
一种前置油缸吊耳焊接工装.pdf

增梅****主啊

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种前置油缸吊耳焊接工装.pdf
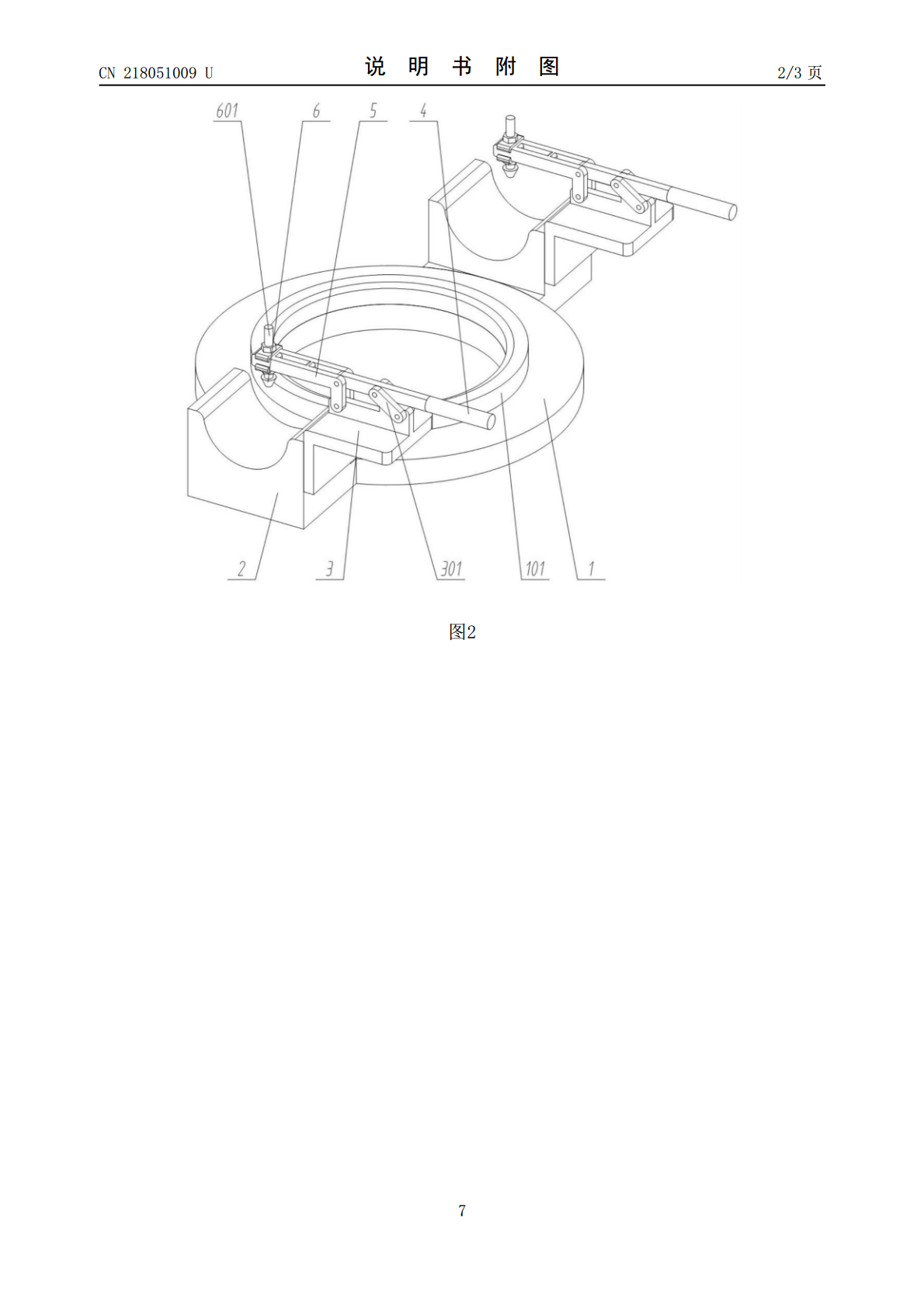
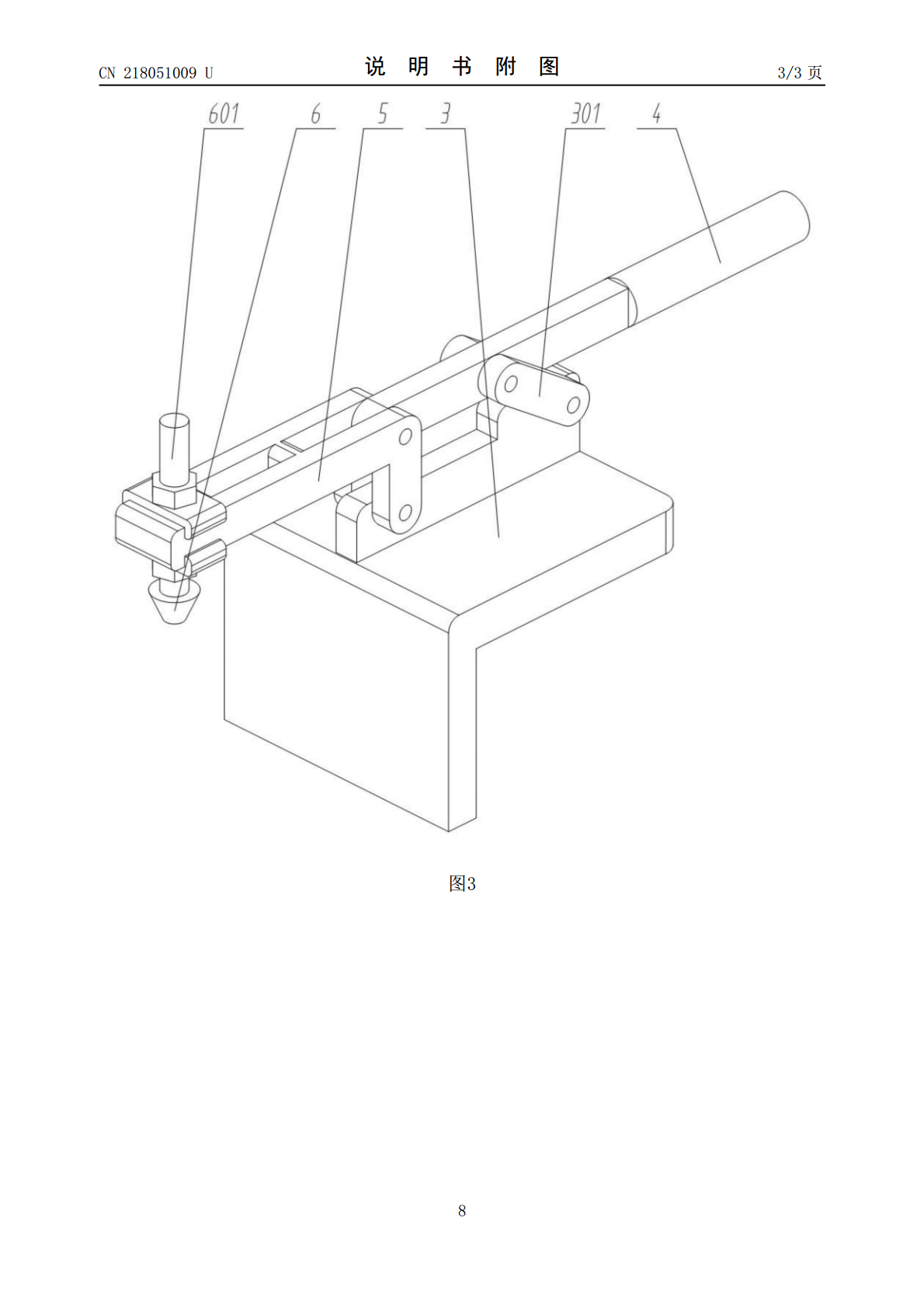
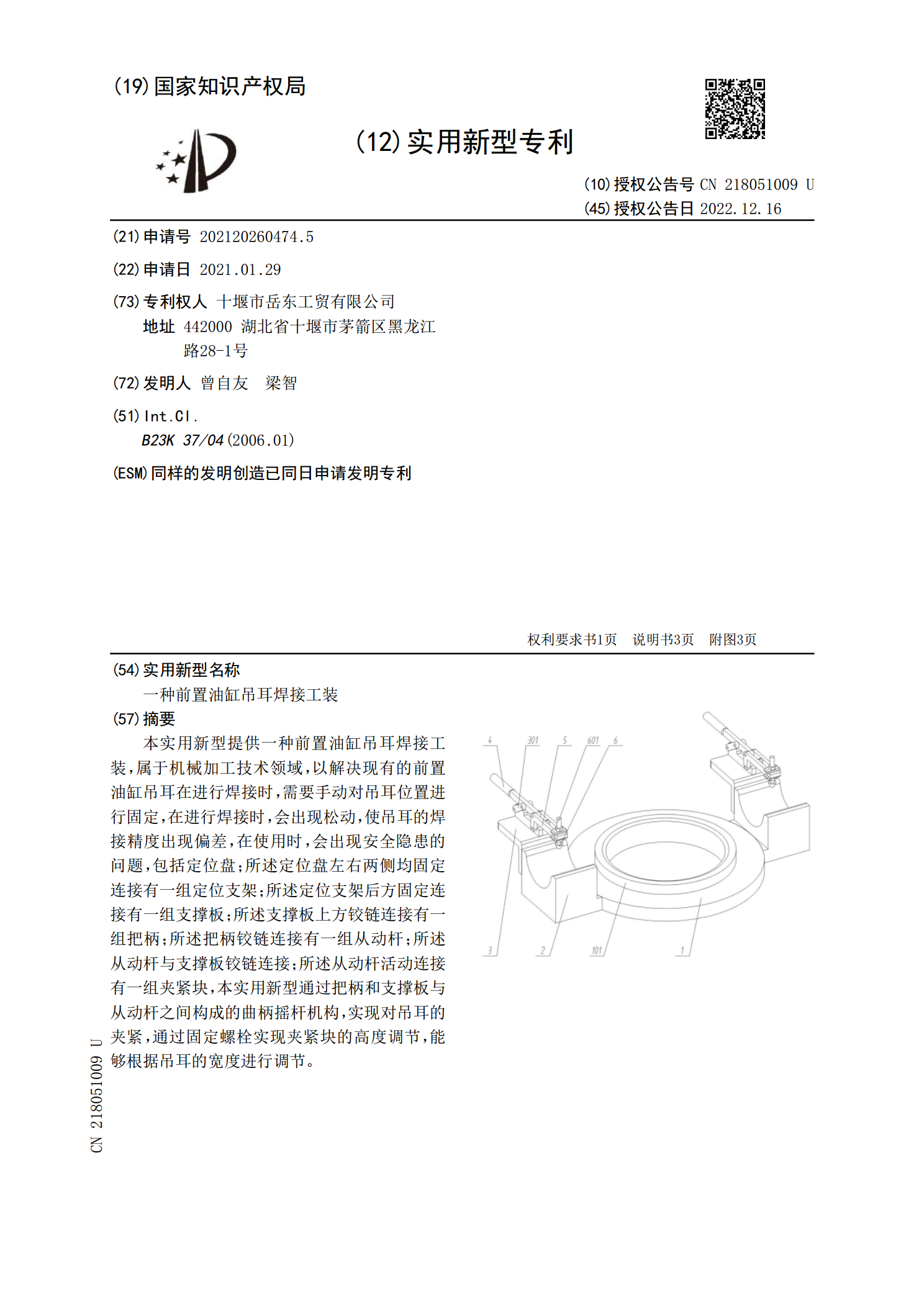
本实用新型提供一种前置油缸吊耳焊接工装,属于机械加工技术领域,以解决现有的前置油缸吊耳在进行焊接时,需要手动对吊耳位置进行固定,在进行焊接时,会出现松动,使吊耳的焊接精度出现偏差,在使用时,会出现安全隐患的问题,包括定位盘;所述定位盘左右两侧均固定连接有一组定位支架;所述定位支架后方固定连接有一组支撑板;所述支撑板上方铰链连接有一组把柄;所述把柄铰链连接有一组从动杆;所述从动杆与支撑板铰链连接;所述从动杆活动连接有一组夹紧块,本实用新型通过把柄和支撑板与从动杆之间构成的曲柄摇杆机构,实现对吊耳的夹紧,通过
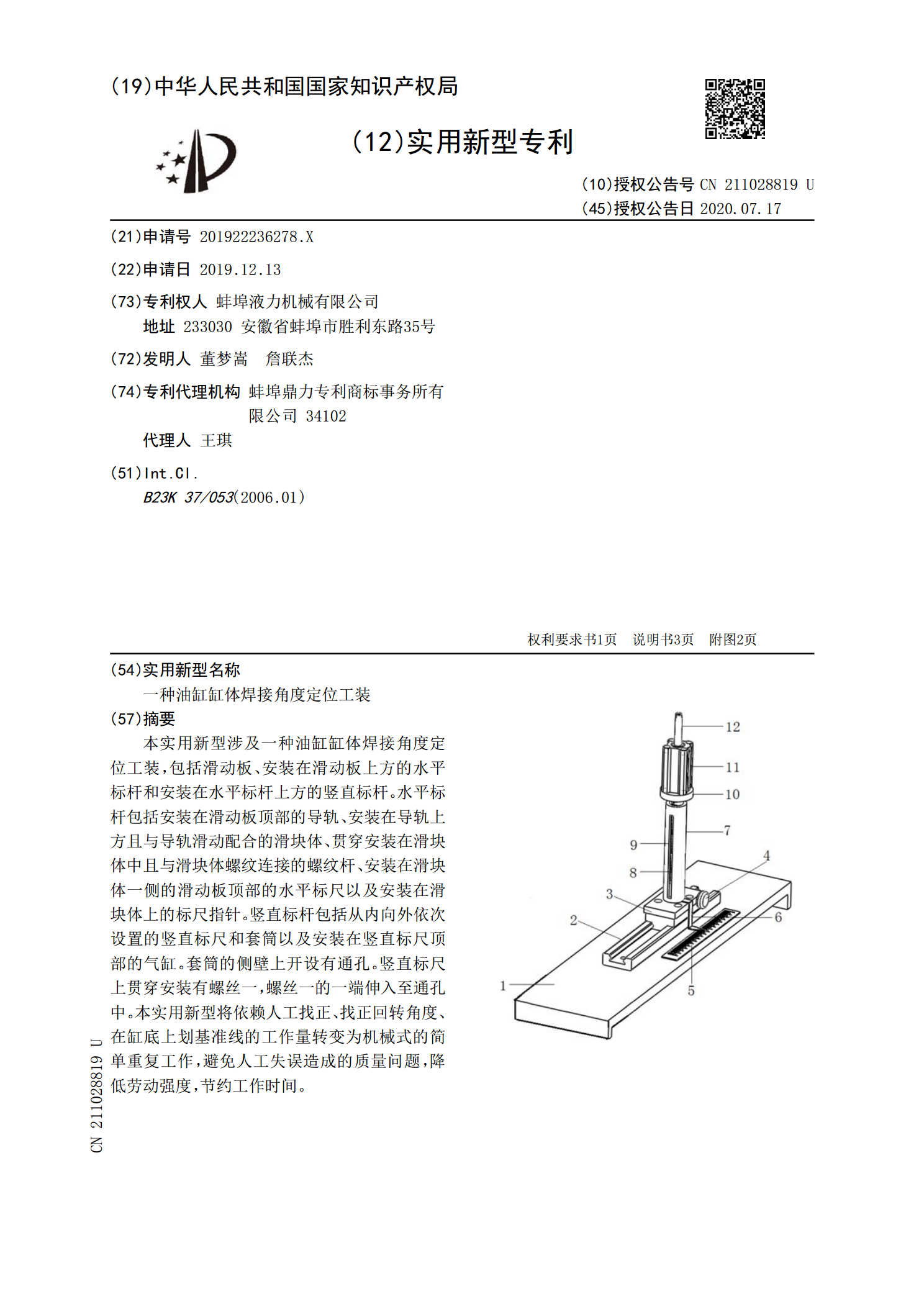
一种油缸缸体焊接角度定位工装.pdf
本实用新型涉及一种油缸缸体焊接角度定位工装,包括滑动板、安装在滑动板上方的水平标杆和安装在水平标杆上方的竖直标杆。水平标杆包括安装在滑动板顶部的导轨、安装在导轨上方且与导轨滑动配合的滑块体、贯穿安装在滑块体中且与滑块体螺纹连接的螺纹杆、安装在滑块体一侧的滑动板顶部的水平标尺以及安装在滑块体上的标尺指针。竖直标杆包括从内向外依次设置的竖直标尺和套筒以及安装在竖直标尺顶部的气缸。套筒的侧壁上开设有通孔。竖直标尺上贯穿安装有螺丝一,螺丝一的一端伸入至通孔中。本实用新型将依赖人工找正、找正回转角度、在缸底上划基准

液压油缸筒焊接技术与工装设计研究.docx
液压油缸筒焊接技术与工装设计研究液压油缸筒焊接技术与工装设计研究摘要:液压油缸筒作为液压系统中的重要部件,其安全可靠的焊接技术和高效的工装设计对于提高产品质量具有重要意义。本文从焊接技术和工装设计两个方面进行了研究,探讨了液压油缸筒焊接过程中存在的问题,并提出了相应的解决方法。通过仿真和实验验证,得出了一套适用于液压油缸筒焊接的工艺流程和工装设计方案,为提高焊接质量和生产效率提供了可行性的理论依据。关键词:液压油缸筒;焊接技术;工装设计;质量;生产效率引言液压油缸筒作为液压系统中的核心部件,承担着转换液压
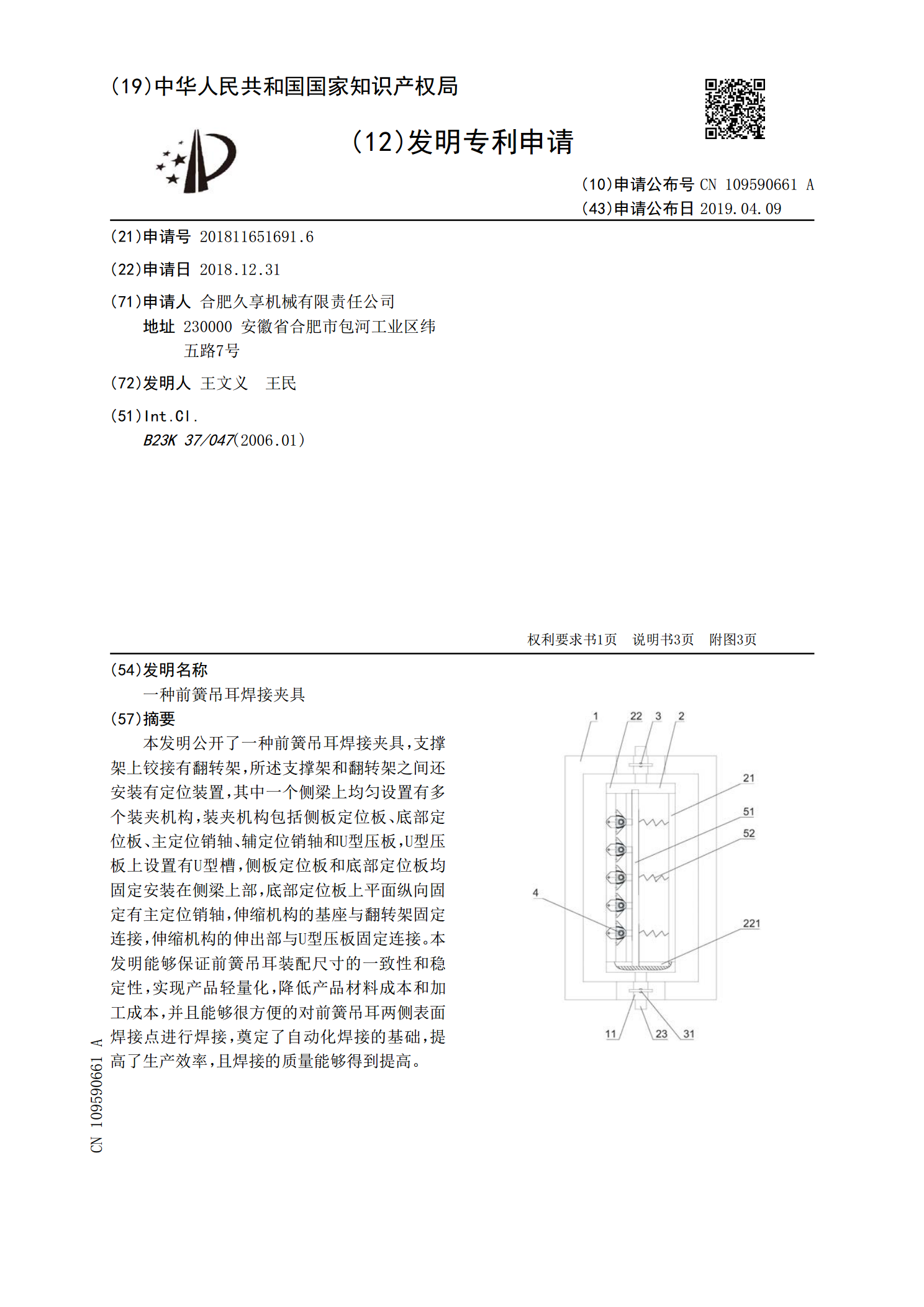
一种前簧吊耳焊接夹具.pdf
本发明公开了一种前簧吊耳焊接夹具,支撑架上铰接有翻转架,所述支撑架和翻转架之间还安装有定位装置,其中一个侧梁上均匀设置有多个装夹机构,装夹机构包括侧板定位板、底部定位板、主定位销轴、辅定位销轴和U型压板,U型压板上设置有U型槽,侧板定位板和底部定位板均固定安装在侧梁上部,底部定位板上平面纵向固定有主定位销轴,伸缩机构的基座与翻转架固定连接,伸缩机构的伸出部与U型压板固定连接。本发明能够保证前簧吊耳装配尺寸的一致性和稳定性,实现产品轻量化,降低产品材料成本和加工成本,并且能够很方便的对前簧吊耳两侧表面焊接点
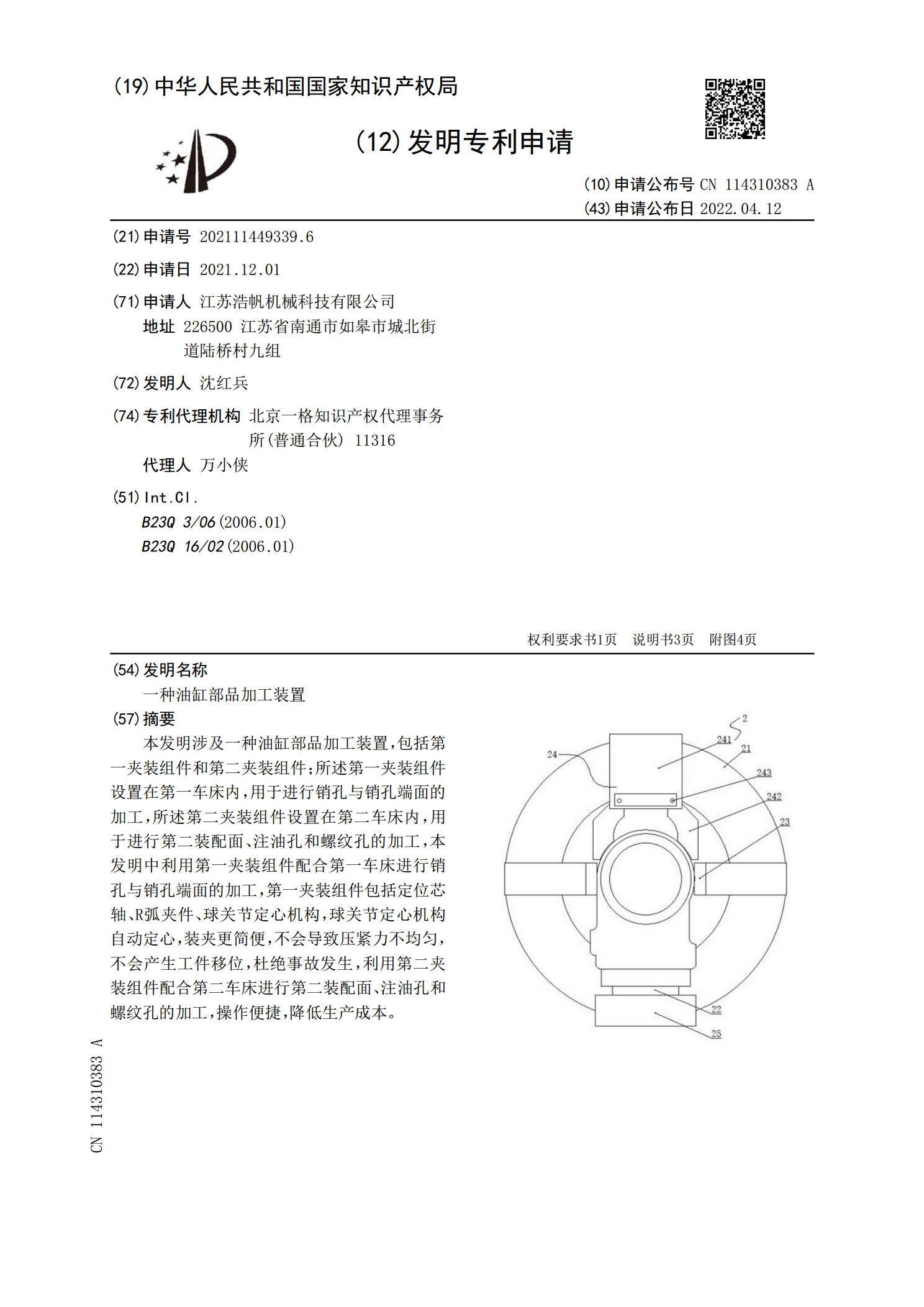
一种油缸部品加工装置.pdf
本发明涉及一种油缸部品加工装置,包括第一夹装组件和第二夹装组件;所述第一夹装组件设置在第一车床内,用于进行销孔与销孔端面的加工,所述第二夹装组件设置在第二车床内,用于进行第二装配面、注油孔和螺纹孔的加工,本发明中利用第一夹装组件配合第一车床进行销孔与销孔端面的加工,第一夹装组件包括定位芯轴、R弧夹件、球关节定心机构,球关节定心机构自动定心,装夹更简便,不会导致压紧力不均匀,不会产生工件移位,杜绝事故发生,利用第二夹装组件配合第二车床进行第二装配面、注油孔和螺纹孔的加工,操作便捷,降低生产成本。