
聚合物表面的化学钝化方法.pdf

是你****岺呀

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
聚合物表面的化学钝化方法.pdf
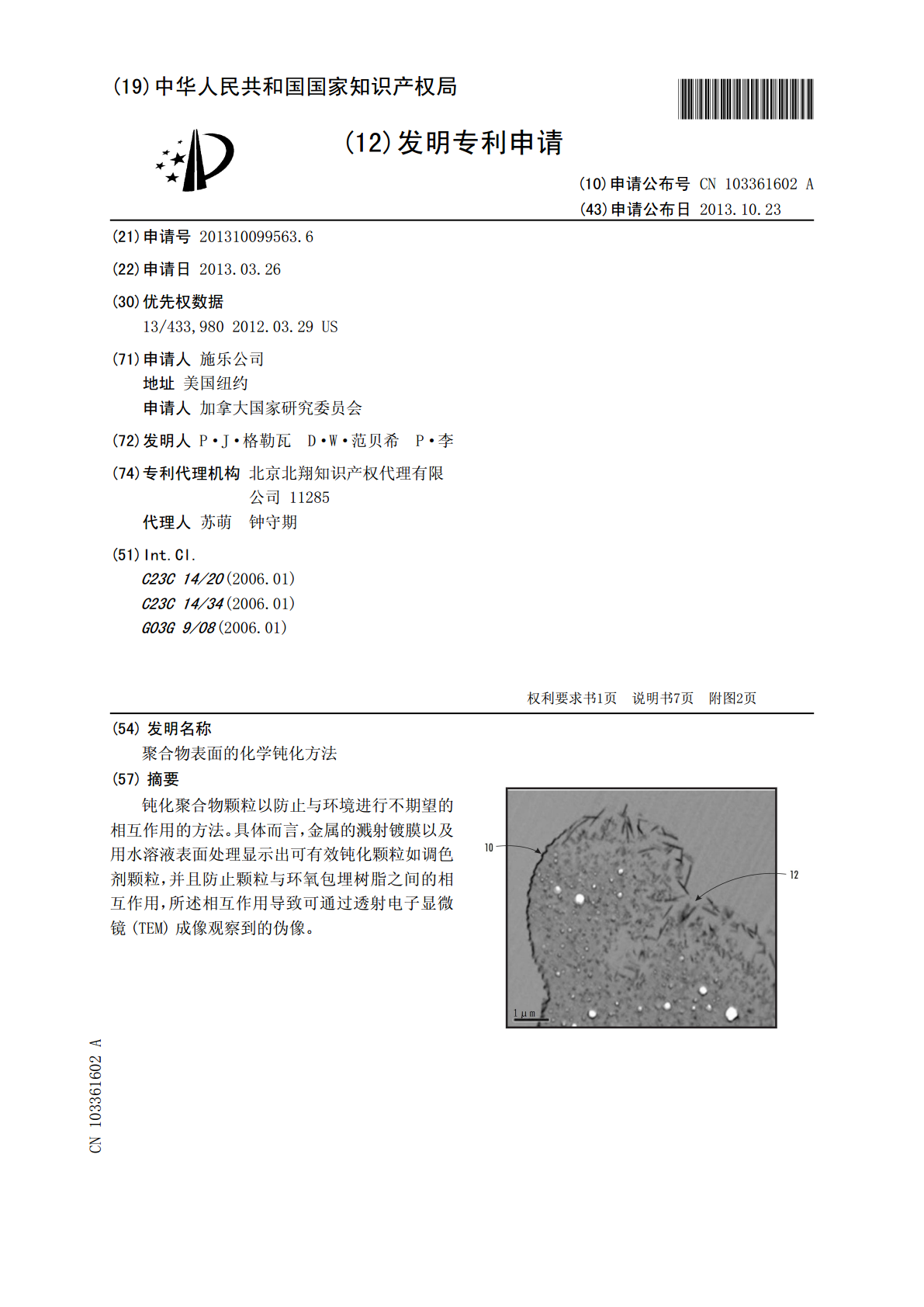
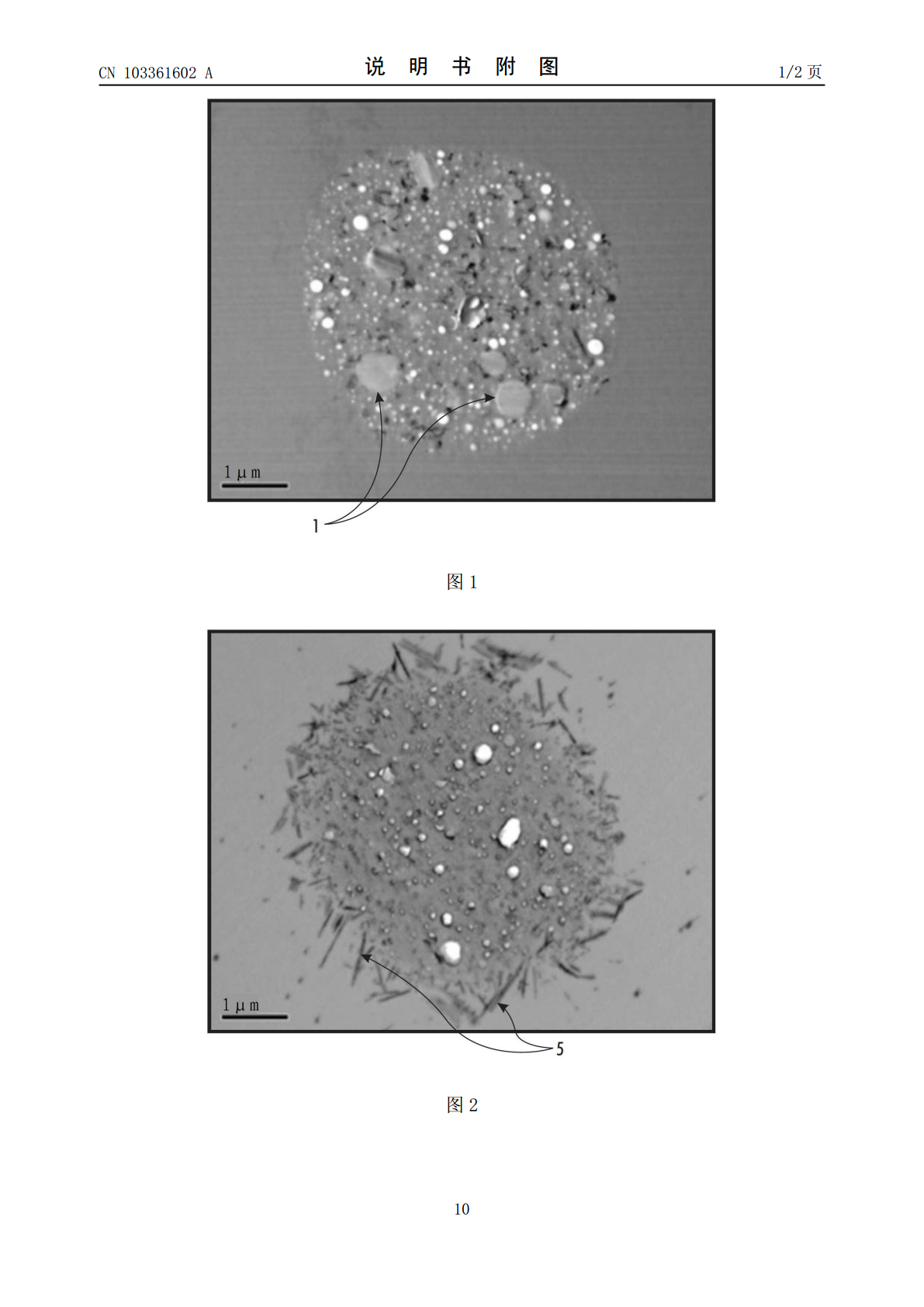
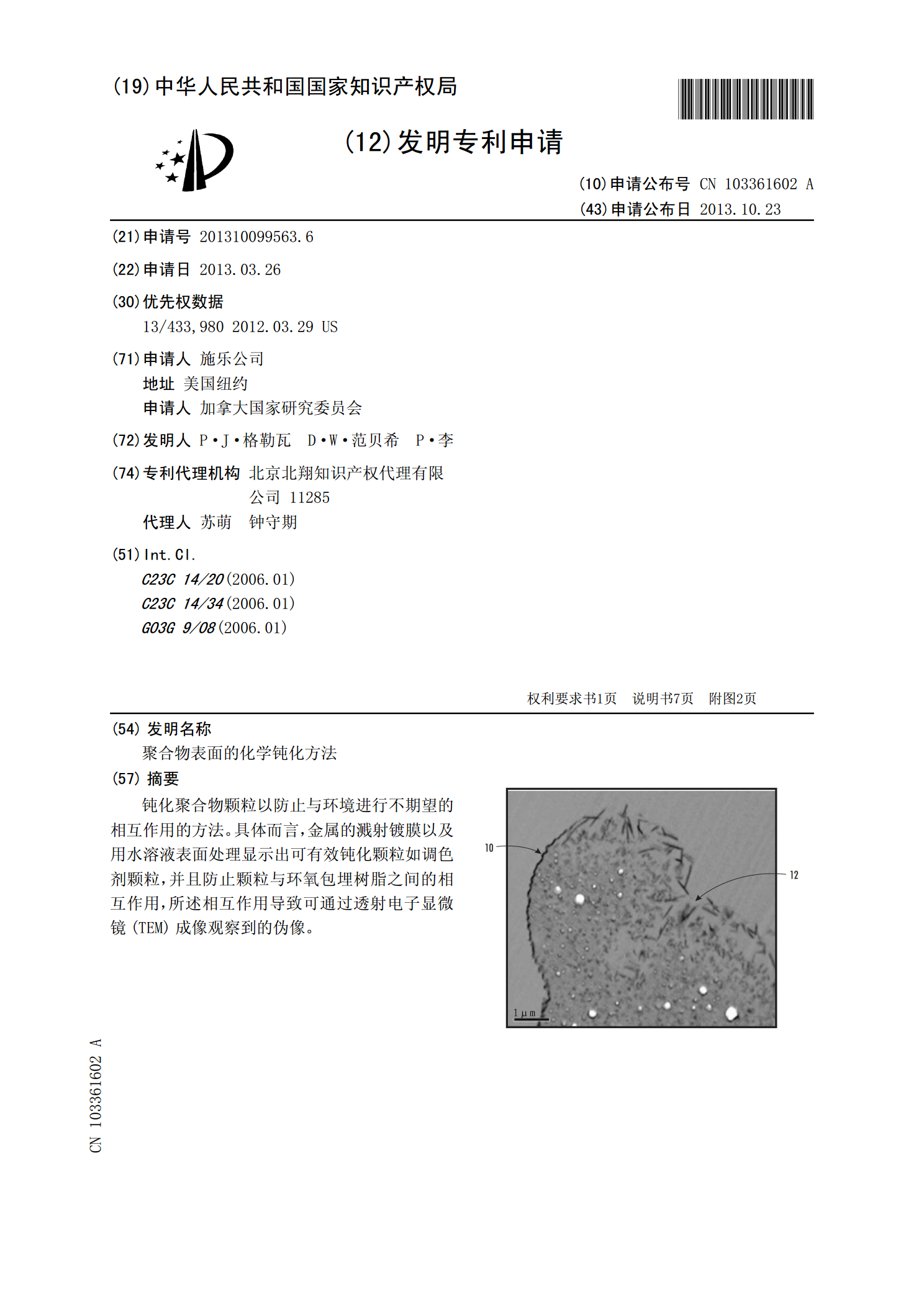
钝化聚合物颗粒以防止与环境进行不期望的相互作用的方法。具体而言,金属的溅射镀膜以及用水溶液表面处理显示出可有效钝化颗粒如调色剂颗粒,并且防止颗粒与环氧包埋树脂之间的相互作用,所述相互作用导致可通过透射电子显微镜(TEM)成像观察到的伪像。

钝化具有焊剂的铝表面的方法.pdf
本发明涉及一种钝化具有焊剂的铝表面的方法。根据所述方法,提供了具有焊剂的铝表面。随后,向提供的铝表面施用钝化液,使得钝化液和具有焊剂的铝表面反应以生成钝化层。
一种硬化合金表面的钝化加工方法.pdf
本发明涉及一种硬化合金表面的钝化加工方法,包括将合金毛胚块表面进行除锈打磨处理,并将表面清洗干净;清洗干净后的合金毛胚浸入到盐酸溶液中浸泡30‑50分钟,然后使用去离子水清洗干净,使用热氮气吹干;在合金毛胚块表面涂抹填补液,并通过热风炉加热至300‑500℃;合金毛胚块通过低温氯气进行降温,将得到的合金毛胚块采用电解液进行浸泡,浸泡的温度为30‑60℃;填补液按质量分数由50~70%的松香溶液、5‑10%的镁粉、10‑20%的铝粉、5‑20%钛粉组成;电解液的溶剂为水,每1000g的水中含有以下组份及含量
一种不锈钢特殊钝化表面的加工方法.pdf
本发明涉及一种不锈钢特殊钝化表面的加工方法,步骤为:1)对原料进行冷轧:采取粗糙度Ra为2.0-3.0um的辊子进行轧制,冷轧压下率控制在5-10%,轧制润滑油量控制在2000-4000L/Min;2)对冷轧后材料进行钝化:将已经冷轧好的表面进行退火酸洗,退火炉的炉温在350-550℃,酸槽中酸液的配比为HF浓度10-25g/L、HNO3浓度80-200g/L,酸洗钝化温度控制在40~60℃,带钢的运行速度控制在25-40mpm。本发明借助不锈钢企业内部的设备进行加工,生产出同类产品,不必另外配置表面涂层

炼化化学钝化污水深度处理方法.pdf
本发明提供炼化化学钝化污水深度处理方法,包括如下步骤:加入酸或碱调节废水的pH值,使得废水的pH值<5或pH值>7;对经过调节后的废水进行隔油处理,隔油处理为在层流状态下对化学钝化含油污水进行滞留,处理时间为40‑80min;对经过隔油后的废水浮选,废水进入溶气气浮机,先加入钙盐,钙盐的投加量≥37mmol/L,再加入阴离子型聚丙烯酰胺,阴离子型聚丙烯酰胺的投加量为1‑5mg/L;对浮选后的废水进行电催化氧化处理。钙盐法预处理钝化污水是有效的,钝化污水的水质得到了明显的改善,去除了30%以上的有机物,污水