
铝合金板锭铸造工艺技术操作规程样本.doc

文阁****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铝合金板锭铸造工艺技术操作规程样本.doc
铝合金板锭锻造工艺技术操作规程一工艺流程不合格精炼剂/N 2、CCl4精炼CCl4+N2合格配料、熔炼搅拌、扒渣取样分析炉内精炼、温度调节及静置变质解决在线除气陶瓷板过滤铸造锻造前准备:设备检查及工具准备锯切成品铸锭检查、称重、标记入库调节成分Al-Ti-B丝头尾料、废品二工艺操作1锻造工艺参数(详见附表)2锻造前准备(1)上岗前要穿戴好劳保用品。(2)查看上班记录及当班工艺卡片,明确当班工作任务。(3)检查锻造井、在线精炼装置、过滤盆、Al-Ti-B丝喂料机等与否正常,水盘翻板启动与否正常,底座升降与否

铝合金扁锭铸造工艺技术优化研究的开题报告.docx
铝合金扁锭铸造工艺技术优化研究的开题报告一、选题背景随着现代工业的发展,铝合金扁锭在航空航天、汽车等领域的应用越来越广泛,越来越受到人们的关注。而铝合金扁锭的品质与性能不仅直接影响到产品的质量和使用寿命,而且铸造工艺对产品品质的影响很大。因此,铝合金扁锭铸造工艺技术的优化研究具有重要的意义。二、研究目的本研究旨在通过对铝合金扁锭铸造工艺的优化研究,提高铝合金扁锭的品质和性能,降低生产成本,为铝合金扁锭应用领域的发展提供技术支持。三、研究内容1.对铝合金扁锭铸造工艺的现有技术进行综述和评估,明确发展方向和研

铝合金扁锭铸造工艺技术优化研究的任务书.docx
铝合金扁锭铸造工艺技术优化研究的任务书任务书题目:铝合金扁锭铸造工艺技术优化研究任务背景:铝合金扁锭是铝锭加工的一种重要形式,在铝合金产业链中具有重要作用。随着铝合金加工工艺的发展,铝合金扁锭的需求量不断增加。然而,在铸造过程中存在着一系列问题,如铸造缺陷频发、成本高等,直接影响了铝合金扁锭的质量和生产效率。因此,对铝合金扁锭铸造工艺技术进行优化研究,提高铸造效率和产品质量,对推动铝合金产业的健康发展具有重要意义。任务目标:本研究旨在通过铝合金扁锭铸造工艺技术优化,提高铝合金扁锭的生产效率和产品质量。具体
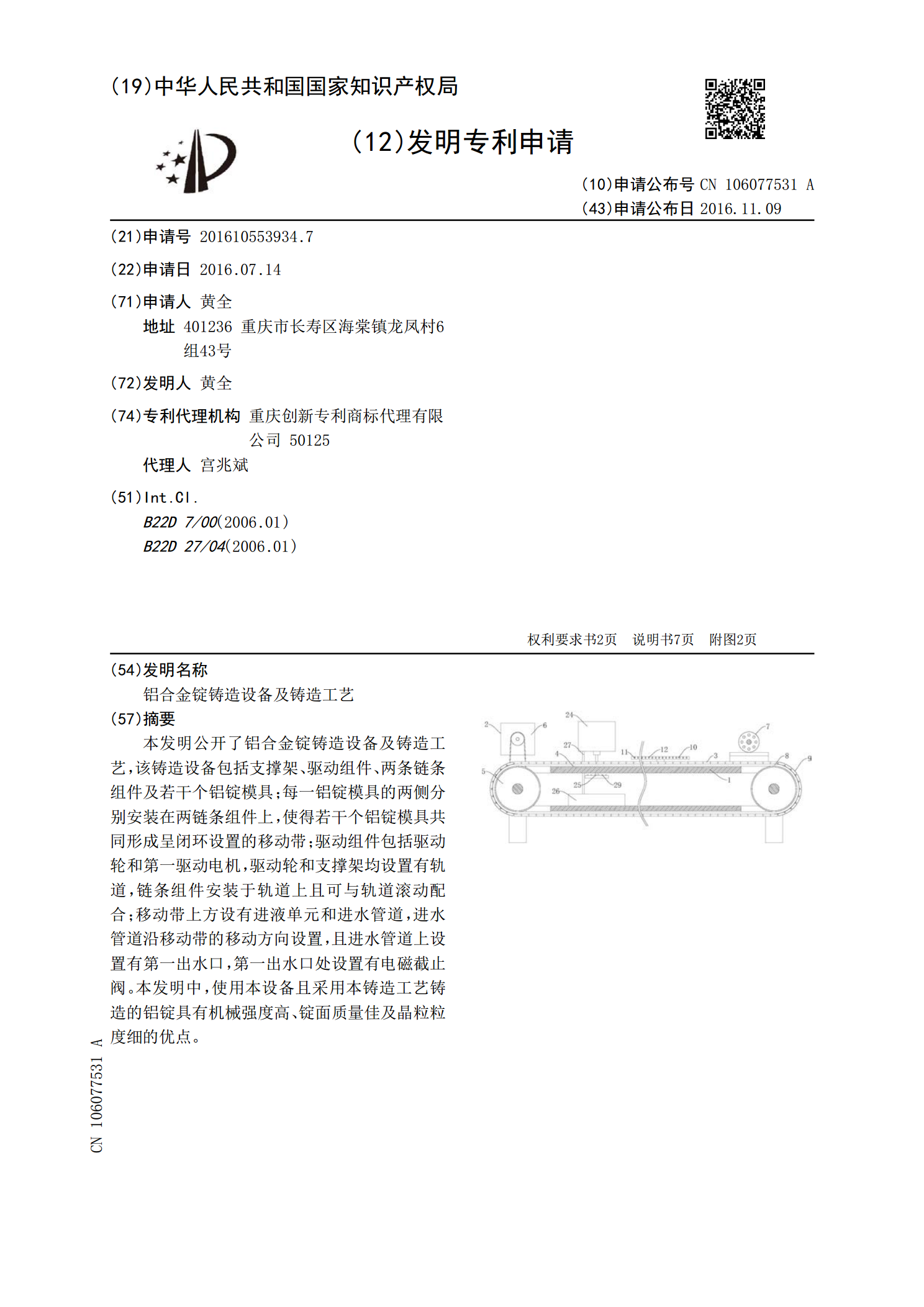
铝合金锭铸造设备及铸造工艺.pdf
本发明公开了铝合金锭铸造设备及铸造工艺,该铸造设备包括支撑架、驱动组件、两条链条组件及若干个铝锭模具;每一铝锭模具的两侧分别安装在两链条组件上,使得若干个铝锭模具共同形成呈闭环设置的移动带;驱动组件包括驱动轮和第一驱动电机,驱动轮和支撑架均设置有轨道,链条组件安装于轨道上且可与轨道滚动配合;移动带上方设有进液单元和进水管道,进水管道沿移动带的移动方向设置,且进水管道上设置有第一出水口,第一出水口处设置有电磁截止阀。本发明中,使用本设备且采用本铸造工艺铸造的铝锭具有机械强度高、锭面质量佳及晶粒粒度细的优点。
一种阴极箔用1090铝合金板锭的铸造工艺.pdf
本发明为一种阴极箔用1090铝合金板锭的铸造工艺。一种阴极箔用1090铝合金板锭的铸造工艺,包括:(1)选取铝纯度为99.90‑99.92%的3N电解槽铝液作为液体料;(2)精炼:将液体料在715‑745℃下熔炼后,在710‑740℃下进行精炼;精炼完成后拔渣,静置;(3)吹炼处理:将氩气吹入到炉内铝液中进行吹炼,至各化学成分均匀,静置;(4)在线除气和过滤盆净化:将铝液进行在线除气后,再采用双过滤盆的方式过滤;(5)铸造:在铸造起头时,采用小水量—慢速的方法进行起机操作,再进行稳定阶段的生产。本发明所述