
注塑模具实用教程第7章注塑模排气系统设计.ppt

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑模具实用教程第7章注塑模排气系统设计.ppt
第7章注塑模具排气系统设计熟悉注塑模具排气系统的概念。熟悉排气不良的后果。掌握排气系统设计要点。熟悉排气常用方法和进气常用方法。注塑模具属于型腔模,在塑料熔体进入型腔前,型腔里面都有什么东西?7.1概述7.1.1什么是排气系统?注塑模具在注射成型过程中将型腔和浇注系统内的气体及时排出,在开模和塑件脱模过程中将气体及时引入,防止塑件和型腔壁之间产生真空的结构叫排气系统。模具排气系统实例1排气系统的作用:适当地开设排气槽不但可以大大降低注射压力、减少注射时间以及保压时间,而且可以减小锁模压力,从而提高模具的寿

(完整版)注塑模具实用教程第7章注塑模排气系统设计.ppt
第7章注塑模具排气系统设计熟悉注塑模具排气系统的概念。熟悉排气不良的后果。掌握排气系统设计要点。熟悉排气常用方法和进气常用方法。注塑模具属于型腔模,在塑料熔体进入型腔前,型腔里面都有什么东西?7.1概述7.1.1什么是排气系统?注塑模具在注射成型过程中将型腔和浇注系统内的气体及时排出,在开模和塑件脱模过程中将气体及时引入,防止塑件和型腔壁之间产生真空的结构叫排气系统。模具排气系统实例1排气系统的作用:适当地开设排气槽不但可以大大降低注射压力、减少注射时间以及保压时间,而且可以减小锁模压力,从而提高模具的寿
一种注塑模具排气系统和注塑模具.pdf
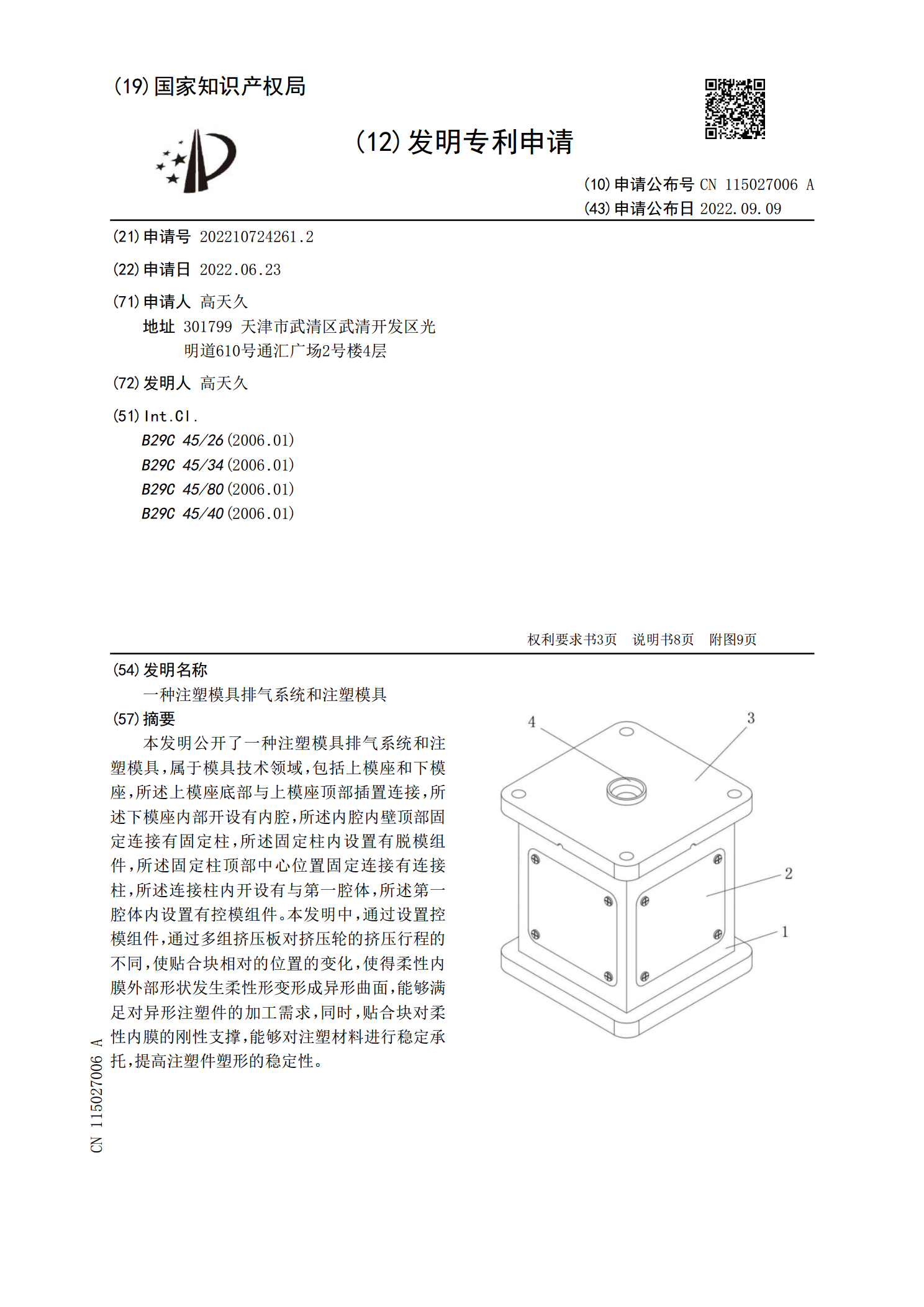
本发明公开了一种注塑模具排气系统和注塑模具,属于模具技术领域,包括上模座和下模座,所述上模座底部与上模座顶部插置连接,所述下模座内部开设有内腔,所述内腔内壁顶部固定连接有固定柱,所述固定柱内设置有脱模组件,所述固定柱顶部中心位置固定连接有连接柱,所述连接柱内开设有与第一腔体,所述第一腔体内设置有控模组件。本发明中,通过设置控模组件,通过多组挤压板对挤压轮的挤压行程的不同,使贴合块相对的位置的变化,使得柔性内膜外部形状发生柔性形变形成异形曲面,能够满足对异形注塑件的加工需求,同时,贴合块对柔性内膜的刚性支撑

注塑模具中的排气槽的设计.doc
注塑模具中的排气槽的设计在注射模试模生产中常会出现填充不足。压缩空气灼伤、制品内部很高的内应力、表面流线和熔合线等现象。对于这些现象除了应首先调整注塑工艺外,还要考虑模具浇口是否合理。当注塑工艺和浇口这两个问题都排除以后;那么模具的排气就是主要的问题了,解决这一问题的主要手段是开设排气槽。一:排气槽的作用与设计1.排气槽的作用排气槽的作用主要有两点。一是在注射熔融物料时,排除模腔内的空气;二是排除物料在加热过程中产生的各种气体。越是薄壁制品,越是远离浇口的部位,排气槽的开设就显得尤为重要。另外对于小型件或

注塑模具实用教程注塑模成型零件设计.pptx
2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月11日星期日2024年8月1