
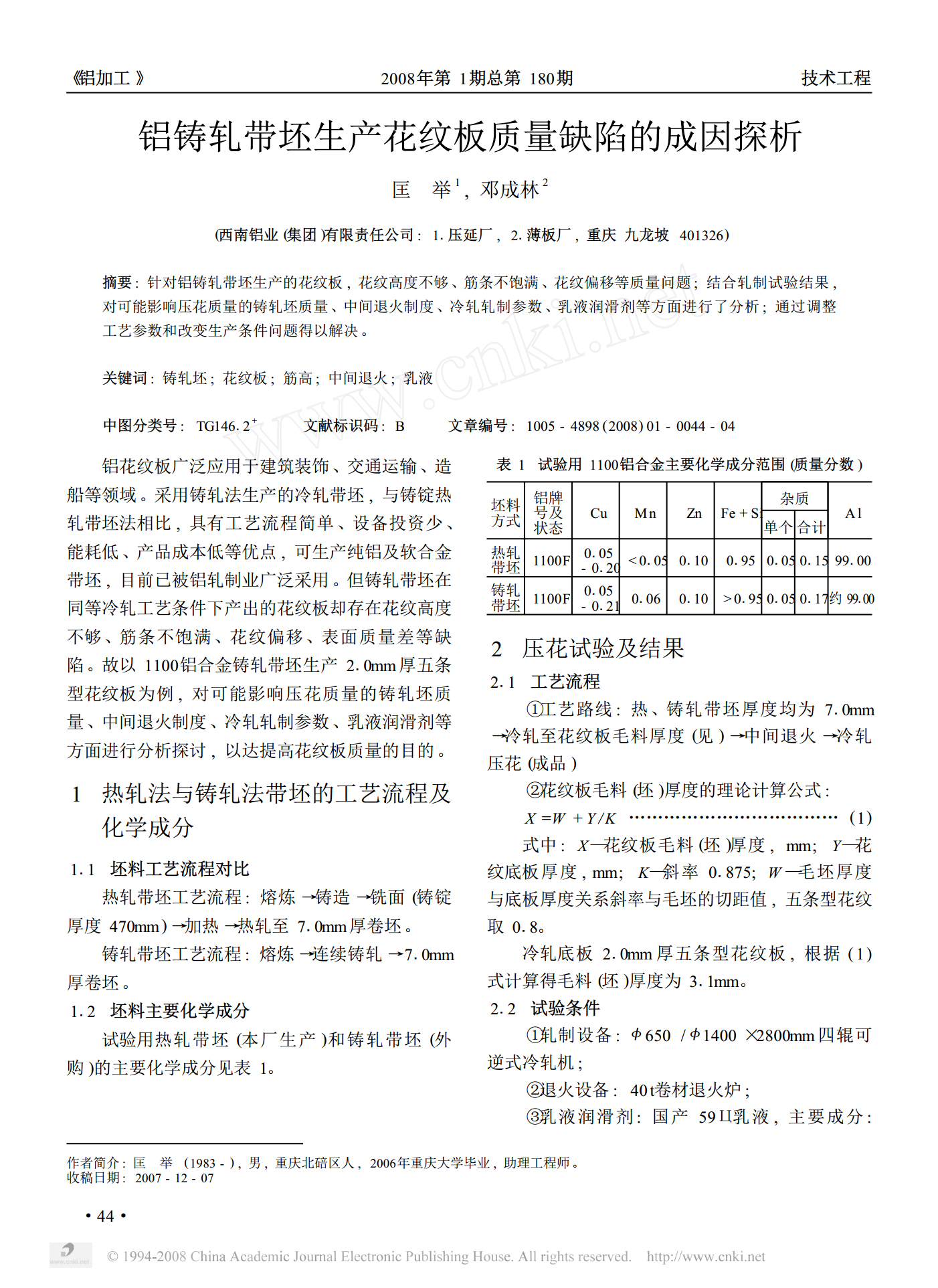
铝铸轧带坯生产花纹板质量缺陷的成因探析.pdf

依波****bc

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝铸轧带坯生产花纹板质量缺陷的成因探析.pdf
1111111

铸坯表面缺陷成因及对策.ppt
连铸坯表面缺陷成因及防止对策23弯月面:纵裂纹横裂纹(振痕裂纹)角横裂纹“星”形裂纹针孔表面夹渣横裂、角横裂的成因:防止横裂、角横裂的对策星形裂纹的成因:针孔的成因:表面夹渣的成因:连铸坯表面纵裂纹生成机理及防止对策宝钢连铸板坯表面纵裂纹与钢碳含量关系18纵裂纹的形成:结晶器内初生坯壳表层所经受的张应力超过晶界破坏强度。1)结晶器内壁平滑,坯壳与结晶器壁之间保护渣膜厚度均匀,则p和f沿板坯宽度方向相等;2)在板坯宽度1/2处t和b最大;3)1/2宽度处b与板坯宽度的平方成正比(b=3l2/(
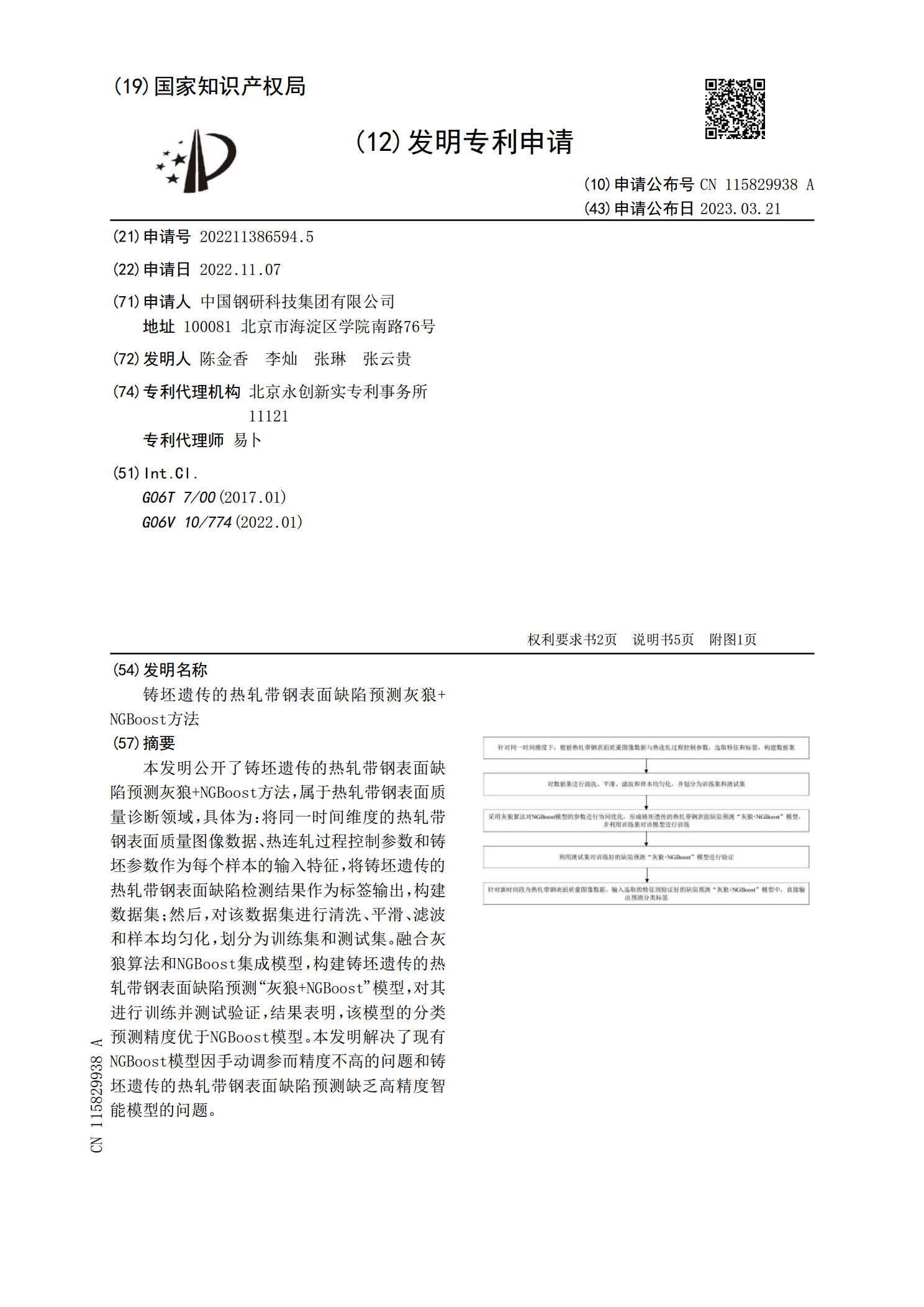
铸坯遗传的热轧带钢表面缺陷预测灰狼+NGBoost方法.pdf
本发明公开了铸坯遗传的热轧带钢表面缺陷预测灰狼+NGBoost方法,属于热轧带钢表面质量诊断领域,具体为:将同一时间维度的热轧带钢表面质量图像数据、热连轧过程控制参数和铸坯参数作为每个样本的输入特征,将铸坯遗传的热轧带钢表面缺陷检测结果作为标签输出,构建数据集;然后,对该数据集进行清洗、平滑、滤波和样本均匀化,划分为训练集和测试集。融合灰狼算法和NGBoost集成模型,构建铸坯遗传的热轧带钢表面缺陷预测“灰狼+NGBoost”模型,对其进行训练并测试验证,结果表明,该模型的分类预测精度优于NGBoost模
连铸坯质量控制与缺陷控制.pptx
连铸坯(圆坯)质量控制目录1.连铸坯质量概念连铸坯质量概念:缺陷的控制策略图从冶金传输观点,控制铸坯质量:2.连铸坯(圆坯)凝固的基本特点(1)连铸坯凝固过程实质上是动态热量传递过程以20钢为例,钢水凝固冷却到室温放出热量是:过热25.2kJ/kg潜热328kJ/kg显热958kJ/kg总热量中大约1/3从液体→固体放出,其余2/3是完全凝固后放出的钢水在连铸机内凝固是一个热量释放和传递的过程,铸坯边运行,边放热边凝固,形成了很长的液相穴(10~20几米),在液相穴长度上布置了三个冷却区:一次冷却区:钢水

热轧带钢边裂缺陷成因分析.docx
热轧带钢边裂缺陷成因分析摘要:通过相关工艺调查分析、金相检验和跟踪试验等方法研究了热轧带钢边裂缺陷的产生原因为有的放矢地采取措施治理边裂缺陷创造了条件。关键词:热轧带钢边裂气泡角横裂在热轧板厂的生产历史上曾连续多年都有数百至上千吨钢卷产生边裂(又曾判为“过烧”)缺陷涉及的钢种有Q195、Q235、09SiVL、P510L、08Al、Stb32、X46、X52、09CuPTiRe和花纹板卷等。热轧带钢边裂缺陷是指钢板边缘沿长度方向的一侧或两侧