
汽轮机汽封间隙测量及调整方法.doc

天天****心情


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机汽封间隙测量及调整方法.doc
一、汽封的结构及原理汽轮机的汽封主要包括隔板汽封,叶顶(围带)汽封和轴端汽封。汽封的工作原理主要是利用截面变大、蒸汽膨胀,使得压力变小,经过多次截面变大,压力变小,使得蒸汽压力与轴封蒸汽压力相等,停止向外流动,轴封蒸汽压力平衡仍然利用截面变大、压力变小的原理,经过冒汽封之后,使轴封压力与大气压力相等,不再外漏。通过实践证明,高压缸前汽封间隙每增加0.10mm,轴封漏汽量就会增加1-1.5t/h;高压部分各级隔板汽封间隙每增加0.10mm,级效率将降低0.4%-0.6%,如果隔板汽封漏汽量增加,转子的轴向推

汽轮机汽封间隙调整方法.pdf
本发明涉及一种汽轮机汽封间隙调整方法。目前还没有一种工艺简单,操作方便,将汽封间隙调节量进行数字量化,准确而且比较真实的汽轮机汽封间隙调整方法。本发明的特点在于:方法采用圆周等分压制铅丝的方式,汽缸下半部套在水平结合面处的间隙通过塞尺测量,其他部位的汽封间隙将相应规格的铅丝粘放在汽封齿上,端部固定,吊放转子在工作位置,粘放在汽封齿上的铅丝就被压出一道沟痕,吊出转子,通过汽封间隙测量尺测量铅丝沟痕剩余部分的厚度,该厚度就是汽封间隙的实际值,将实际值与设计值进行对比,得出汽封间隙所要调整的值,然后根据该值再对

汽轮机汽封间隙调整的探讨.pptx
汇报人:CONTENTS添加章节标题汽轮机汽封间隙调整的重要性汽封间隙对汽轮机效率的影响汽封间隙调整对机组安全性的影响汽封间隙调整对机组经济性的影响汽轮机汽封间隙调整的方法传统汽封间隙调整方法新型汽封间隙调整方法汽封间隙调整过程中的注意事项汽轮机汽封间隙调整的实践经验汽封间隙调整的实际操作经验汽封间隙调整过程中的常见问题及解决方法汽封间隙调整效果的评估方法汽轮机汽封间隙调整的未来发展新型汽封材料的研究与应用智能化汽封间隙调整技术的发展趋势汽封间隙调整技术与其他节能减排技术的结合应用汇报人:
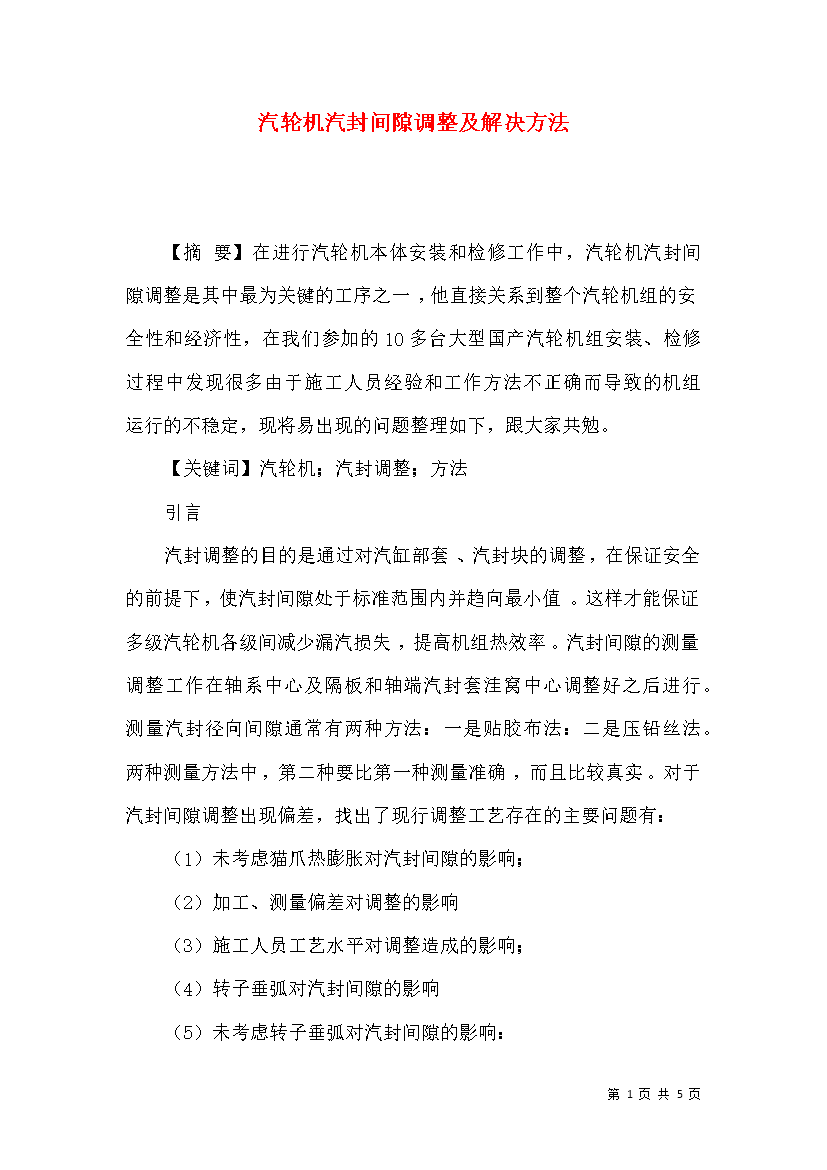
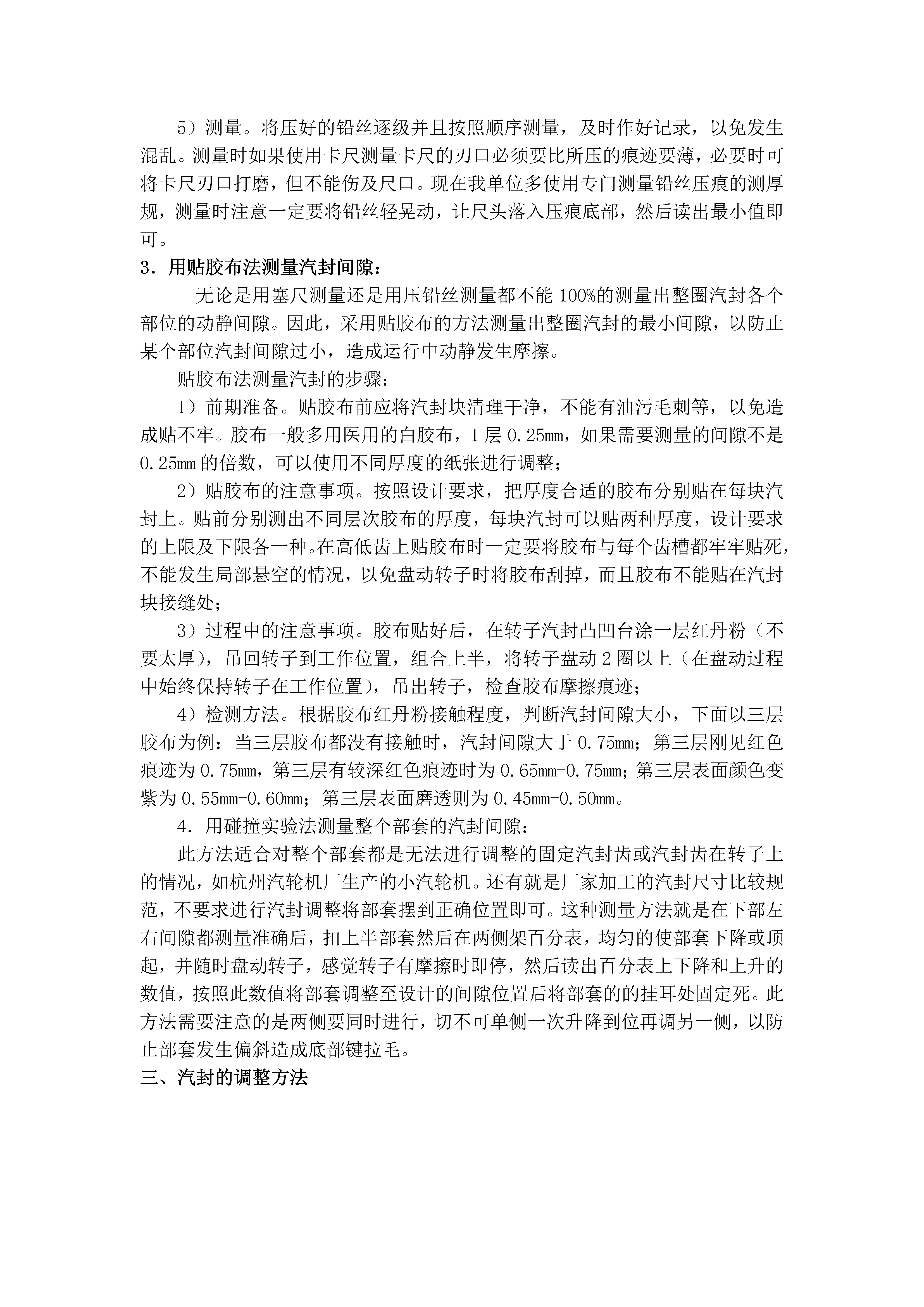
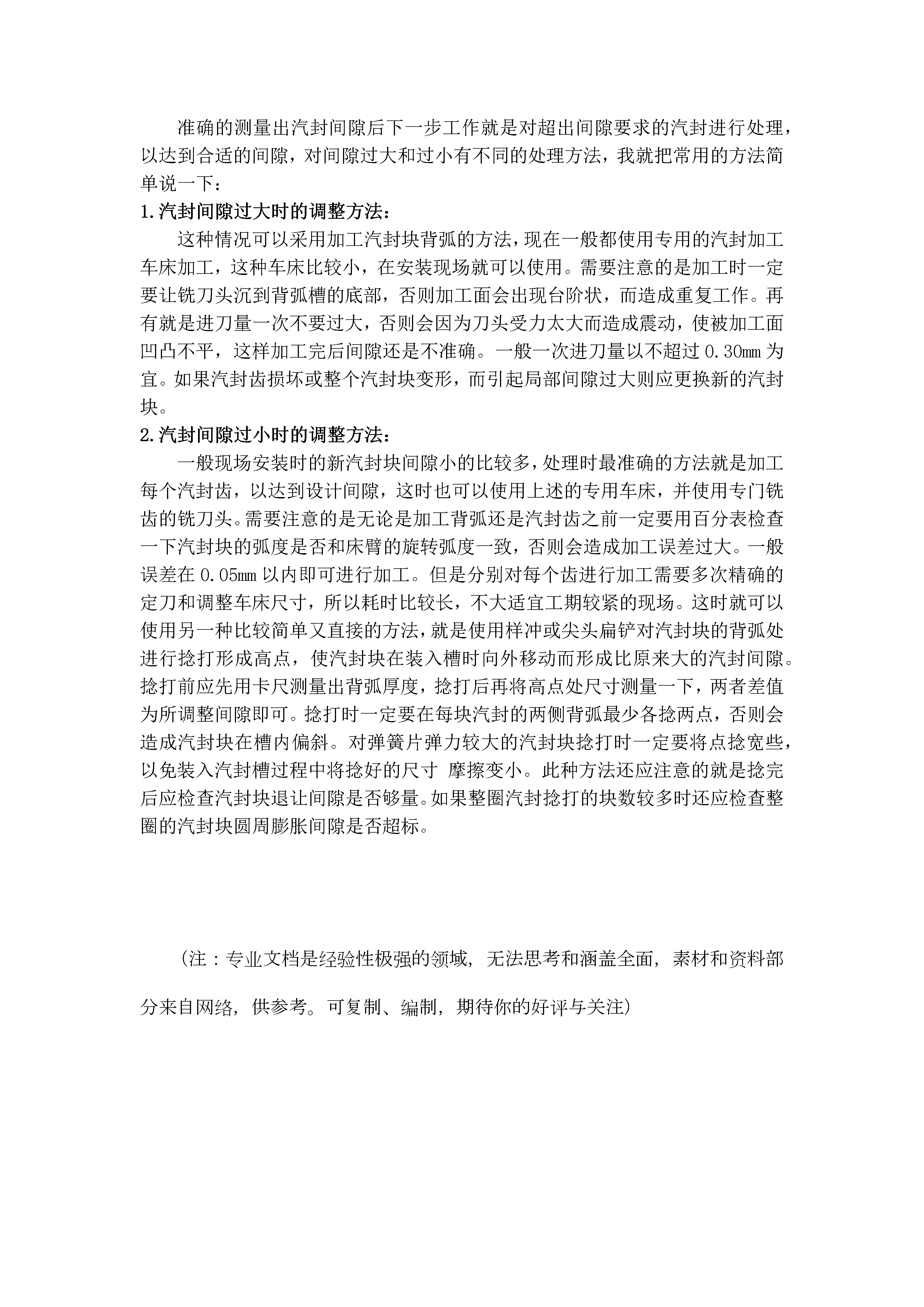
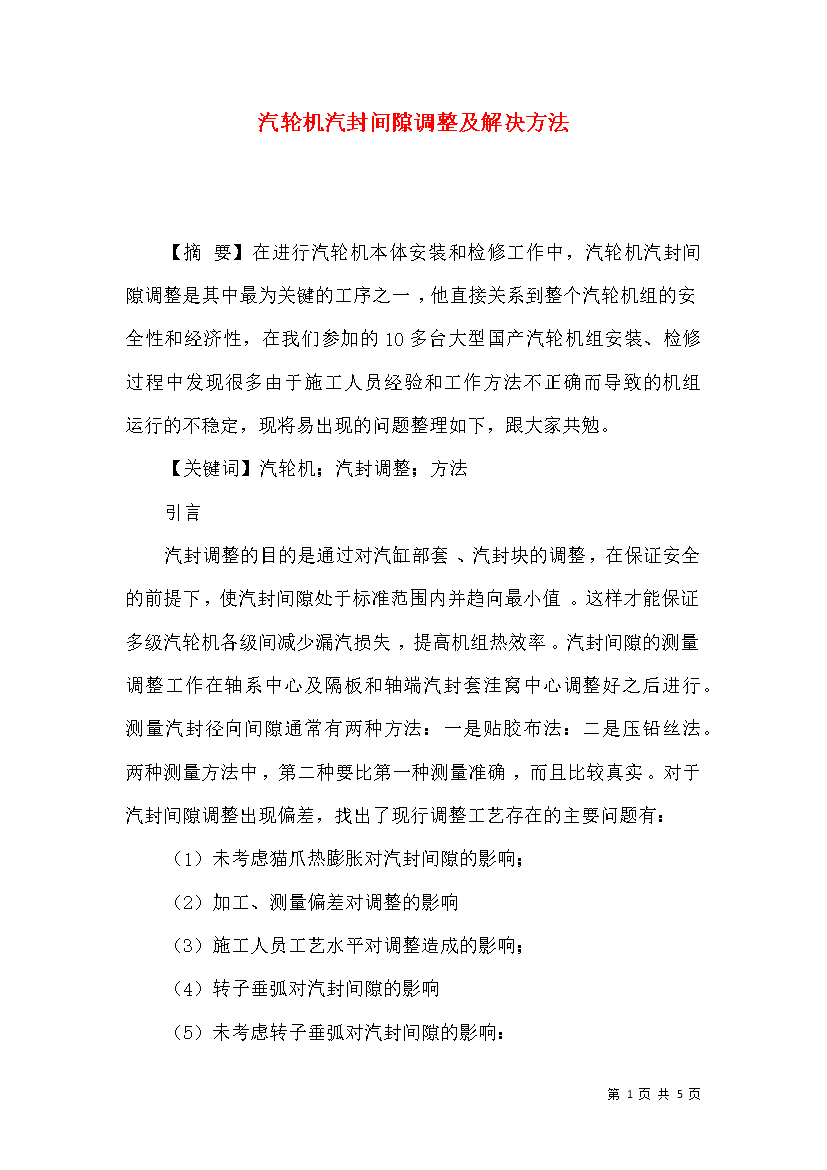
汽轮机汽封间隙调整及解决方法.docx
汽轮机汽封间隙调整及解决方法【摘要】在进行汽轮机本体安装和检修工作中汽轮机汽封间隙调整是其中最为关键的工序之一他直接关系到整个汽轮机组的安全性和经济性在我们参加的10多台大型国产汽轮机组安装、检修过程中发现很多由于施工人员经验和工作方法不正确而导致的机组运行的不稳定现将易出现的问题整理如下跟大家共勉。【关键词】汽轮机;汽封调整;方法引言汽封调整的目的是通过对汽缸部套、汽封块的调整在保证安全的前提下使汽封间隙处于标准范围内并趋向最小值。这样才能保
汽轮机汽封间隙调整及解决方法.docx
汽轮机汽封间隙调整及解决方法【摘要】在进行汽轮机本体安装和检修工作中汽轮机汽封间隙调整是其中最为关键的工序之一他直接关系到整个汽轮机组的安全性和经济性在我们参加的10多台大型国产汽轮机组安装、检修过程中发现很多由于施工人员经验和工作方法不正确而导致的机组运行的不稳定现将易出现的问题整理如下跟大家共勉。【关键词】汽轮机;汽封调整;方法引言汽封调整的目的是通过对汽缸部套、汽封块的调整在保证安全的前提下使汽封间隙处于标准范围内并趋向最小值。这样才能保