
刀具切削过程PPT课件.ppt

可爱****乐多

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
刀具与刀具切削过程PPT课件.ppt
刀具与刀具切削过程车刀有刀体和刀柄组成,刀柄是刀具的夹持部分,刀体是刀具上夹持或焊接刀条、刀片的部分,或由它形成切削刃的部分。刀体上刀具的切削部分,由“三面两刃一尖”(即前刀面、主后刀面、副后刀面、主切削刃、副切削刃、刀尖)组成。(1):前刀面(刀具上切屑过的表面)(2):主后刀面(刀具上与工件过渡表面相对的表面)(3):副后刀面(刀具上与工件已加工表面相对的表面)(4):主切削刃(前刀面与主后刀面的交线,主要切削工作)(5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作)(6):刀尖(主切削刃和副
刀具切削过程PPT课件.ppt
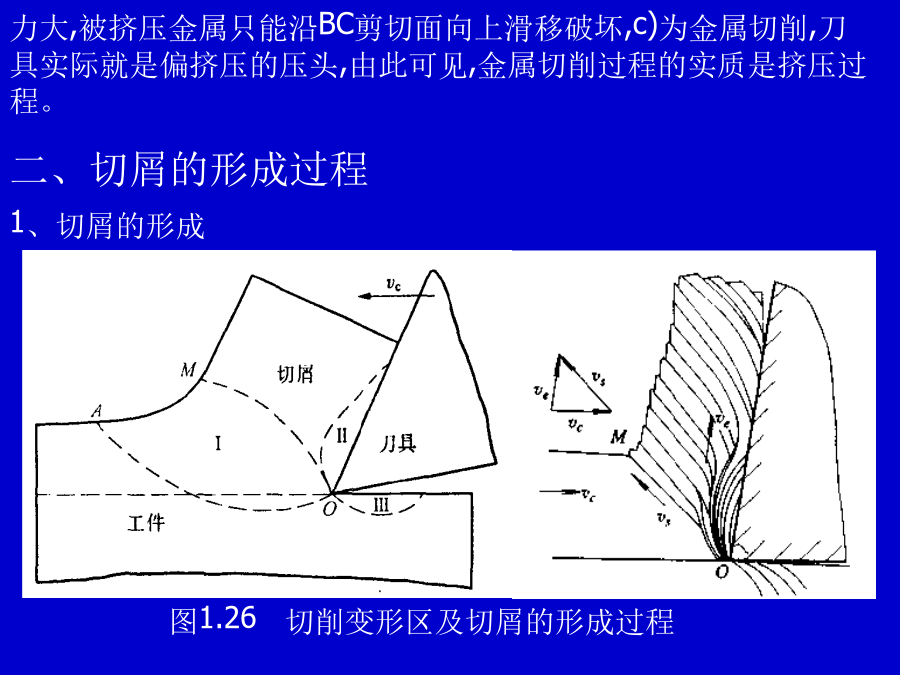
刀具切削过程力大,被挤压金属只能沿BC剪切面向上滑移破坏,c)为金属切削,刀具实际就是偏挤压的压头,由此可见,金属切削过程的实质是挤压过程。二、切屑的形成过程1、切屑的形成图1.26切削变形区及切屑的形成过程切削塑性金属时,工件受到刀具的挤压,开始产生弹性变形,此后材料的内应力逐渐增大,当剪切应力达到材料的屈服极限时,金属开始滑移而产生塑性变形,随着滑移变形的进行,剪切应力不断增大,变形达到材料允许的最大值时,切削层金属被挤裂而破坏。图1.26中,OA为始滑移面,左侧发生弹性变形,AOM区内产生塑性变形,

数控切削刀具培训ppt课件.ppt
2.1数控机床刀具的特点2.2金属切削刀具2.3刀具常用材料2.4数控机床刀具分类2.5常用数控刀具结构2.6数控机床刀具的选择2.7数控加工刀具选择的典型实例高合金工具钢,具有良好的工艺性,能制成复杂的刀具。包括:W系高速钢和Mo系高速钢。切削速度通常小于30m/min。国际标准化组织规定,切削加工用硬质合金按其排屑类型和被加工材料分为三大类:K类、P类和M类,类似于国家标准中的YG类、YT类、和YW类。根据被加工材料及适用的加工条件,每大类中又分为若干组,用两位阿拉伯数字表示,每类中组号数字越大,其耐

刀具切削参数设定基础PPT课件.ppt
刀具切削参数设定基础一.切削三要素3转速:1.线速度Vc2.切削深度ap3.进给量F切削参数与断屑的关系断屑与进给量、倒棱宽度的关系二.切削过程三个变形区始滑移线OA始滑移线OM第Ⅰ变形区—剪切区第Ⅱ变形区—滞流区第Ⅲ变形区—塑变区常见的切屑形态带状切屑:切削力变化比较小,切削过程较平稳。节状切屑:切削过程不够平稳,表面粗糙度Ra值较大。崩碎切屑:切削过程极不稳定,刀具刃口易崩刃或磨损。三.切削方向逆铣适用于粗加工,顺铣适用于精加工逆铣可以保护刀具,延长刀具使用寿命顺铣可以保护已加工面,保证产品表面粗糙度

金属切削刀具PPT课件.ppt
金属切削原理与刀具第一章金属切削加工的基本概念1~1切削运动和切削用量主运动进给运动二、工件上形成的表面三、切削用量2.进给量f进给量是刀具在进给运动方向上相对于工件的位移量,如图1-3所示。可用刀具或工件每转(或每行程)的位移量来表示,单位为mm/r或mm/行程。3.背吃刀量背吃刀量是垂直于进给速度方向测量的切削层最大尺寸,单位mm。如图1-3所示。车外圆时背吃刀量一般指工件已加工表面和待加工表面间的垂直距离,§1—2刀具切削部分的几何参数1.车刀切削部分的组成三面、两刃、一尖二、刀具角度的参考系假定条