
单值-移动极差控制PPT精选文档.ppt

赫赫****等你

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

单值-移动极差控制PPT精选文档.ppt
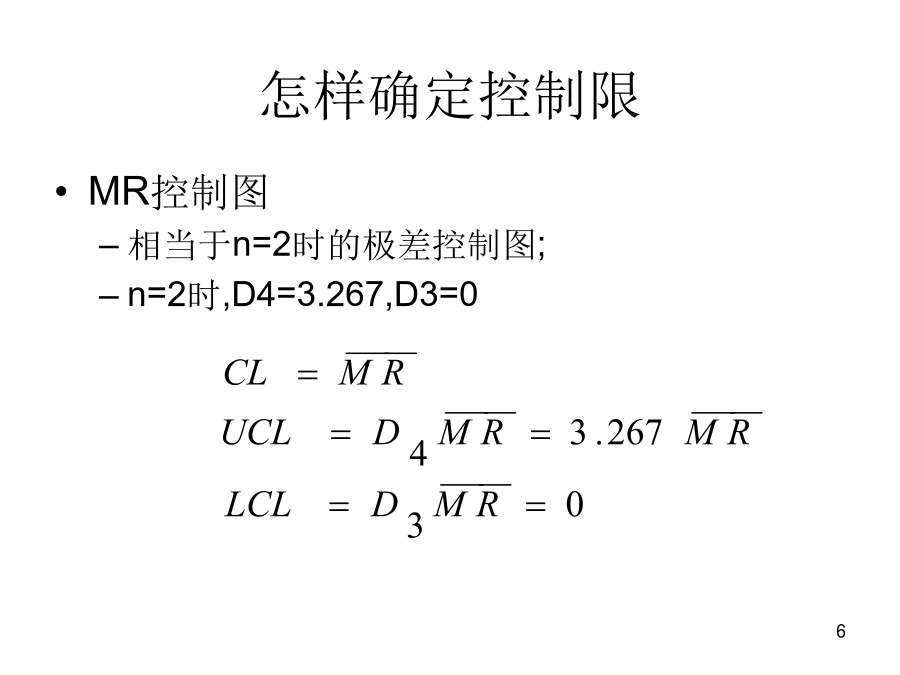
单值-移动极差控制图(X–MR)与均值-极差控制图的作用类似;不需多个测量值或样本是均匀的(如浓度);因为费用或时间的关系,过程只有一个测量值(如破坏性实验);敏感性不强;用自动化检查,对产品进行全检时;单值-移动极差图控制限计算总平均数:计算移动极差平均数:怎样确定控制限

单值-移动极差控制..教案资料.ppt
单值-移动极差控制..单值-移动极差图控制限计算总平均数:计算移动极差平均数:怎样确定控制限此课件下载可自行编辑修改,仅供参考!感谢您的支持,我们努力做得更好!谢谢

单值移动极差.docx
第4节单值和移动极差图(X—MR)在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:•单值图在检查过程变化时不如X—R图敏感;•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2

单值和移动极差图ppt课件.ppt
单值和移动极差图(X—MR)3计算控制限USLMR=D4RLSLMR=D3RUSLX=X+E2RLSLX=X-E2R注:式中R为移动极差,X是过程均值,D4、D3、E2是随样本容量变化的常数。见下表:过程控制解释(同其他计量型管制图)5过程能力解释δ=R/d2=δR/d2式中:R为移动极差的均值,d2是随样本容量变化的常数。见下表:注:只有过程受控,才可直接用δ的估计值来评价过程能力。
SPC控制图(单值-移动极差图).pdf
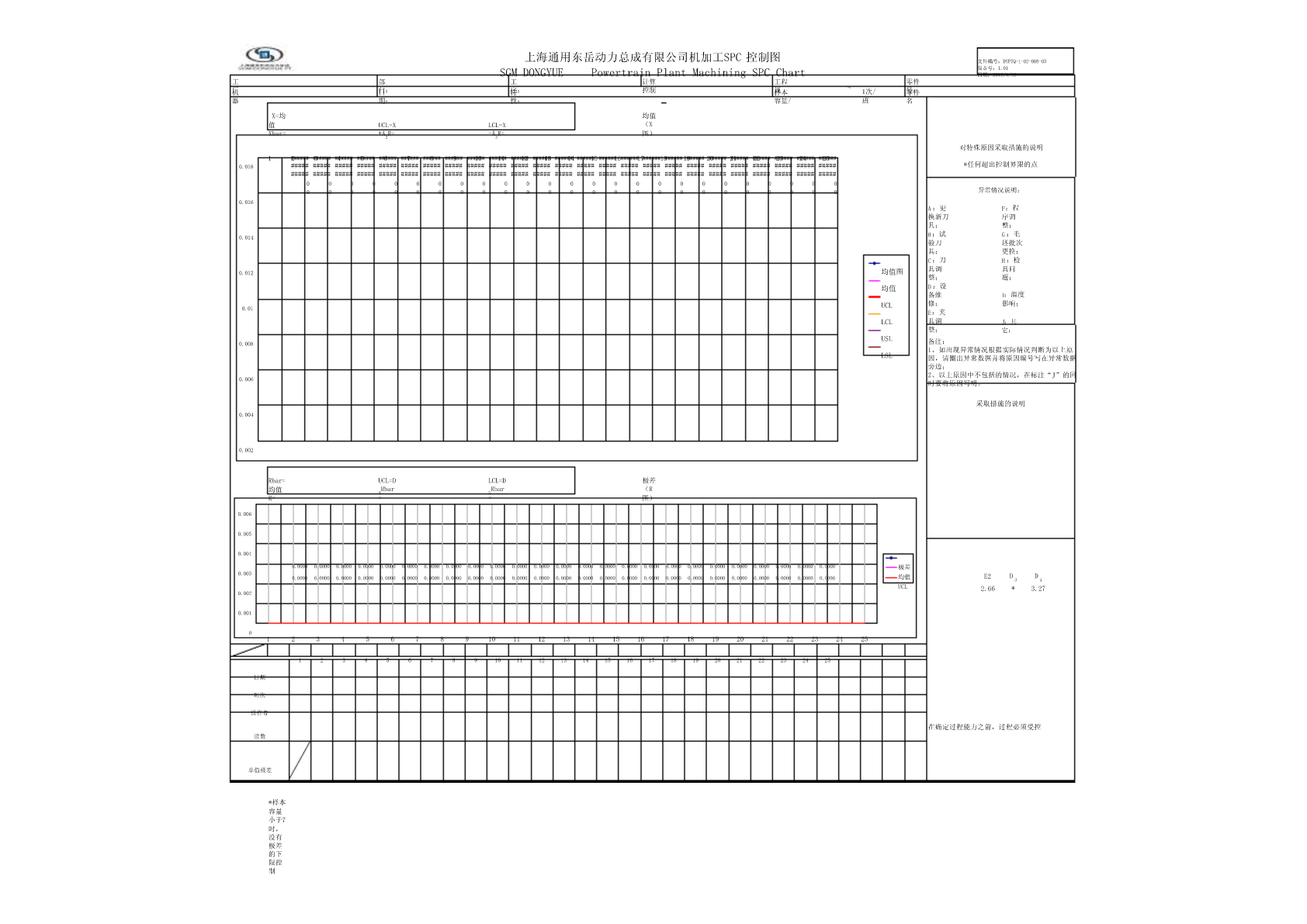
上海通用东岳动力总成有限公司机加工SPC控制图文件编号:DYPTQ-1-02-008-03版本号:1.01SGMDONGYUEPowertrainPlantMachiningSPCChart日期:2012/4/12工部工计算工程零件机厂日门:特序:控制样本规~1次/零件号:器期:性:容量/班名X=均均值值UCL=XLCL=X(XXbar=+AR=-AR=图)22对特殊原因采取措施的说明1######2######3######4######5######6######7######8######9####