
均热板及均热板的制造方法.pdf

mm****酱吖

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
均热板及均热板的制造方法.pdf
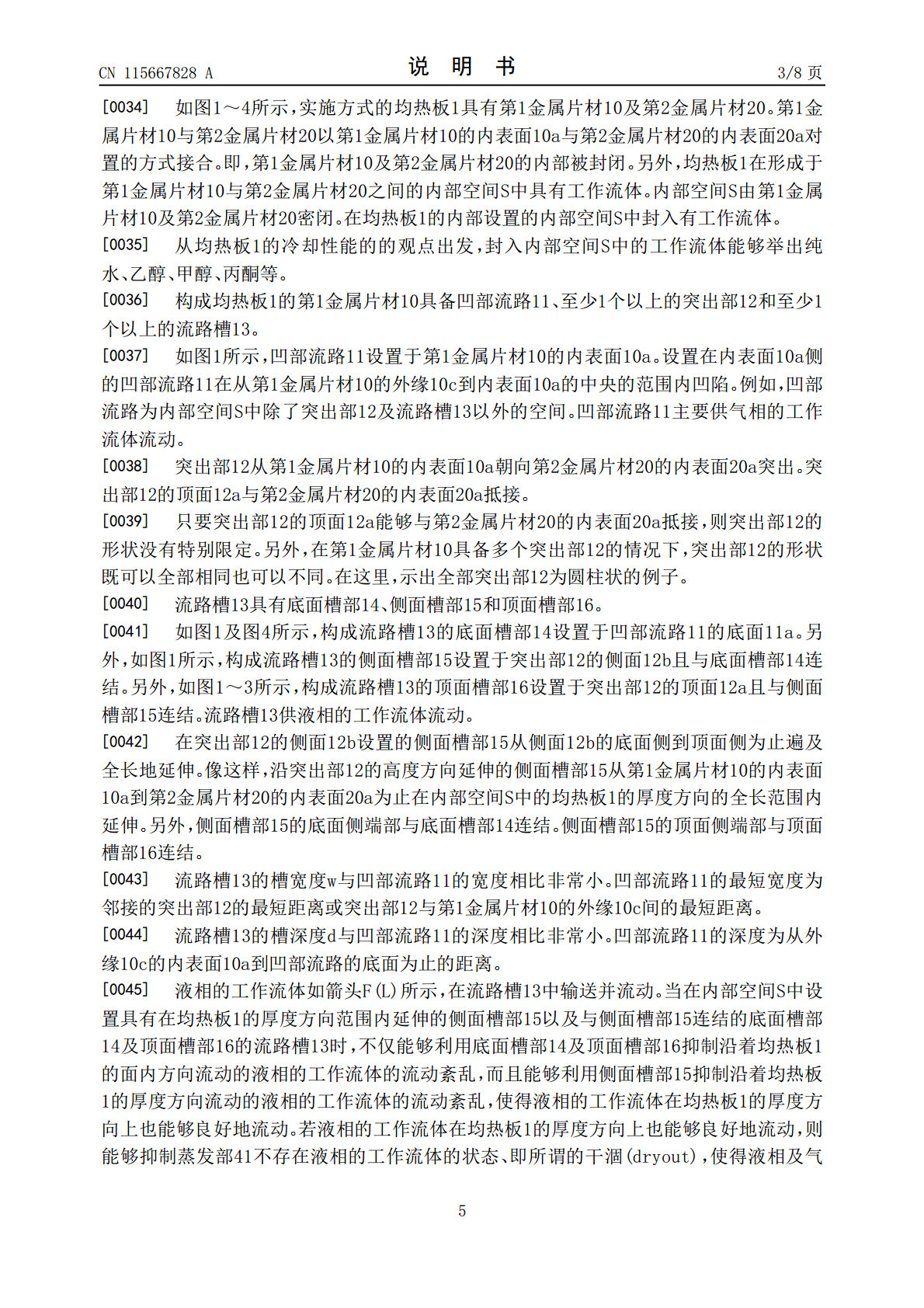
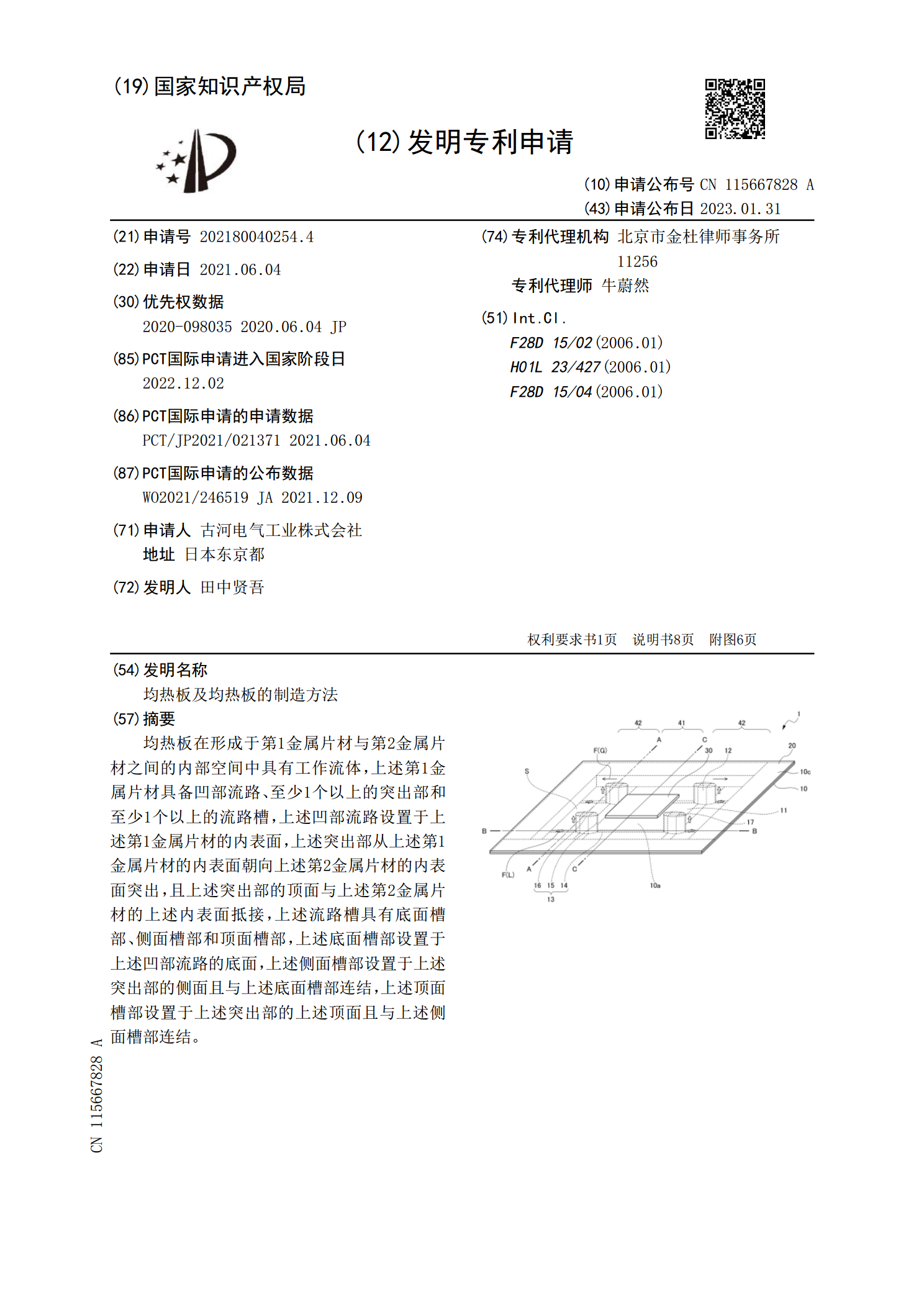
均热板在形成于第1金属片材与第2金属片材之间的内部空间中具有工作流体,上述第1金属片材具备凹部流路、至少1个以上的突出部和至少1个以上的流路槽,上述凹部流路设置于上述第1金属片材的内表面,上述突出部从上述第1金属片材的内表面朝向上述第2金属片材的内表面突出,且上述突出部的顶面与上述第2金属片材的上述内表面抵接,上述流路槽具有底面槽部、侧面槽部和顶面槽部,上述底面槽部设置于上述凹部流路的底面,上述侧面槽部设置于上述突出部的侧面且与上述底面槽部连结,上述顶面槽部设置于上述突出部的上述顶面且与上述侧面槽部连结。

加热板及加热板的制造方法.pdf
本发明涉及一种加热板及加热板的制造方法。本发明涉及一种能够实现温度调整护套和第二构件之间的高密接性的加热板及该加热板的制造方法。加热板(1)通过彼此锻接接合的铝或铝合金制的面板构件(第一构件)(2)和插塞构件(第二构件)(4)而夹住并保持住加热护套(温度调整护套)(3),其中,面板构件(2)设有欲置入插塞构件(4)的第二沟部(5B)、及在第二沟部(5B)的底面(5B2)欲置入加热护套(3)的第一沟部(5A),在面板构件(2)和插塞构件(4)的至少一者形成有具有沿着加热护套(3)的外形的形状的锻流线(6)。
均热板及均热板的制造方法.pdf
均热板在形成于第1金属片材与第2金属片材之间的内部空间中具有工作流体,上述第1金属片材具备凹部流路、至少1个以上的突出部和至少1个以上的流路槽,上述凹部流路设置于上述第1金属片材的内表面,上述突出部从上述第1金属片材的内表面朝向上述第2金属片材的内表面突出,且上述突出部的顶面与上述第2金属片材的上述内表面抵接,上述流路槽具有底面槽部、侧面槽部和顶面槽部,上述底面槽部设置于上述凹部流路的底面,上述侧面槽部设置于上述突出部的侧面且与上述底面槽部连结,上述顶面槽部设置于上述突出部的上述顶面且与上述侧面槽部连结。

均热板及均热板的制造方法.pdf
均热板在形成于第1金属片材与第2金属片材之间的内部空间中具有工作流体,上述第1金属片材具备凹部流路和至少1个以上的突出部,上述凹部流路设置于上述第1金属片材的内表面,上述突出部从上述第1金属片材的内表面朝向上述第2金属片材突出,且上述突出部的顶面与上述第2金属片材抵接,上述均热板具备至少1个以上的顶面接合部和间隙流路部,上述顶面接合部将上述突出部的上述顶面的一部分与上述第2金属片材接合,在上述间隙流路部中,上述顶面与上述第2金属片材分离。
热板材制造设备及热板材制造方法.pdf
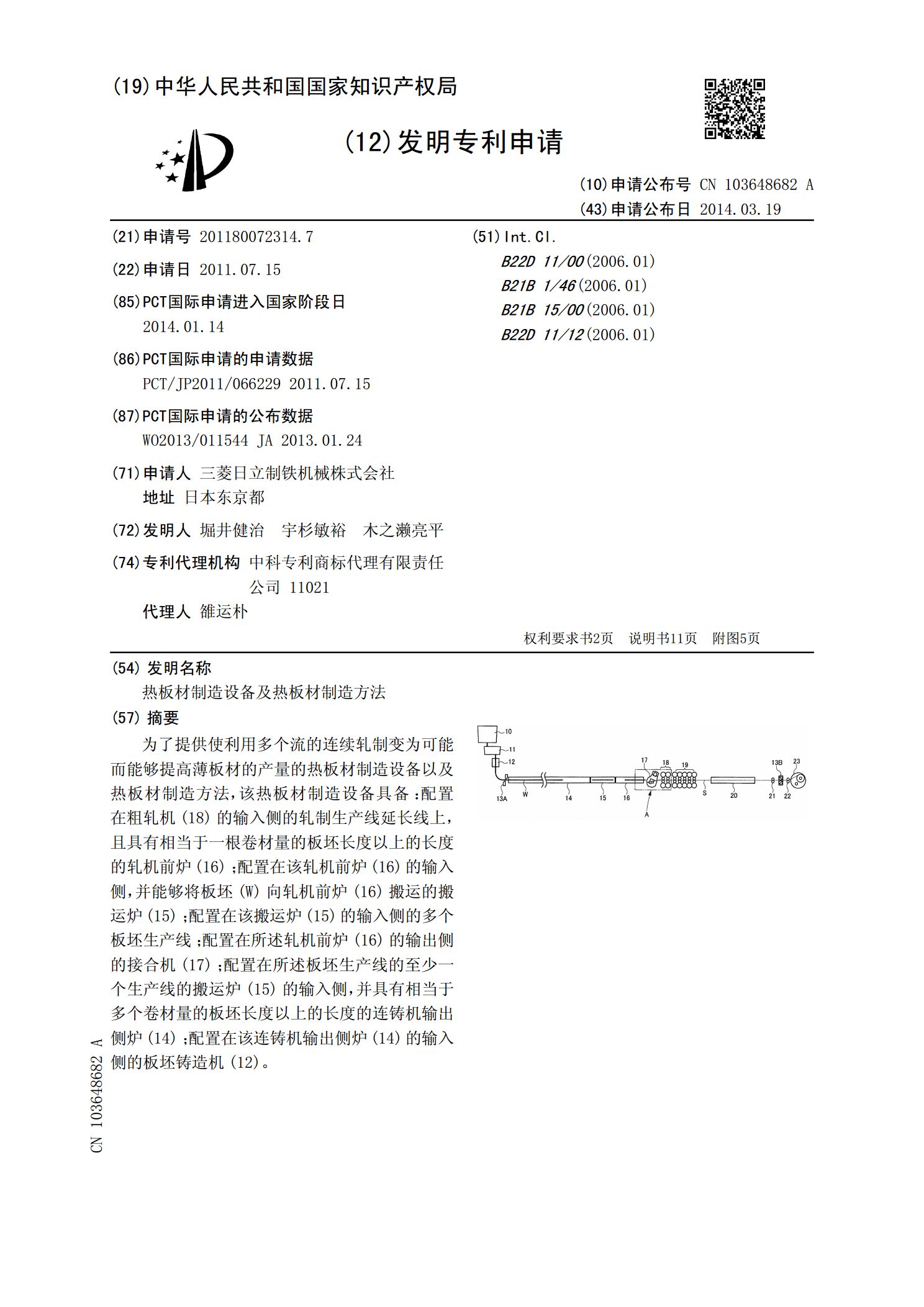
为了提供使利用多个流的连续轧制变为可能而能够提高薄板材的产量的热板材制造设备以及热板材制造方法,该热板材制造设备具备:配置在粗轧机(18)的输入侧的轧制生产线延长线上,且具有相当于一根卷材量的板坯长度以上的长度的轧机前炉(16);配置在该轧机前炉(16)的输入侧,并能够将板坯(W)向轧机前炉(16)搬运的搬运炉(15);配置在该搬运炉(15)的输入侧的多个板坯生产线;配置在所述轧机前炉(16)的输出侧的接合机(17);配置在所述板坯生产线的至少一个生产线的搬运炉(15)的输入侧,并具有相当于多个卷材量的板