
链式输送机工艺链同步问题的解决.doc

子安****吖吖


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

链式输送机工艺链同步问题的解决.doc
链式输送机工艺链同步问题的解决链式输送机工艺链同步问题的解决链式输送机工艺链同步问题的解决机械化链式输送机同步问题的解决施有宝(1),孙大龙(2),金银生(3),张亚军(4)奇瑞汽车股份有限公司【摘要】本文围绕奇瑞汽车股份有限公司涂装一车间涂装生产线机械化链式输送机的同步问题,进行探究和改善。前言涂装车间基本上是流水线作业,其多采用链式输送机,因为动力强劲、结构简单、技术成熟、造价低廉而被广泛使用,尤以4寸、6寸空中型或地面型输送机使用最广。而链式输送机系统为保证各工艺的节拍相当,产能的均衡,其各工艺链以

链式输送机工艺链同步问题的解决.doc
链式输送机工艺链同步问题的解决链式输送机工艺链同步问题的解决链式输送机工艺链同步问题的解决机械化链式输送机同步问题的解决施有宝(1),孙大龙(2),金银生(3),张亚军(4)奇瑞汽车股份有限公司【摘要】本文围绕奇瑞汽车股份有限公司涂装一车间涂装生产线机械化链式输送机的同步问题,进行探究和改善。前言涂装车间基本上是流水线作业,其多采用链式输送机,因为动力强劲、结构简单、技术成熟、造价低廉而被广泛使用,尤以4寸、6寸空中型或地面型输送机使用最广。而链式输送机系统为保证各工艺的节拍相当,产能的均衡,其各工艺链以
链式输送机及用于链式输送机的耦接链节.pdf
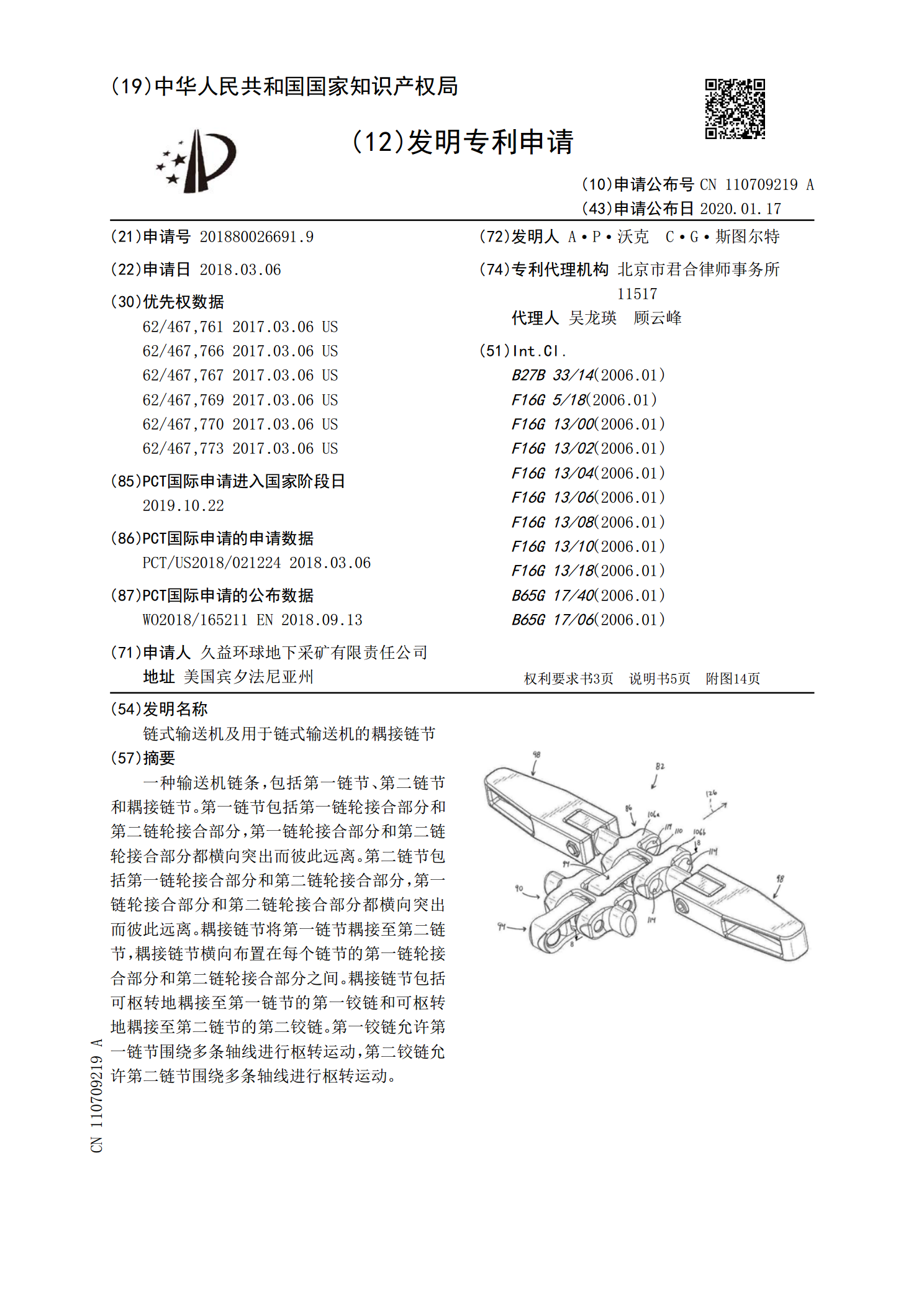
一种输送机链条,包括第一链节、第二链节和耦接链节。第一链节包括第一链轮接合部分和第二链轮接合部分,第一链轮接合部分和第二链轮接合部分都横向突出而彼此远离。第二链节包括第一链轮接合部分和第二链轮接合部分,第一链轮接合部分和第二链轮接合部分都横向突出而彼此远离。耦接链节将第一链节耦接至第二链节,耦接链节横向布置在每个链节的第一链轮接合部分和第二链轮接合部分之间。耦接链节包括可枢转地耦接至第一链节的第一铰链和可枢转地耦接至第二链节的第二铰链。第一铰链允许第一链节围绕多条轴线进行枢转运动,第二铰链允许第二链节围绕
链式输送机及其链节.pdf
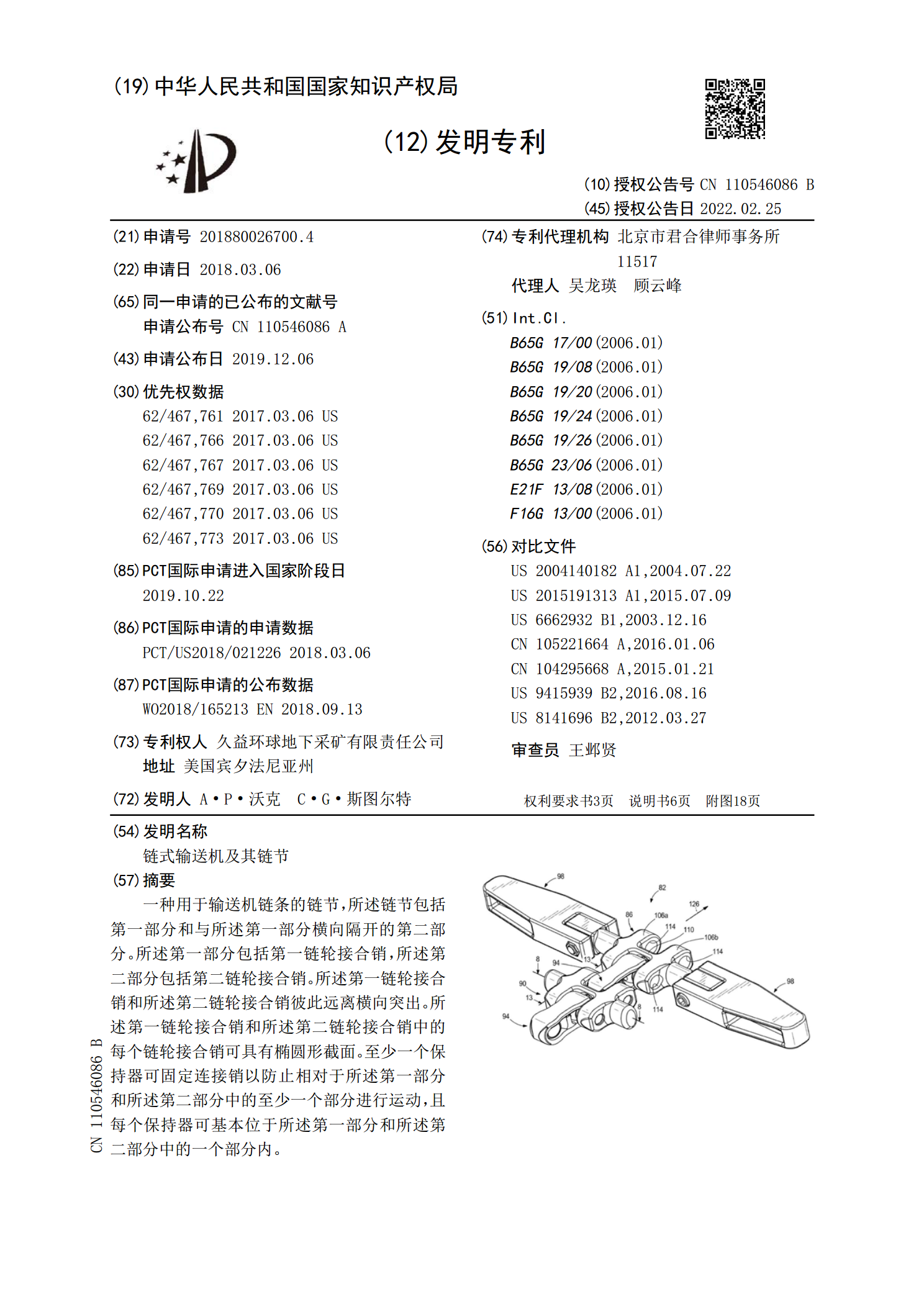
一种用于输送机链条的链节,所述链节包括第一部分和与所述第一部分横向隔开的第二部分。所述第一部分包括第一链轮接合销,所述第二部分包括第二链轮接合销。所述第一链轮接合销和所述第二链轮接合销彼此远离横向突出。所述第一链轮接合销和所述第二链轮接合销中的每个链轮接合销可具有椭圆形截面。至少一个保持器可固定连接销以防止相对于所述第一部分和所述第二部分中的至少一个部分进行运动,且每个保持器可基本位于所述第一部分和所述第二部分中的一个部分内。

用于链式输送机的环链及其水平链节.pdf
本发明涉及一种用于供采矿使用的链式输送机的环链,所述环链带有具有恒定的横截面轮廓的竖直链节,所述竖直链节在内侧上设有圆弧而在外侧上优选设置平的部分,且所述环链带有水平链节(310),水平链节(310)具有前部(311)、纵边(312)以及椭圆内孔(313)。为了提供高强度环链,纵边(312)在外侧(341)上至少在与上侧和下侧相邻处包括球状表面,和/或水平链节(310)在前部(311)进入到纵边(312)的过渡处包括拐角区域(345),纵边(312)在其顶侧和底侧上至少在所述拐角区域(345)中局部设有凹