
激光钎焊焊接缺陷和控制方法分析.docx

一只****签网


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光钎焊焊接缺陷和控制方法分析.docx
激光钎焊焊接缺陷和控制方法分析【摘要】本文对顶盖激光钎焊工艺的工艺特点进行了介绍,阐述了产生焊接缺陷的原因,并提出了解决措施。在实际生产中由于相关因素的变化过于频繁,导致焊缝缺陷时有发生,给生产和质量控制带来困难,气孔、“咬边”和焊缝填料不连续为常见的焊接缺陷类型。【关键词】激光;焊接;咬边激光焊接是汽车生产中新兴的焊接领域,将光学加工应用于金属加工领域,为薄板焊接开辟了新的领域,通过激光的薄板焊接降低了汽车车身的质量,增加汽车车身的强度,同时也改善了汽车零件加工的焊接工艺,提供了新的解决思路。随着激光焊

激光钎焊焊接缺陷和控制方法分析.docx
激光钎焊焊接缺陷和控制方法分析【摘要】本文对顶盖激光钎焊工艺的工艺特点进行了介绍,阐述了产生焊接缺陷的原因,并提出了解决措施。在实际生产中由于相关因素的变化过于频繁,导致焊缝缺陷时有发生,给生产和质量控制带来困难,气孔、“咬边”和焊缝填料不连续为常见的焊接缺陷类型。【关键词】激光;焊接;咬边激光焊接是汽车生产中新兴的焊接领域,将光学加工应用于金属加工领域,为薄板焊接开辟了新的领域,通过激光的薄板焊接降低了汽车车身的质量,增加汽车车身的强度,同时也改善了汽车零件加工的焊接工艺,提供了新的解决思路。随着激光焊

常见焊接缺陷的分析和控制.docx
常见焊接缺陷的分析和控制在加工制造中,焊接常被用于将两个或多个金属材料连接在一起。然而,即使由具有丰富经验和高技能水平的焊接工人进行焊接,仍有可能出现焊接缺陷。这些缺陷可能会影响焊缝的强度,从而降低焊接的质量和可靠性。因此,分析和控制常见焊接缺陷是至关重要的。一、焊接缺陷的种类1.裂纹:焊接过程中,当焊接区域受到过热和变形的影响时,焊接材料容易产生裂痕。裂纹分为热裂和冷裂两种,它们的产生原因和特点不同。2.气孔:气孔是常见的焊接缺陷之一,它是由于焊接材料或底材中残留的气体在焊接过程中产生的。在焊接过程中,
加工待钎焊接头的方法、加工钎焊接头的方法和主动钎焊接头.pdf
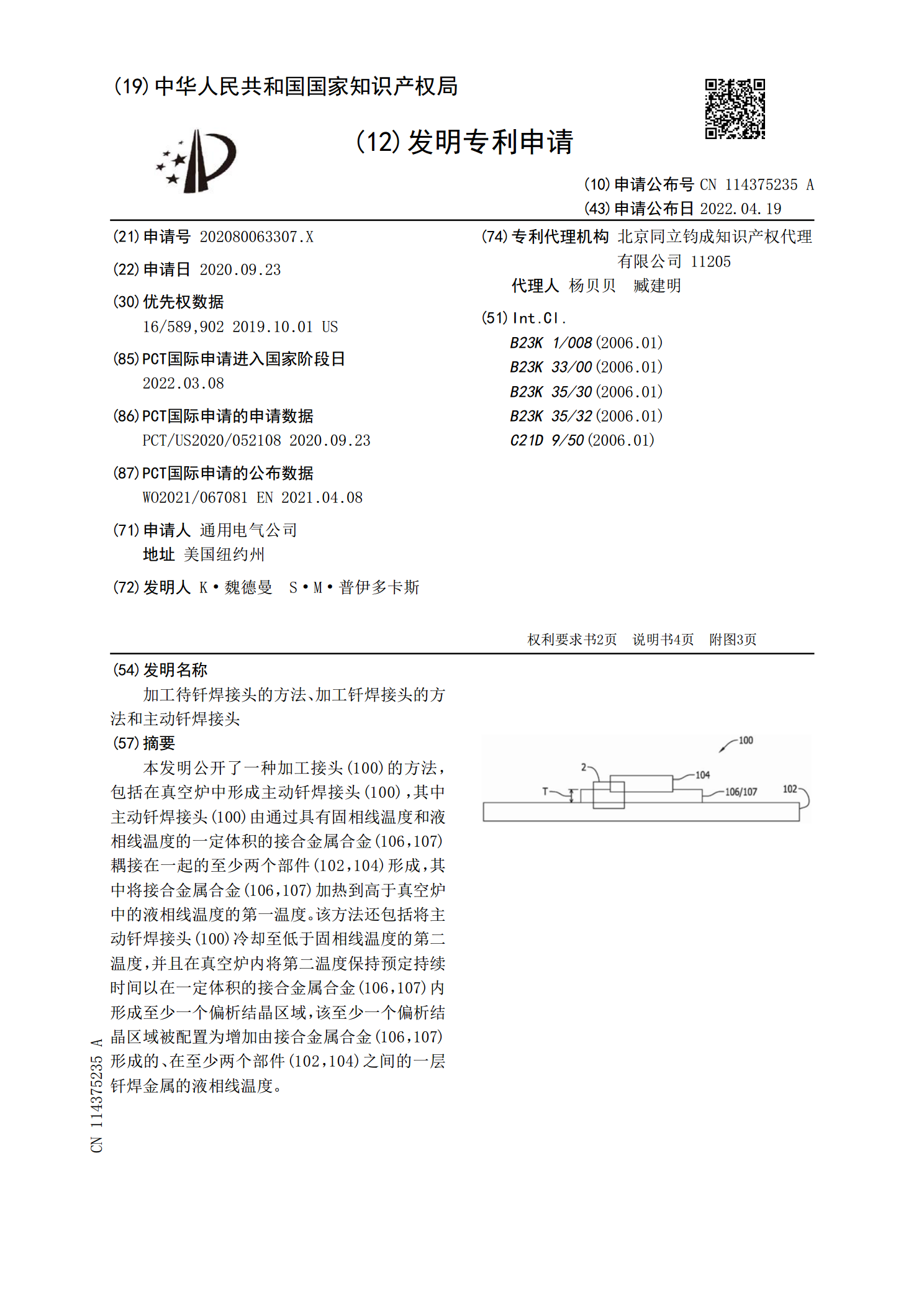
本发明公开了一种加工接头(100)的方法,包括在真空炉中形成主动钎焊接头(100),其中主动钎焊接头(100)由通过具有固相线温度和液相线温度的一定体积的接合金属合金(106,107)耦接在一起的至少两个部件(102,104)形成,其中将接合金属合金(106,107)加热到高于真空炉中的液相线温度的第一温度。该方法还包括将主动钎焊接头(100)冷却至低于固相线温度的第二温度,并且在真空炉内将第二温度保持预定持续时间以在一定体积的接合金属合金(106,107)内形成至少一个偏析结晶区域,该至少一个偏析结晶区

轿车顶盖激光钎焊焊缝缺陷原因分析.docx
轿车顶盖激光钎焊焊缝缺陷原因分析随着汽车行业的快速发展,轿车生产技术不断更新换代,越来越多的生产商采用激光钎焊技术来加工轿车顶盖。但是,激光钎焊技术也存在一些缺陷,常见的如焊缝质量差、焊接缺陷严重、焊接固定力度不足等。本文将从轿车顶盖激光钎焊焊缝的缺陷原因分析入手,为读者介绍激光钎焊技术的优势与缺陷,以及如何有效地减少焊缝缺陷。一、激光钎焊技术的优越性激光钎焊技术是一种高效、高速、高精度的焊接技术,拥有以下突出的优势:1.高强度:激光钎焊技术的焊缝具有高强度和高硬度,可有效改善车身结构刚度,提高车身强度和