
高速线材的控轧控冷论文正稿.pdf

是你****盟主


1/10
2/10
3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高速线材的控轧控冷论文正稿.pdf
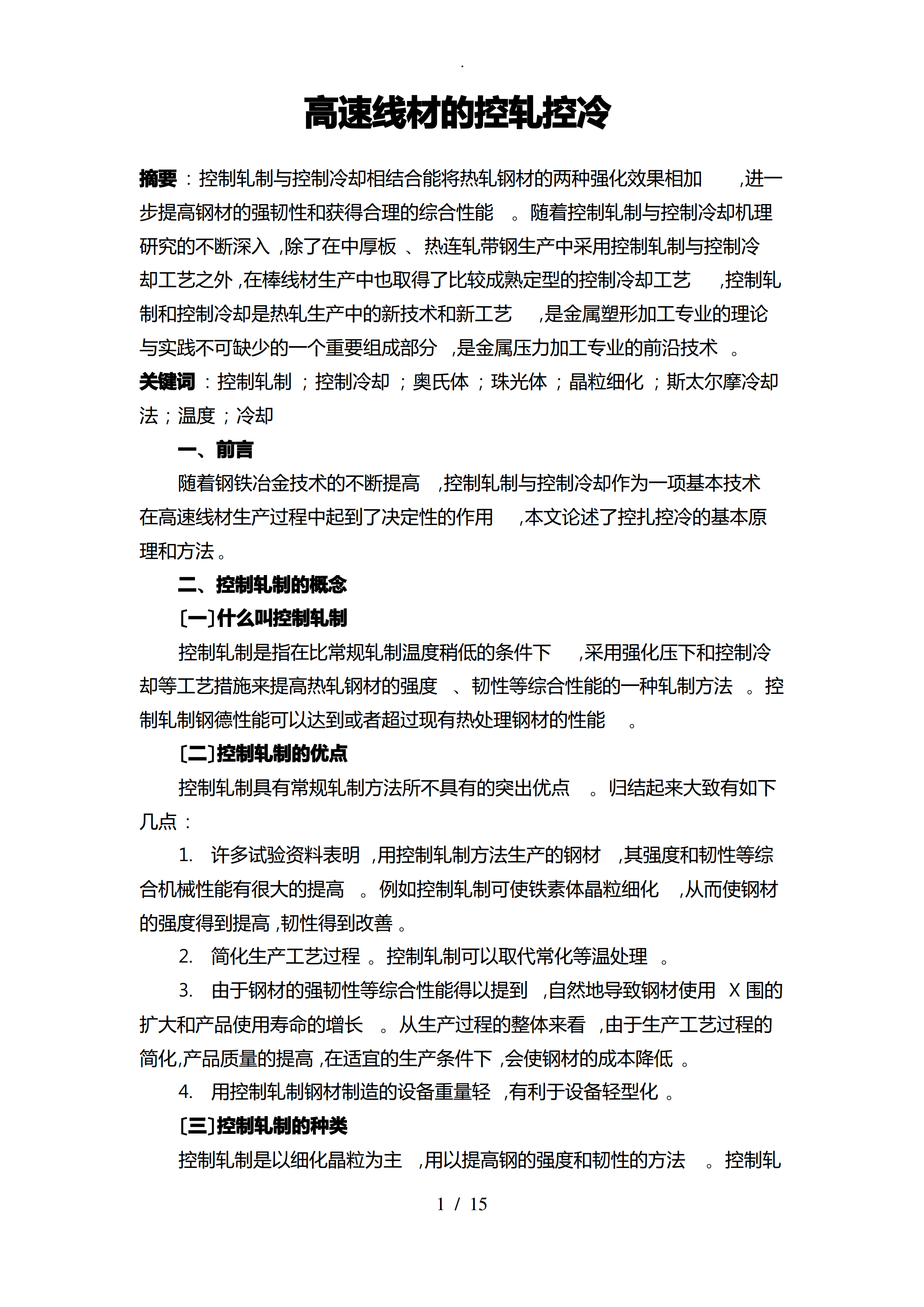
.高速线材的控轧控冷摘要:控制轧制与控制冷却相结合能将热轧钢材的两种强化效果相加进一步提高钢材的强韧性和获得合理的综合性能。随着控制轧制与控制冷却机理研究的不断深入除了在中厚板、热连轧带钢生产中采用控制轧制与控制冷却工艺之外在棒线材生产中也取得了比较成熟定型的控制冷却工艺
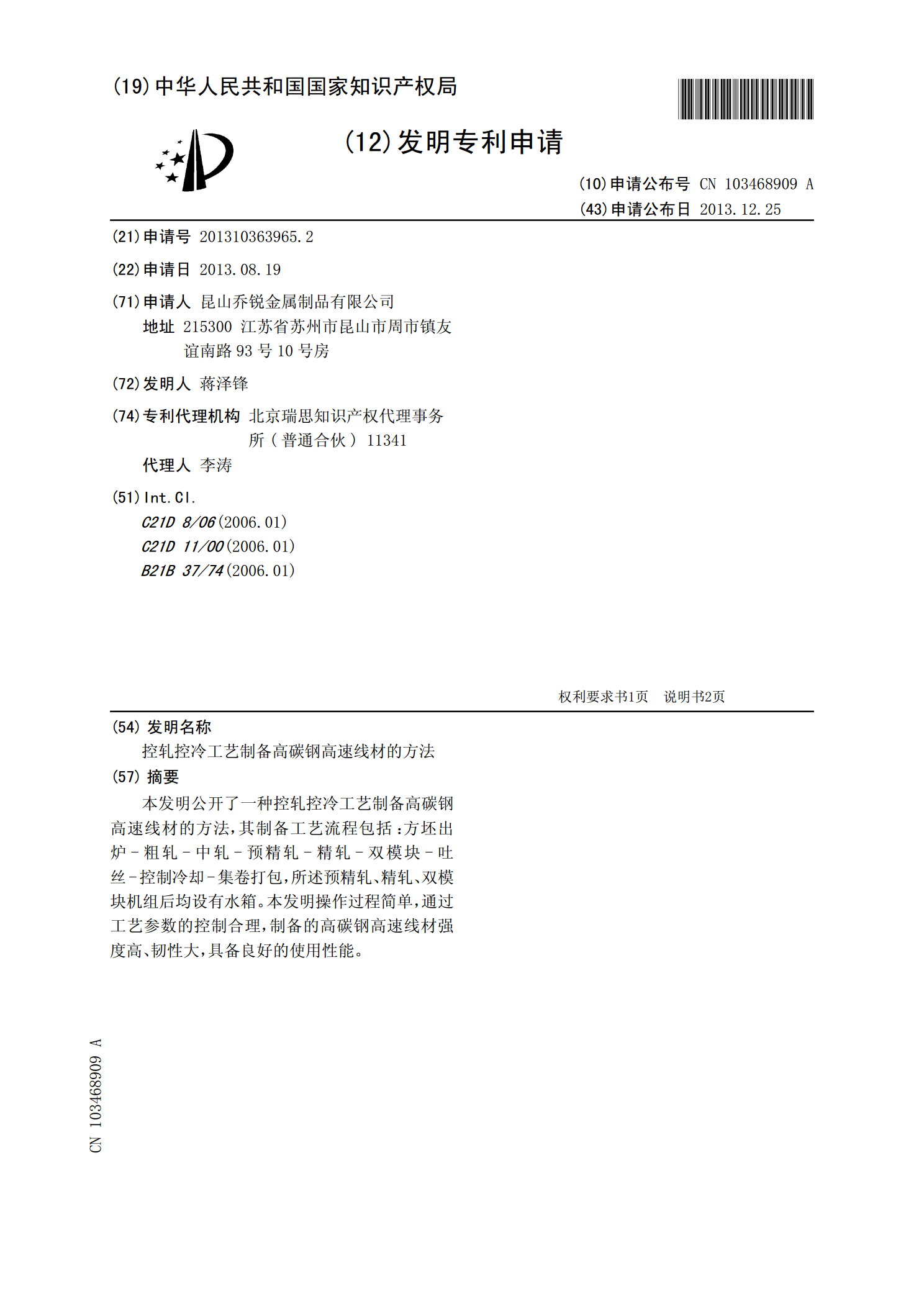
控轧控冷工艺制备高碳钢高速线材的方法.pdf
本发明公开了一种控轧控冷工艺制备高碳钢高速线材的方法,其制备工艺流程包括:方坯出炉-粗轧-中轧-预精轧-精轧-双模块-吐丝-控制冷却-集卷打包,所述预精轧、精轧、双模块机组后均设有水箱。本发明操作过程简单,通过工艺参数的控制合理,制备的高碳钢高速线材强度高、韧性大,具备良好的使用性能。

棒线材控轧控冷过程数值模拟及在线应用的综述报告.docx
棒线材控轧控冷过程数值模拟及在线应用的综述报告棒线材控轧控冷过程数值模拟及在线应用的综述报告随着制造业的高速发展,大量的钢材生产需要满足不同行业的需求。而钢材的生产制造需要多个工序和操作,其中控轧、控冷等过程对钢材的质量和性能起着至关重要的作用。因此,针对棒线材控轧控冷过程的数值模拟和在线应用具有重要的意义。棒线材控轧控冷过程数值模拟技术主要应用于钢材生产的提高成效和质量管理的领域。其基本思路是通过数学建模和仿真,预测钢材加工过程中各种因素对材料性能的影响,并采取相应措施进行控制和调整,以获得优质钢材。数
控轧控冷-学习与培训.ppt
主要内容1.1性能指标▲拉伸时的韧性断裂:颈缩为前导.▲应变硬化产生的强度增加不足以补偿截面积的减少产生集中变形出现细颈.▲细颈中心为三向拉应力状态形成显微空洞长大并聚合成裂纹沿与拉伸垂直的方向扩展成中央裂纹最后在细颈边缘处沿与拉伸轴成45°方向剪断形成”杯锥断口”缺陷的焊合1.2金属材料强化的主要机制在板带轧制过程中如能有效控制这些碳、氮化合物的析出行为(数量、大小、形状和分布状态等)则可
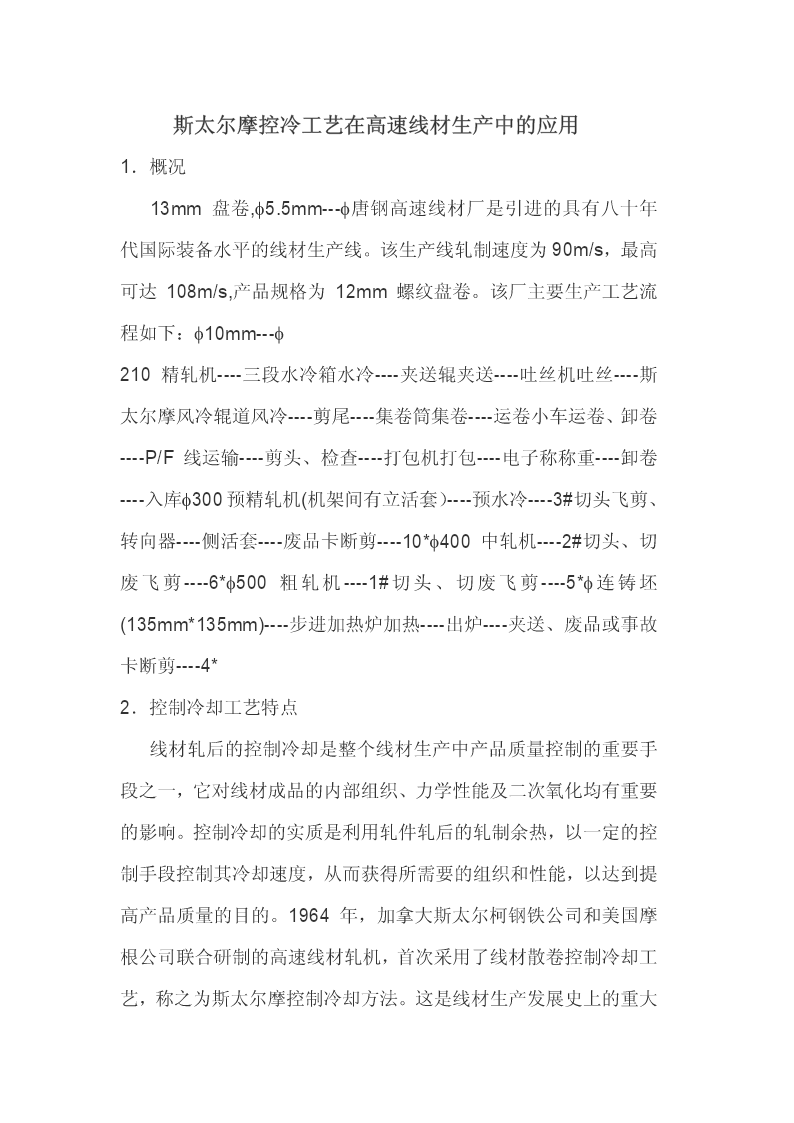
斯太尔摩控冷工艺在高速线材生产中的应用.pdf
斯太尔摩控冷工艺在高速线材生产中的应用1.概况13mm盘卷,φ5.5mm---φ唐钢高速线材厂是引进的具有八十年代国际装备水平的线材生产线。该生产线轧制速度为90m/s,最高可达108m/s,产品规格为12mm螺纹盘卷。该厂主要生产工艺流程如下:φ10mm---φ210精轧机----三段水冷箱水冷----夹送辊夹送----吐丝机吐丝----斯太尔摩风冷辊道风冷----剪尾----集卷筒集卷----运卷小车运卷、卸卷----P/F线运输----剪头、检查----打包机打包----电子称称重----卸卷---