
MPP顶管施工工艺.docx

宛菡****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
MPP顶管施工工艺.doc
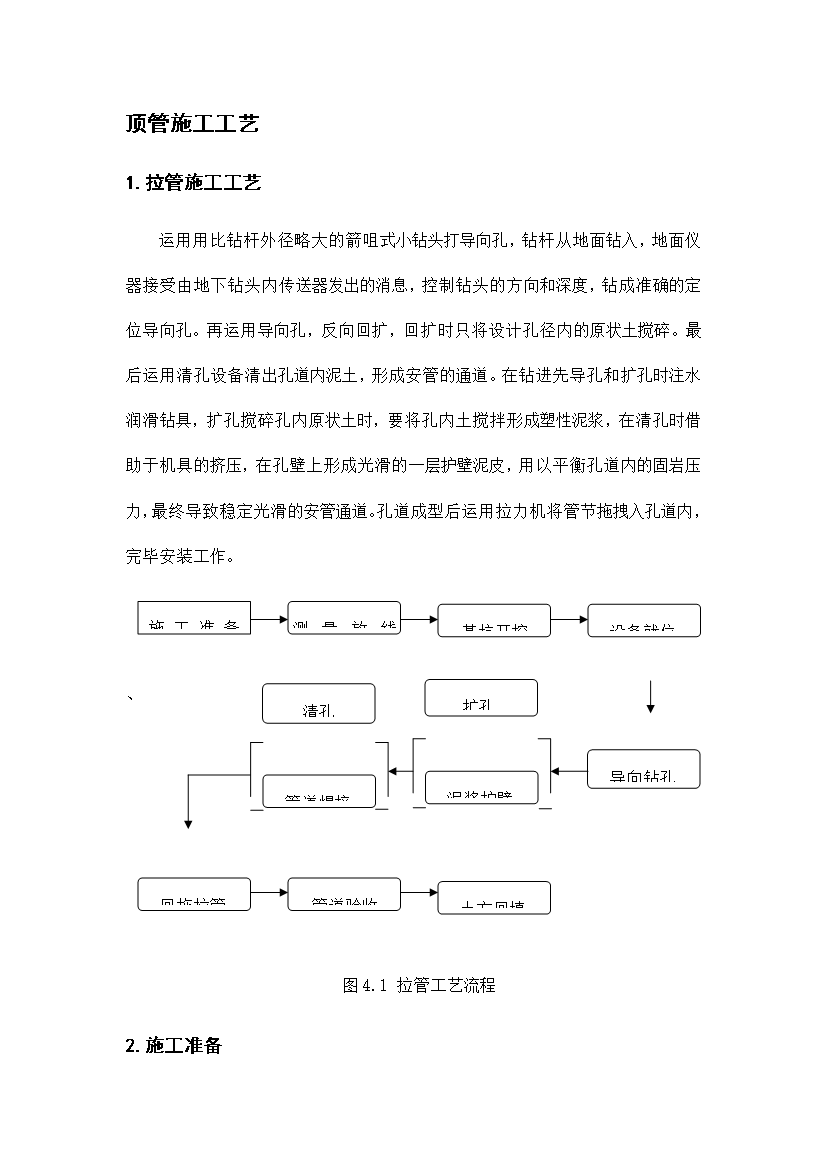
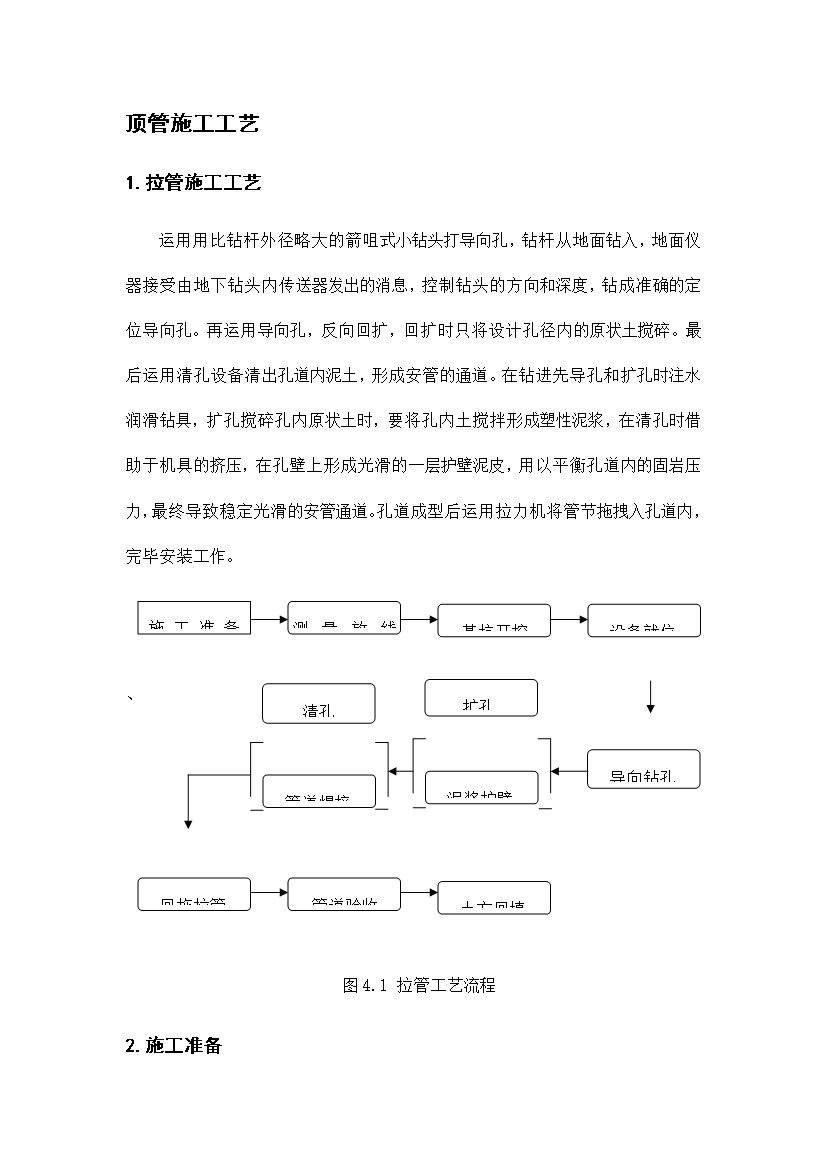
顶管施工工艺1.拉管施工工艺运用用比钻杆外径略大的箭咀式小钻头打导向孔,钻杆从地面钻入,地面仪器接受由地下钻头内传送器发出的消息,控制钻头的方向和深度,钻成准确的定位导向孔。再运用导向孔,反向回扩,回扩时只将设计孔径内的原状土搅碎。最后运用清孔设备清出孔道内泥土,形成安管的通道。在钻进先导孔和扩孔时注水润滑钻具,扩孔搅碎孔内原状土时,要将孔内土搅拌形成塑性泥浆,在清孔时借助于机具的挤压,在孔壁上形成光滑的一层护壁泥皮,用以平衡孔道内的固岩压力,最终导致稳定光滑的安管通道。孔道成型后运用拉力机将管节拖拽入孔

MPP顶管施工工艺.docx
顶管施工工艺1.拉管施工工艺利用用比钻杆外径略大的箭咀式小钻头打导向孔,钻杆从地面钻入,地面仪器接受由地下钻头内传送器发出的消息,控制钻头的方向和深度,钻成准确的定位导向孔。再利用导向孔,反向回扩,回扩时只将设计孔径内的原状土搅碎。最后利用清孔设备清出孔道内泥土,形成安管的通道。在钻进先导孔和扩孔时注水润滑钻具,扩孔搅碎孔内原状土时,要将孔内土搅拌形成塑性泥浆,在清孔时借助于机具的挤压,在孔壁上形成光滑的一层护壁泥皮,用以平衡孔道内的固岩压力,最终造成稳定光滑的安管通道。孔道成型后利用拉力机将管节拖拽入孔
MPP顶管施工工艺.docx
顶管施工工艺1.拉管施工工艺利用用比钻杆外径略大的箭咀式小钻头打导向孔,钻杆从地面钻入,地面仪器接受由地下钻头内传送器发出的消息,控制钻头的方向和深度,钻成准确的定位导向孔。再利用导向孔,反向回扩,回扩时只将设计孔径内的原状土搅碎。最后利用清孔设备清出孔道内泥土,形成安管的通道。在钻进先导孔和扩孔时注水润滑钻具,扩孔搅碎孔内原状土时,要将孔内土搅拌形成塑性泥浆,在清孔时借助于机具的挤压,在孔壁上形成光滑的一层护壁泥皮,用以平衡孔道内的固岩压力,最终造成稳定光滑的安管通道。孔道成型后利用拉力机将管节拖拽入孔
MPP顶管施工工艺.doc
顶管施工工艺1.拉管施工工艺运用用比钻杆外径略大的箭咀式小钻头打导向孔,钻杆从地面钻入,地面仪器接受由地下钻头内传送器发出的消息,控制钻头的方向和深度,钻成准确的定位导向孔。再运用导向孔,反向回扩,回扩时只将设计孔径内的原状土搅碎。最后运用清孔设备清出孔道内泥土,形成安管的通道。在钻进先导孔和扩孔时注水润滑钻具,扩孔搅碎孔内原状土时,要将孔内土搅拌形成塑性泥浆,在清孔时借助于机具的挤压,在孔壁上形成光滑的一层护壁泥皮,用以平衡孔道内的固岩压力,最终导致稳定光滑的安管通道。孔道成型后运用拉力机将管节拖拽入孔

MPP顶管、MPP电力电缆保护管施工管理规定.doc
MPP电力非开挖管施工管理规定MPP顶管、MPP电力电缆保护管施工管理规定电力工程在敷设电缆时,由于施工路由、工期等客观因素,经常采取“拉管”、“顶管”等技术进行地下管线施工。从实际效果看,采用非开悟技术有不影响交通、施工周期短等优点,但由于非开挖技术对于电力企业乃至全国各管线施工部门仍属于新兴技术,没有统一的施工标准和技术规范,加上各区域地理位置不同,地下管线系统错综复杂,因此非开挖施工在安全性和施工管理上存在一些问题。为便于电力部门规范非开挖施工管理,以电缆转入正常运行后便于维护管理为原则,参照各地电