
注射成型原理及工艺特性培训课件.pptx

胜利****实阿

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注射成型原理及工艺特性培训课件.pptx
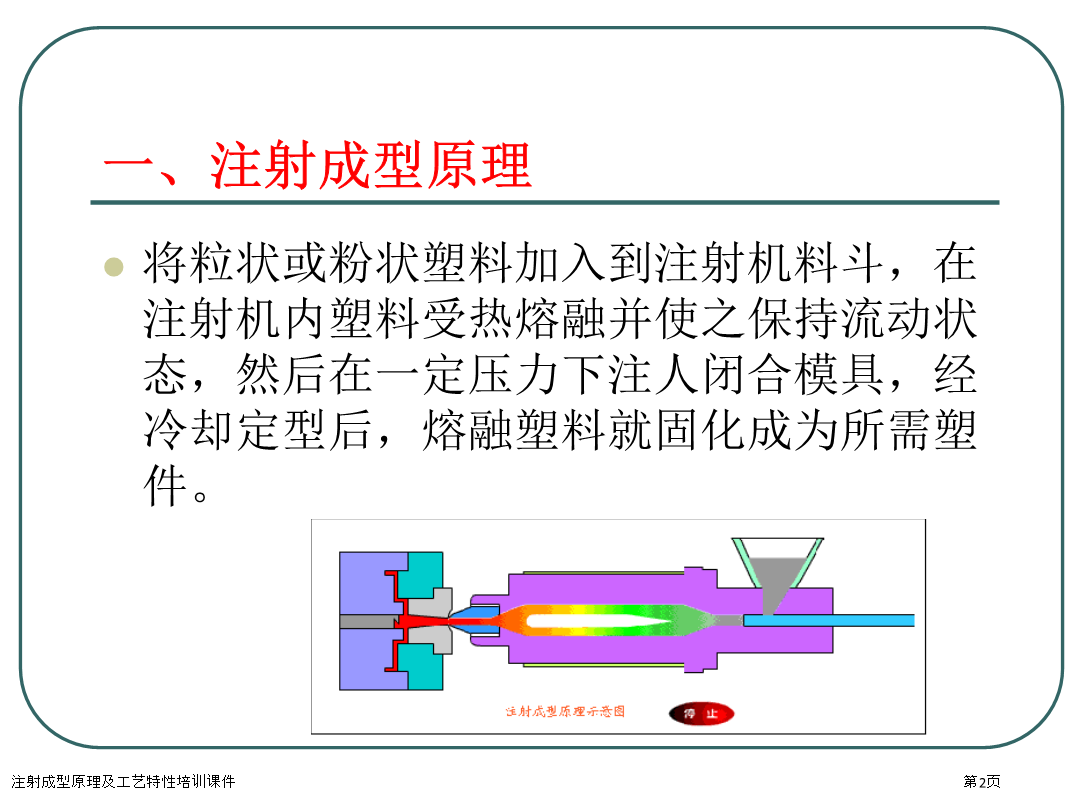
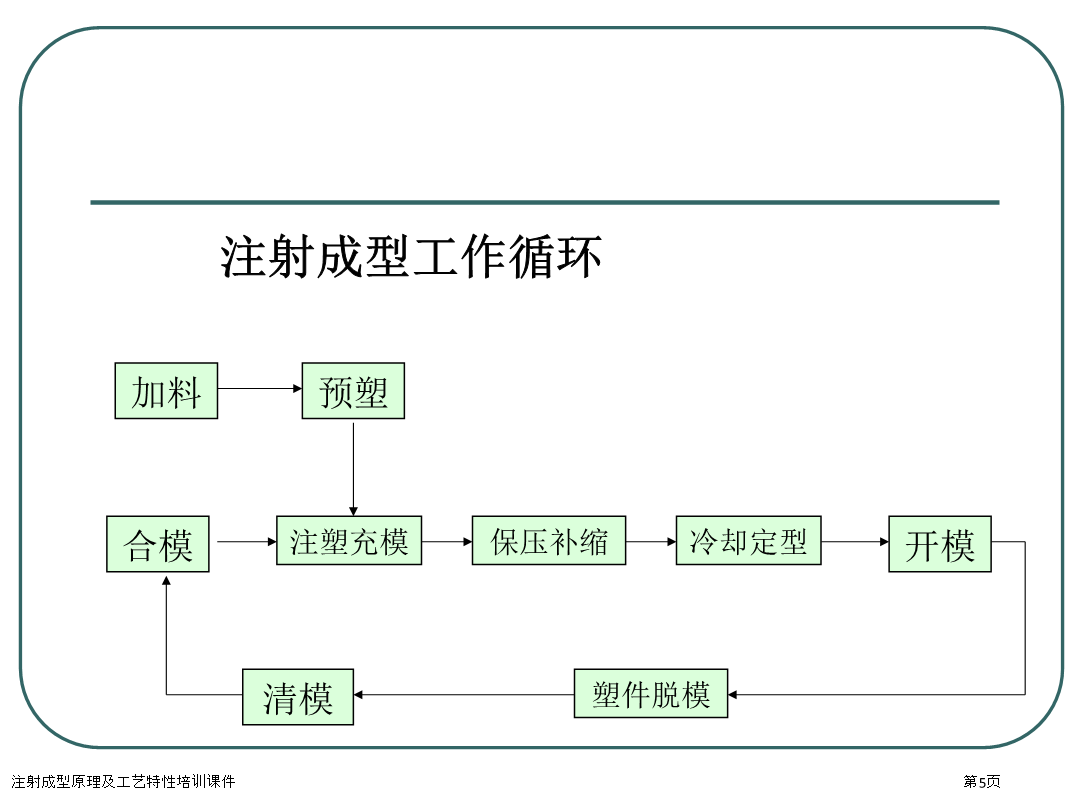
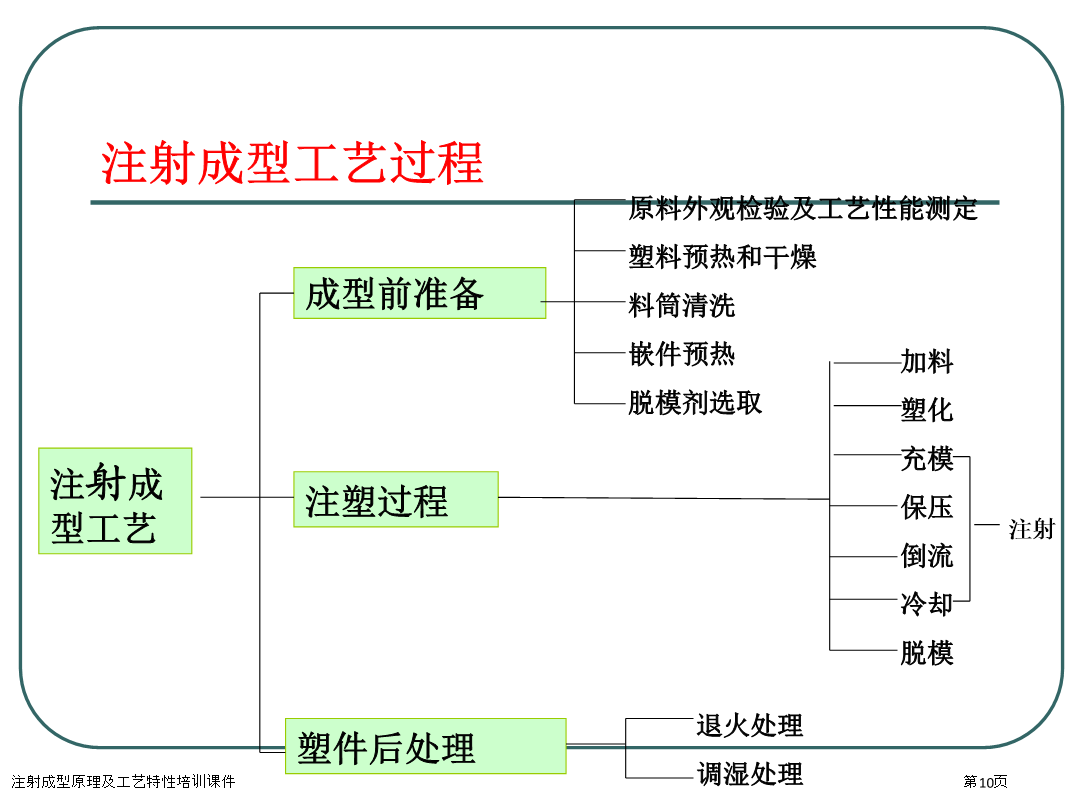
第三章注射成型原理及工艺特征一、注射成型原理注射成型工作循环二、注射成型特点优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸准确、带有金属或非金属嵌件塑料制件产品质量稳定适应范围广缺点:注塑设备价格较高;注塑模具结构复杂;生产成本高、生产周期长、不适合于单件小批量塑件生产。到当前为止,除氟塑料以外,几乎全部热塑性塑料都能够用注塑成型方法成型。另外,一些流动性好热固性塑料也可用注塑成型。第三章注射成型原理及工艺特征加料塑化充模保压倒流冷却脱模一、成型前准备料筒清洗:当改变产品、更换原料及颜色时

注射成型原理及工艺特性.pptx
第三章注射成型原理及工艺特征一、注射成型原理注射成型工作循环二、注射成型特点优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸准确、带有金属或非金属嵌件塑料制件产品质量稳定适应范围广缺点:注塑设备价格较高;注塑模具结构复杂;生产成本高、生产周期长、不适合于单件小批量塑件生产。到当前为止,除氟塑料以外,几乎全部热塑性塑料都能够用注塑成型方法成型。另外,一些流动性好热固性塑料也可用注塑成型。第三章注射成型原理及工艺特征加料塑化充模保压倒流冷却脱模一、成型前准备料筒清洗:当改变产品、更换原料及颜色时

注射成型原理及工艺特性.ppt
注射成型原理及工艺特性一、注射成型原理注射成型工作循环二、注射成型特点优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件产品质量稳定适应范围广缺点:注塑设备价格较高;注塑模具结构复杂;生产成本高、生产周期长、不适合于单件小批量的塑件生产。到目前为止,除氟塑料以外,几乎所有的热塑性塑料都可以用注塑成型的方法成型。另外,一些流动性好的热固性塑料也可用注塑成型。第三章注射成型原理及工艺特性加料塑化充模保压倒流冷却脱模一、成型前准备料筒清洗:当改变产品、更换原料及颜

注射成型及工艺特性.pptx
注射成型及工艺特性4/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/20244/10/2024

第三章注射成型原理及工艺特性.ppt
第三章注射成型原理及工艺特性一、注射成型原理注射成型工作循环二、注射成型特点优点:成型周期短、生产效率高、易实现自动化能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件产品质量稳定适应范围广缺点:注塑设备价格较高;注塑模具结构复杂;生产成本高、生产周期长、不适合于单件小批量的塑件生产。到目前为止除氟塑料以外几乎所有的热塑性塑料都可以用注塑成型的方法成型。另外一些流动性好的热固性塑料也可用注塑成型。第三章注射成型原理及工艺特性加料塑化充模保压倒流冷却脱模一、成型