
偏心轴的车削加工(课件).ppt

仙人****88


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

偏心轴的车削加工(课件).ppt
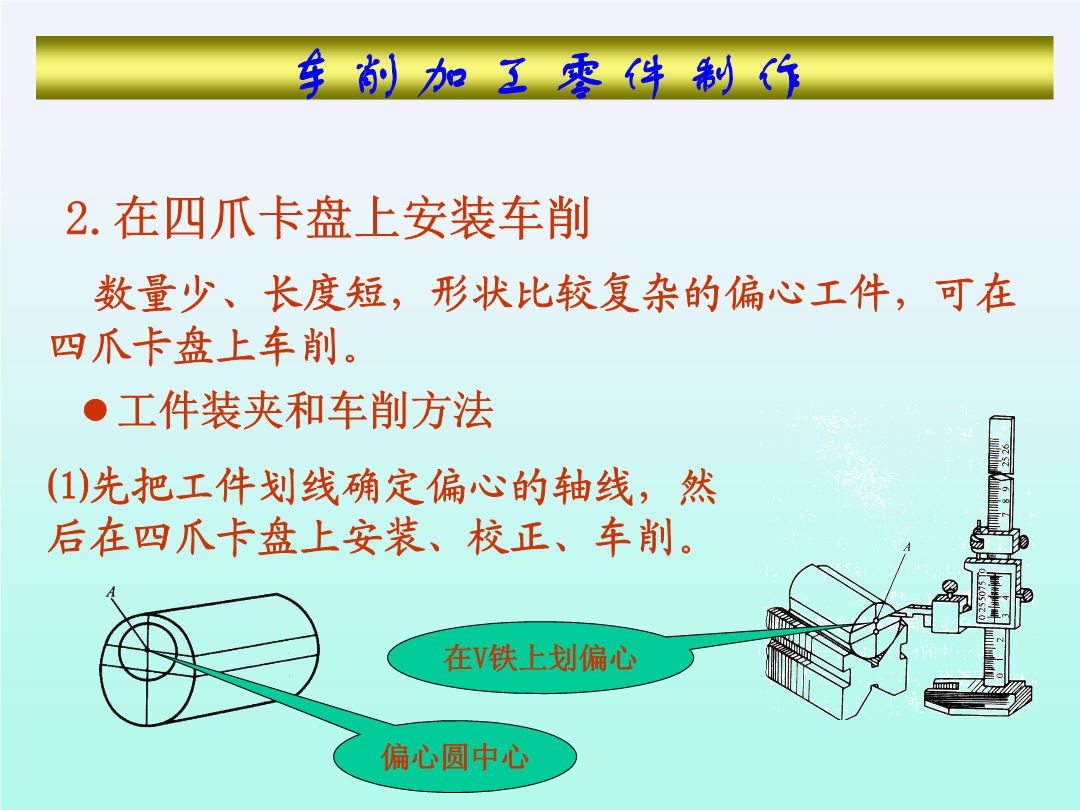
●在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都采用偏心零件来完成。车削加工零件制作●当外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件。车削加工零件制作车削加工零件制作车削加工零件制作车削加工零件制作1.在三爪卡盘上安装车削●工件的装夹和车削方法2.在四爪卡盘上安装车削⑵将工件垫上薄铜皮,夹紧后,让尾座顶尖接近工件,调整卡爪位置,使顶尖对准偏心圆中心(图中的A点),然后移去尾座。⑶使划针对准工件外圆侧素线校正水平,转过90o,校正另一条侧素线。然后校正偏心

偏心轴的车削加工.ppt
车削加工零件制作车削加工零件制作车削加工零件制作车削加工零件制作车削加工零件制作●在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都采用偏心零件来完成。●当外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件。1.轴心线为基准线。车削加工零件制作车削加工零件制作车削加工零件制作车削加工零件制作车削加工零件制作一.在三爪卡盘上车削●垫片厚度χ计算公式●工件的装夹和车削方法二.在四爪卡盘上车削⑵将工件垫上薄铜皮,夹紧后,让尾座顶尖接近工件,调整卡爪位置,使顶尖对准偏心圆

偏心轴的车削加工.ppt
常见的偏心轴偏心轴的加工工艺偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺三.用双卡盘车削偏心工件加工前先调偏心距:先用一根加工好的心轴装夹在三爪卡盘上,并校正。然后调整四爪单动卡盘,将心轴中心偏移一个工件的偏心距,卸下心轴,就可以装夹工件进行加工。四.用花盘车削偏心工件偏心轴的加工工艺六.用两顶尖车削偏心工件偏心

偏心轴的车削加工.ppt
偏心轴的加工工艺常见的偏心轴偏心轴的加工工艺偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺三.用双卡盘车削偏心工件加工前先调偏心距:先用一根加工好的心轴装夹在三爪卡盘上,并校正。然后调整四爪单动卡盘,将心轴中心偏移一个工件的偏心距,卸下心轴,就可以装夹工件进行加工。四.用花盘车削偏心工件偏心轴的加工工艺六.用两顶尖

完成偏心轴的车削加工.ppt
偏心轴的加工工艺偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺车削加工零件制作偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺偏心轴的加工工艺三.用双卡盘车削偏心工件加工前先调偏心距:先用一根加工好的心轴装夹在三爪卡盘上,并校正。然后调整四爪单动卡盘,将心轴中心偏移一个工件的偏心距,卸下心轴,就可以装夹工件进行加工。四.用花盘车削偏心工件偏心轴的加工工艺六.用两顶尖车削偏心工件偏心轴的加工工艺