
05_挂舵臂焊接工艺规范.pdf

宏硕****mo

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
05_挂舵臂焊接工艺规范.pdf
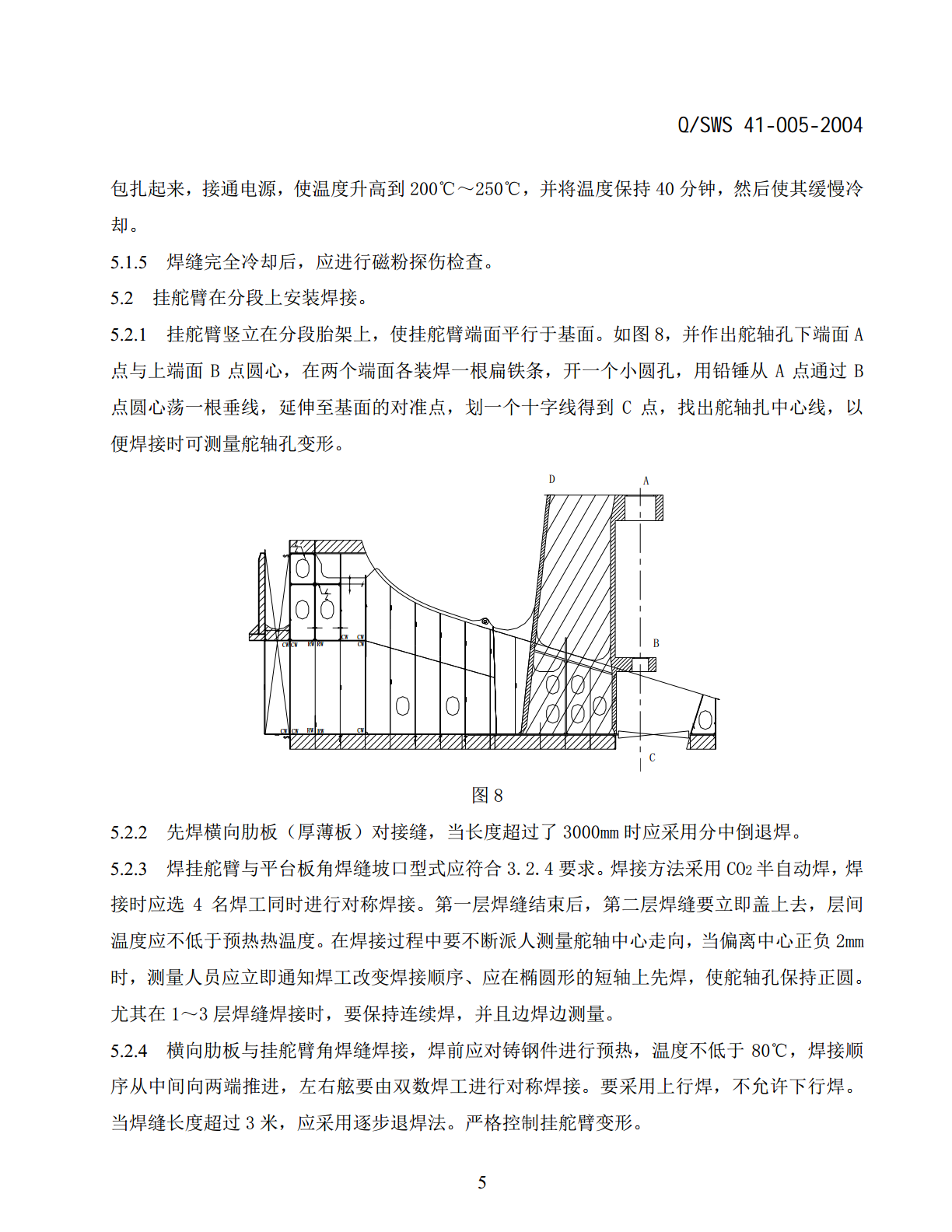
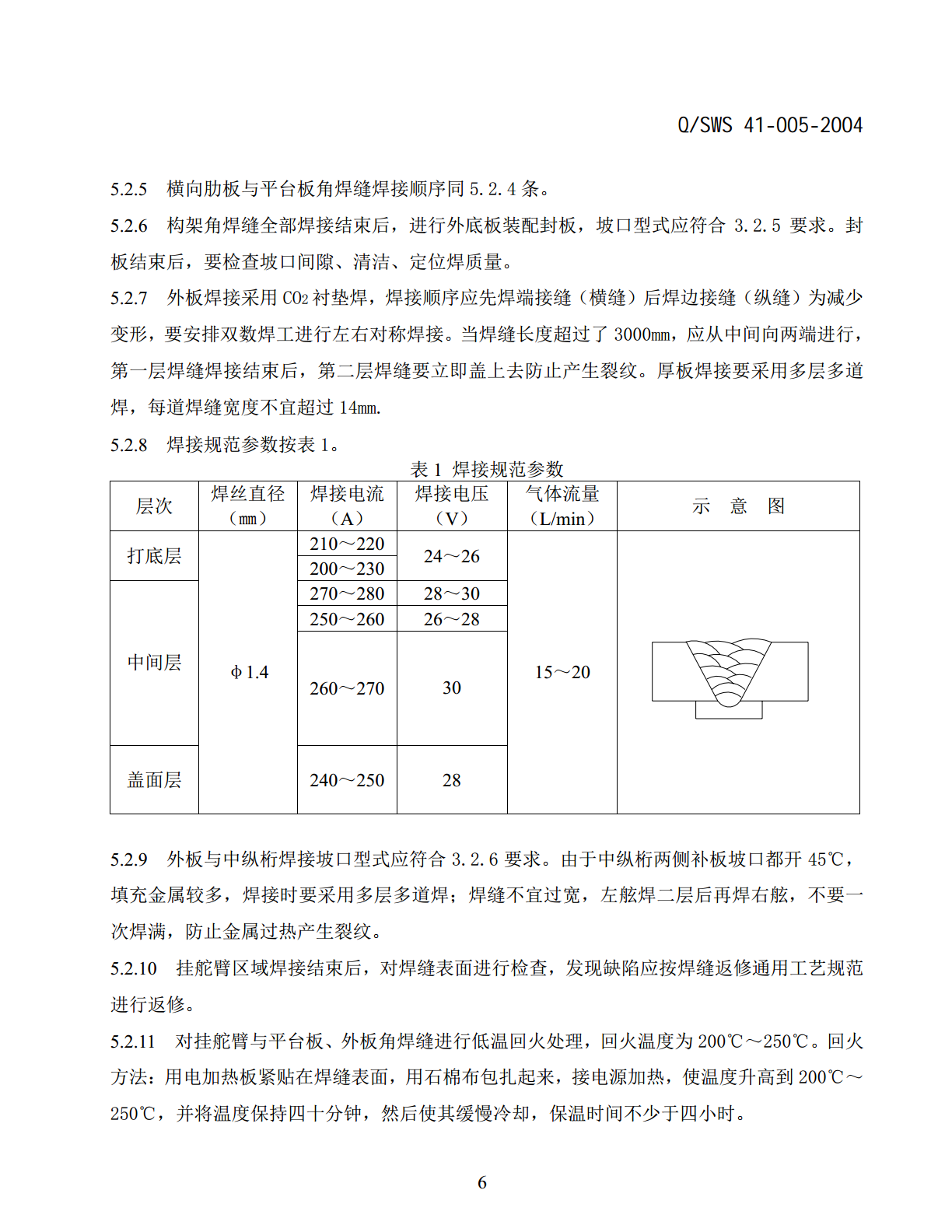
Q/SWS41-005-2004挂舵臂焊接工艺规范1范围本规范规定了挂舵臂焊接的焊接前准备、人员、工艺要求和方法及检验。本规范适用于10万吨以上级散货船、油轮等挂舵臂的焊
船舶挂舵臂的制造方法.pdf
本发明公开了一种船舶挂舵臂的制造方法,关键是研制一套熔炼工艺:配料选择、冶炼温度掌握、吹氧、吹氩参数的控制等,解决化学元素含量控制尤其铝的含量、氮含量满足要求;编制最优的铸造工艺:冒口、浇口的设计及造型用料选择,杜绝裂纹、缩松的产生,满足铸件无损检测及尺寸精度要求,编制一种特定热处理工艺;升温、保温、降温的温度、时间的选择尤其是降温方法运用,解决了铸件机械性能不足的问题,尤其是低温冲击性能要求。
大型船舶挂舵臂铸造工艺计算机模拟及优化.pdf
河南科技大学硕士学位论文大型船舶挂舵臂铸造工艺计算机模拟及优化姓名:张可锋申请学位级别:硕士专业:材料加工工程指导教师:杨涤心;谢敬佩20080601摘要论文题目:大型船舶挂舵臂铸造工艺计算机模拟及优化专业:
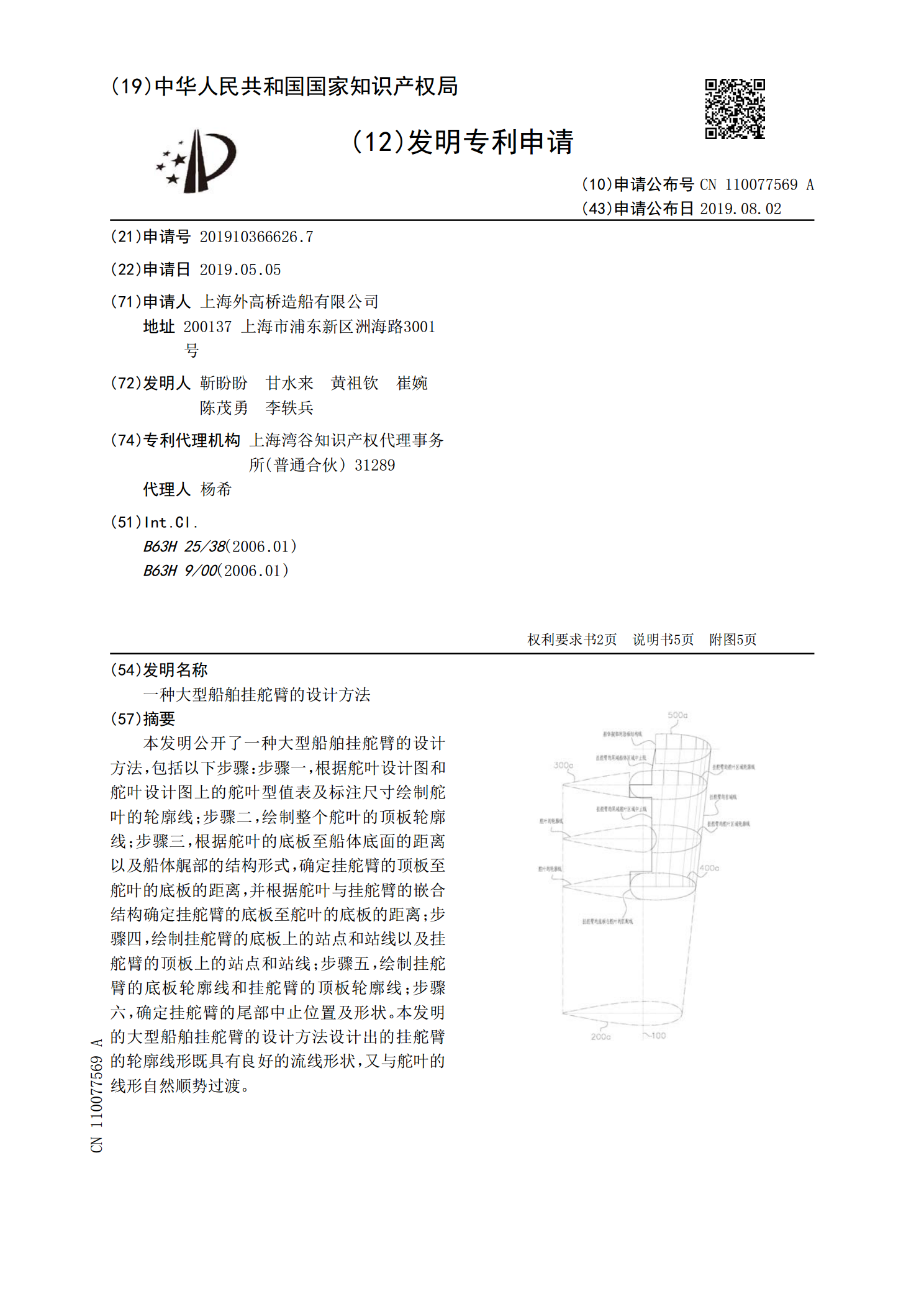
一种大型船舶挂舵臂的设计方法.pdf
本发明公开了一种大型船舶挂舵臂的设计方法,包括以下步骤:步骤一,根据舵叶设计图和舵叶设计图上的舵叶型值表及标注尺寸绘制舵叶的轮廓线;步骤二,绘制整个舵叶的顶板轮廓线;步骤三,根据舵叶的底板至船体底面的距离以及船体艉部的结构形式,确定挂舵臂的顶板至舵叶的底板的距离,并根据舵叶与挂舵臂的嵌合结构确定挂舵臂的底板至舵叶的底板的距离;步骤四,绘制挂舵臂的底板上的站点和站线以及挂舵臂的顶板上的站点和站线;步骤五,绘制挂舵臂的底板轮廓线和挂舵臂的顶板轮廓线;步骤六,确定挂舵臂的尾部中止位置及形状。本发明的大型船舶挂舵
一种船舶挂舵臂舵销衬套找正装置及其找正方法.pdf
本发明属于船舶挂舵臂技术领域的船舶挂舵臂舵销衬套找正装置。定位法兰Ⅰ(1)和定位法兰(4)通过多个连接螺杆(2)连接,船舶挂舵臂(13)上设置通孔(14),船舶挂舵臂(13)上部设置多个调节螺纹部Ⅰ(5),每个调节螺纹部Ⅰ(5)的螺孔Ⅰ拧装穿过一个调节螺杆Ⅰ(6),船舶挂舵臂(13)下部设置多个调节螺纹部Ⅱ(7),每个调节螺纹部Ⅱ(7)的螺孔Ⅱ内拧装穿过一个调节螺杆Ⅱ(8)。本发明所述的船舶挂舵臂舵销衬套找正装置,不需要对船舶挂舵臂钻孔,不会造成损坏,就方便快捷实现船舶挂舵臂和舵销衬套的找正,不需要起吊船