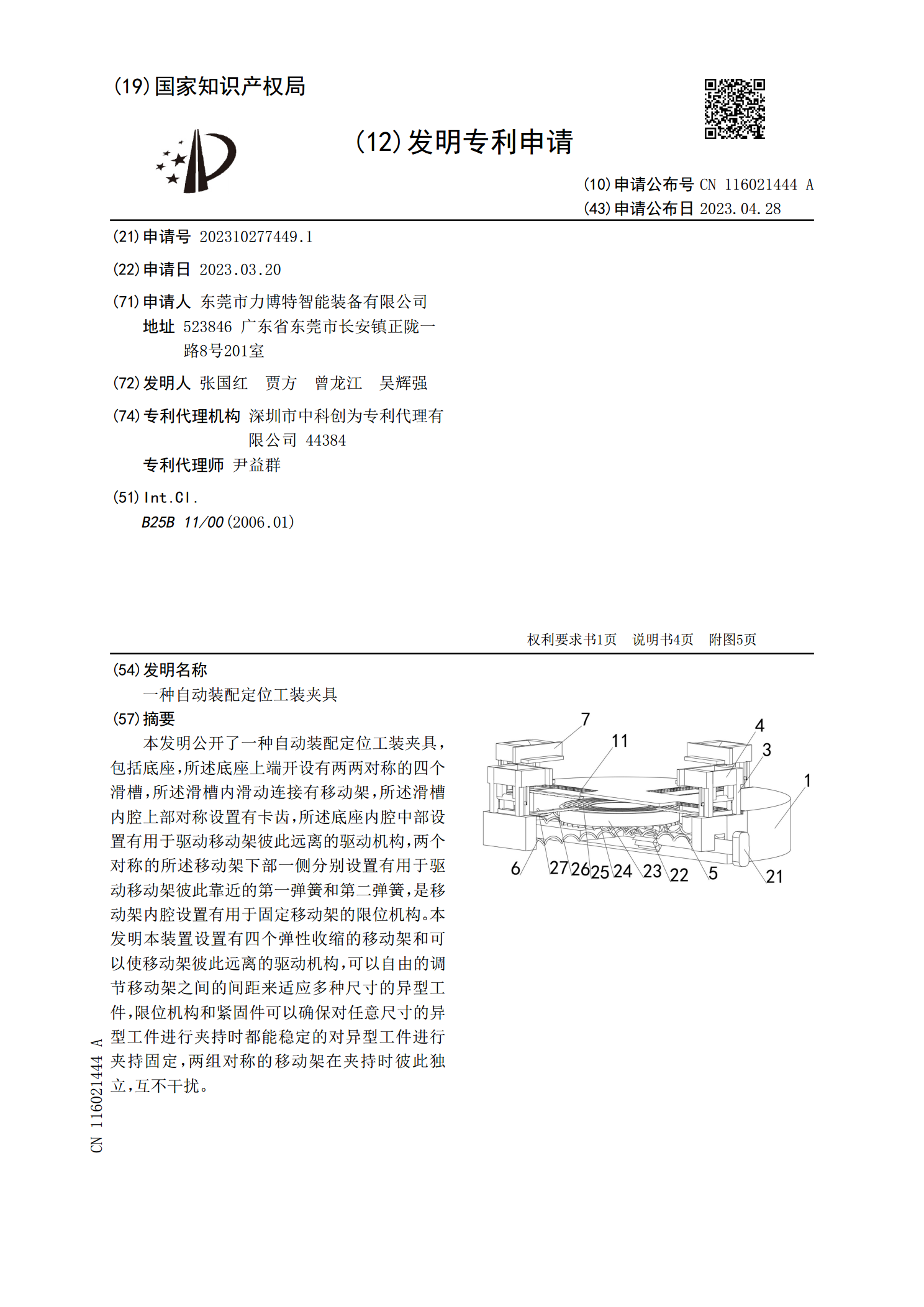
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116021444A(43)申请公布日2023.04.28(21)申请号202310277449.1(22)申请日2023.03.20(71)申请人东莞市力博特智能装备有限公司地址523846广东省东莞市长安镇正陇一路8号201室(72)发明人张国红贾方曾龙江吴辉强(74)专利代理机构深圳市中科创为专利代理有限公司44384专利代理师尹益群(51)Int.Cl.B25B11/00(2006.01)权利要求书1页说明书4页附图5页(54)发明名

一种能自动调整定位的铸件工装夹具.pdf
本发明公开了一种能自动调整定位的铸件工装夹具,包括PLC、气管、压力传感器、底板、转角油缸、正反转电机、设置在转角油缸顶部的自动锁紧把手和基准旋转盘,基准旋转盘通过若干个自动锁紧销与底板固定连接;基准旋转盘沿圆周方向均匀设置有若干个基准定位块和若干个第一轴向通孔;每个基准定位块中均设有第二轴向通孔;基准旋转盘的顶部同轴设有一顶升圆台。采用上述结构后,压力传感器能检测铸件是否装夹到位,当未安装到位时,PLC将指令自动锁紧把手及自动锁紧销解除锁紧,正反转电机正转,顶升圆台将铸件顶升;正反转电机反转,带动基准旋

一种铸件工装夹具的自动调整定位方法.pdf
本发明公开了一种铸件工装夹具的自动调整定位方法,包括铸件工装夹具的安装、铸件初步装夹、铸件初步装夹到位检测、铸件顶升、基准定位块旋转:正反转电机反转,带动基准旋转盘及位于基准旋转盘上的基准定位块旋转、铸件再次装夹、以及铸件再次装夹到位检测等步骤。采用上述方法后,上述压力传感器能检测铸件是否装夹到位,当未安装到位时,PLC将指令自动锁紧把手及自动锁紧销解除锁紧。正反转电机正转,顶升圆台能将待准确定位的铸件顶升;然后,正反转电机反转,带动基准旋转盘旋转一定角度后;正反转电机继续正转,顶升圆台下降,使铸件与基准

一种定位工装夹具.pdf
本实用新型涉及一种定位工装夹具,它包括工装底板(1),所述工装底板(1)上设置有V型定位块(2),所述V型定位块(2)前方设置有夹紧座(3),所述V型定位块(2)和夹紧座(3)之间设置有左右两个辅助夹紧块(4),所述辅助夹紧块(4)上设置有第一法兰螺母(5)和夹紧螺栓(6),所述夹紧座(3)上设置有第二法兰螺母(7)和夹紧丝杆(8),所述夹紧丝杆(8)后端设置有工装夹钳(9)。本实用新型一种定位工装夹具,它能够有效保证产品定位精度,大大提高了产品质量和合格率。
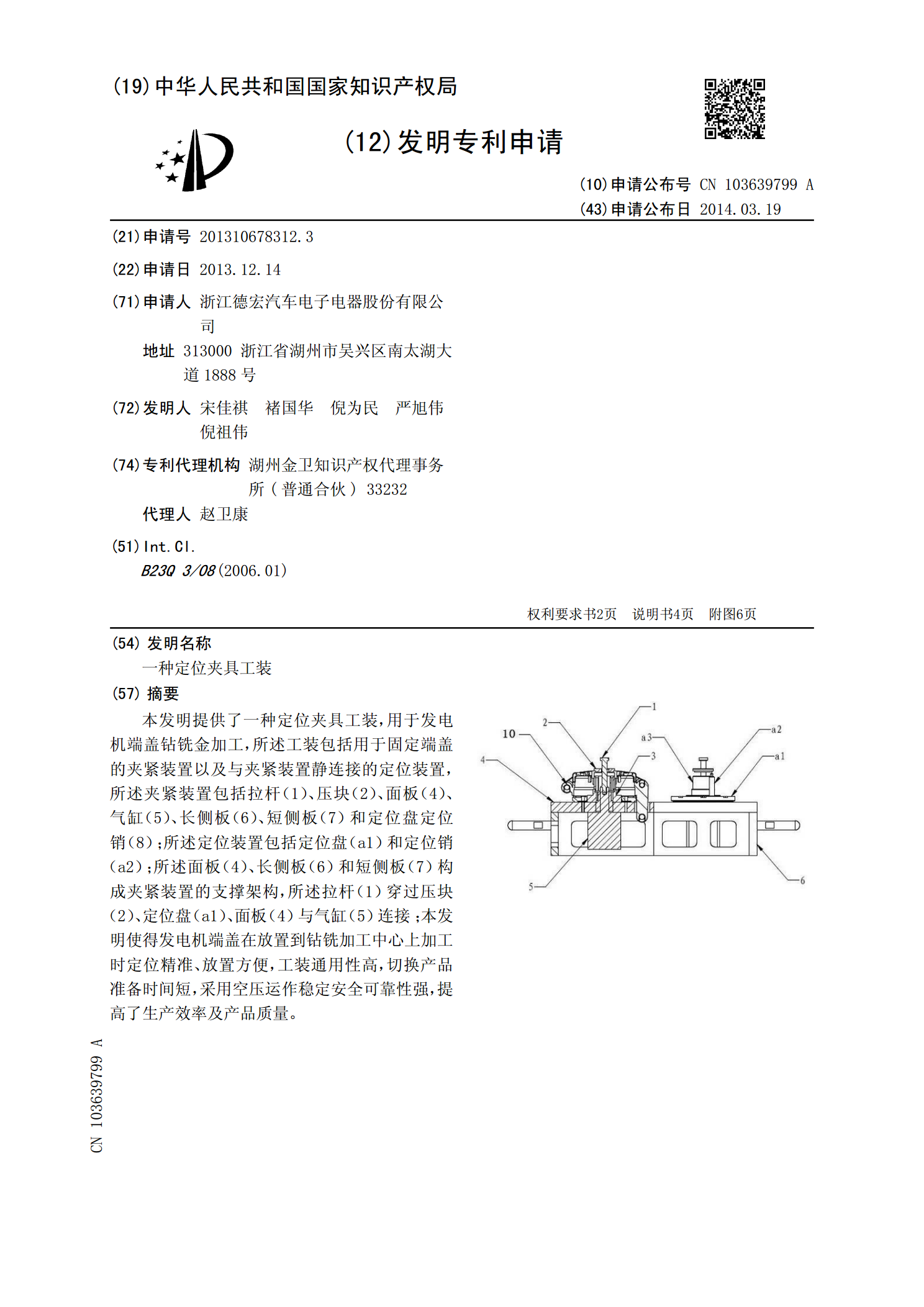
一种定位夹具工装.pdf
本发明提供了一种定位夹具工装,用于发电机端盖钻铣金加工,所述工装包括用于固定端盖的夹紧装置以及与夹紧装置静连接的定位装置,所述夹紧装置包括拉杆(1)、压块(2)、面板(4)、气缸(5)、长侧板(6)、短侧板(7)和定位盘定位销(8);所述定位装置包括定位盘(a1)和定位销(a2);所述面板(4)、长侧板(6)和短侧板(7)构成夹紧装置的支撑架构,所述拉杆(1)穿过压块(2)、定位盘(a1)、面板(4)与气缸(5)连接;本发明使得发电机端盖在放置到钻铣加工中心上加工时定位精准、放置方便,工装通用性高,切换产