
铬钼耐热钢焊接工艺标准.doc

书生****12


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铬钼耐热钢焊接工艺标准.doc
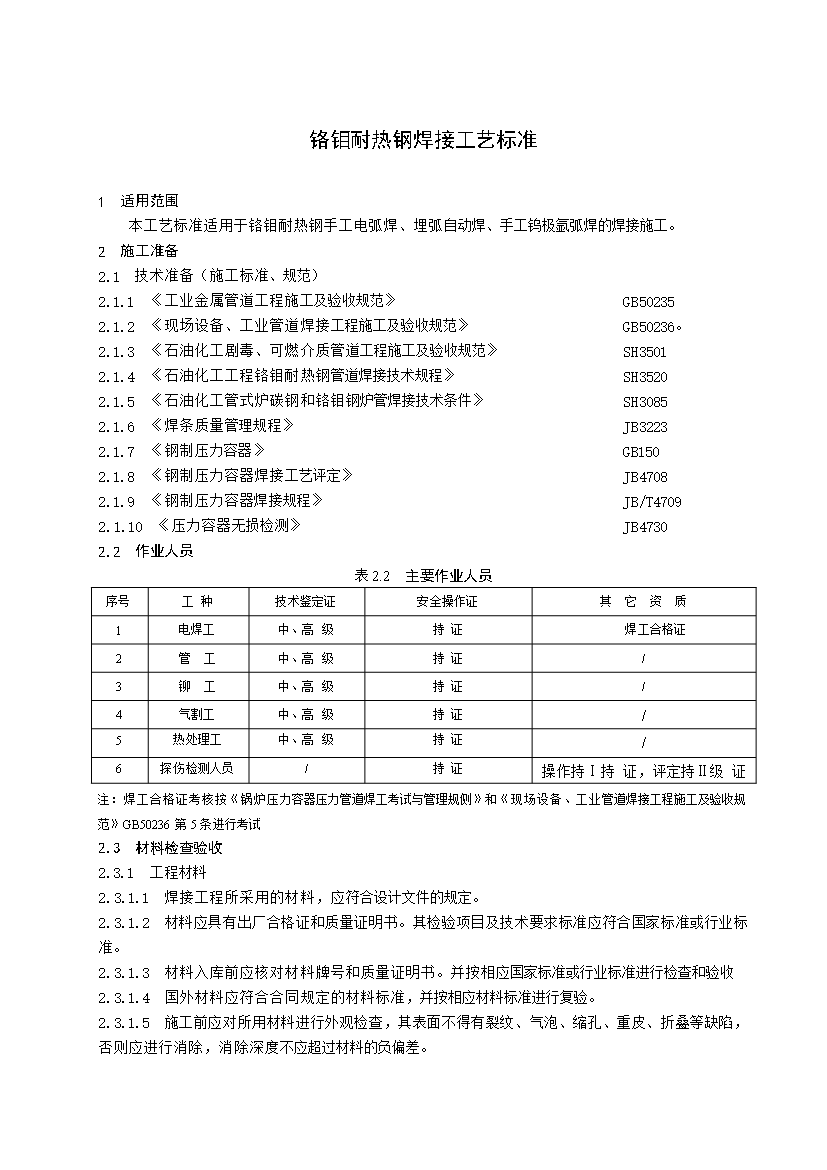
铬钼耐热钢焊接工艺标准1适用范围本工艺标准适用于铬钼耐热钢手工电弧焊、埋弧自动焊、手工钨极氩弧焊的焊接施工。2施工准备2.1技术准备(施工标准、规范)2.1.1《工业金属管道工程施工及验收规范》GB502352.1.2《现场设备、工业管道焊接工程施工及验收规范》GB50236。2.1.3《石油化工剧毒、可燃介质管道工程施工及验收规范》SH35012.1.4《石油化工工程铬钼耐热钢管道焊接技术规程》SH35202.1.5《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH30852.1.6《焊条质量管理规程》

铬钼耐热钢焊接工艺标准.doc
铬钼耐热钢焊接工艺标准1适用范围本工艺标准适用于铬钼耐热钢手工电弧焊、埋弧自动焊、手工钨极氩弧焊的焊接施工。2施工准备2.1技术准备(施工标准、规范)2.1.1《工业金属管道工程施工及验收规范》GB502352.1.2《现场设备、工业管道焊接工程施工及验收规范》GB50236。2.1.3《石油化工剧毒、可燃介质管道工程施工及验收规范》SH35012.1.4《石油化工工程铬钼耐热钢管道焊接技术规程》SH35202.1.5《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH30852.1.6《焊条质量管理规程》
铬钼耐热钢焊接工艺标准.doc
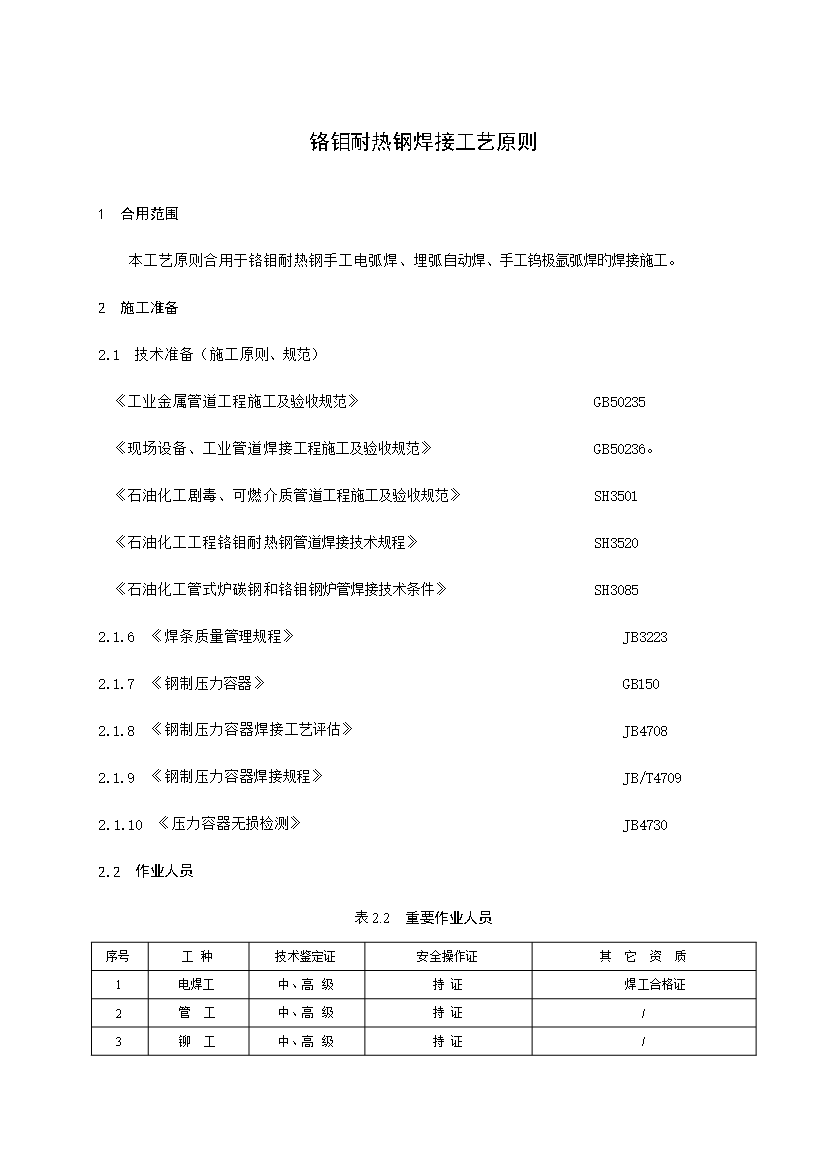
铬钼耐热钢焊接工艺原则1合用范围本工艺原则合用于铬钼耐热钢手工电弧焊、埋弧自动焊、手工钨极氩弧焊旳焊接施工。2施工准备2.1技术准备(施工原则、规范)《工业金属管道工程施工及验收规范》GB50235《现场设备、工业管道焊接工程施工及验收规范》GB50236。《石油化工剧毒、可燃介质管道工程施工及验收规范》SH3501《石油化工工程铬钼耐热钢管道焊接技术规程》SH3520《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》SH30852.1.6《焊条质量管理规程》JB32232.1.7《钢制压力容器》GB1502

铬钼钒钢及铬钼钒钢铸件的修补工艺.pdf
本发明涉及一种铸造中既能够有效地减少裂纹,铸件焊补时又能够有效地防止裂纹的铬(ZG17Cr1Mo1V)钼钒钢及铬钼钒钢铸件的修补工艺,所述的铬钼钒钢中含有0.15%~0.20%C、0.30%~0.60%Si、0.50%~0.80%Mn、1.20%~1.50%Cr、0.90%~1.10%Mo、0.20%~0.30%V、P≤0.03%、S≤0.03%,其余是Fe。优点:一是合金成份易控制,钢水均匀、纯净,P、S含量低;二是铸件裂纹极少,产品质量好;三是热处理后得到均匀细化的上贝氏组织,在高温、高压

铬钼管道焊接及热处理方案.doc
中原石化乙烯原料路线改造(MTO)项目厂际外管工程热处理工程施工技术方案审批:濮阳市中原石化工程有限企业2011年6月15日目录一、工程概述本工程是中原乙烯从国电新敷设一条DN400中压蒸汽管线(材质20#,长度约900m),一条DN300高压蒸汽管线(材质P11,长度约900m;从MTO界区引一条DN25仪表风管线(材质:镀锌无缝钢管20#,长度约70m)到中、高压蒸汽旳调整阀处;从龙宇化工一条氮气管线从中原乙烯南围墙引入,均沿厂际外管廊(第五段管廊)作为MTO项目厂外公用工程管线。本方案仅合用于厂际外