
【精选】含钛不锈钢的连铸水口结瘤和保护渣宝钢讲.ppt

小琛****82

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

【精选】含钛不锈钢的连铸水口结瘤和保护渣宝钢讲.ppt
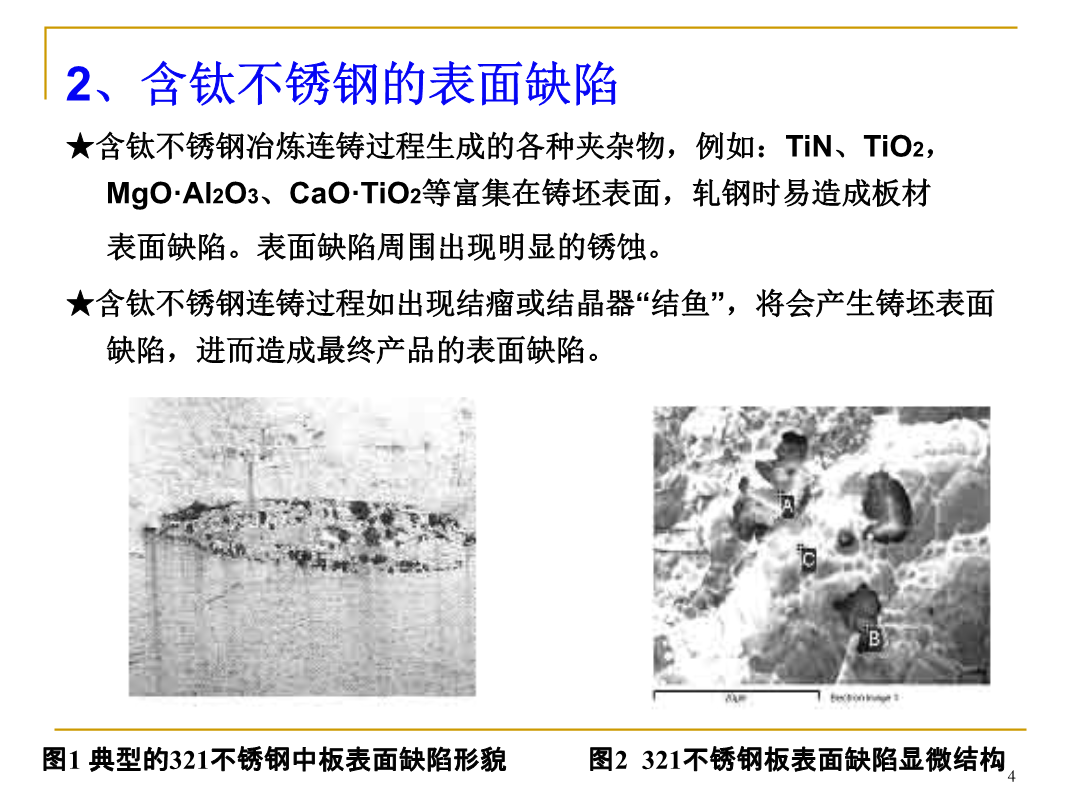
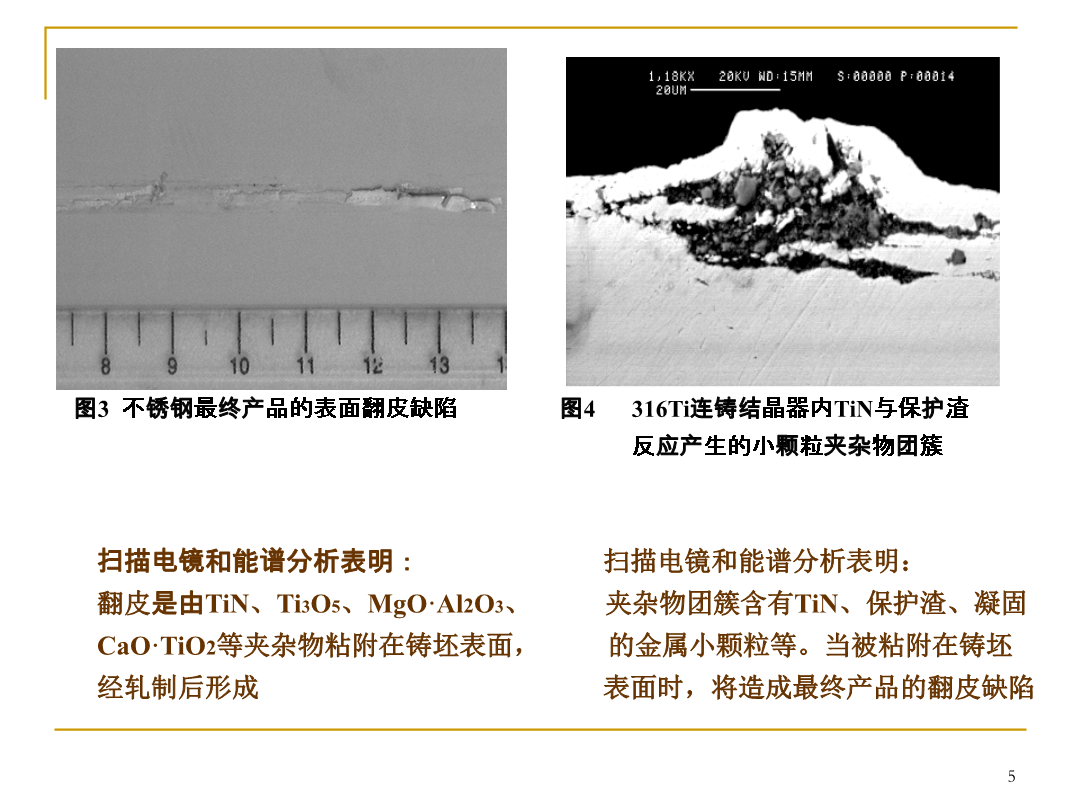
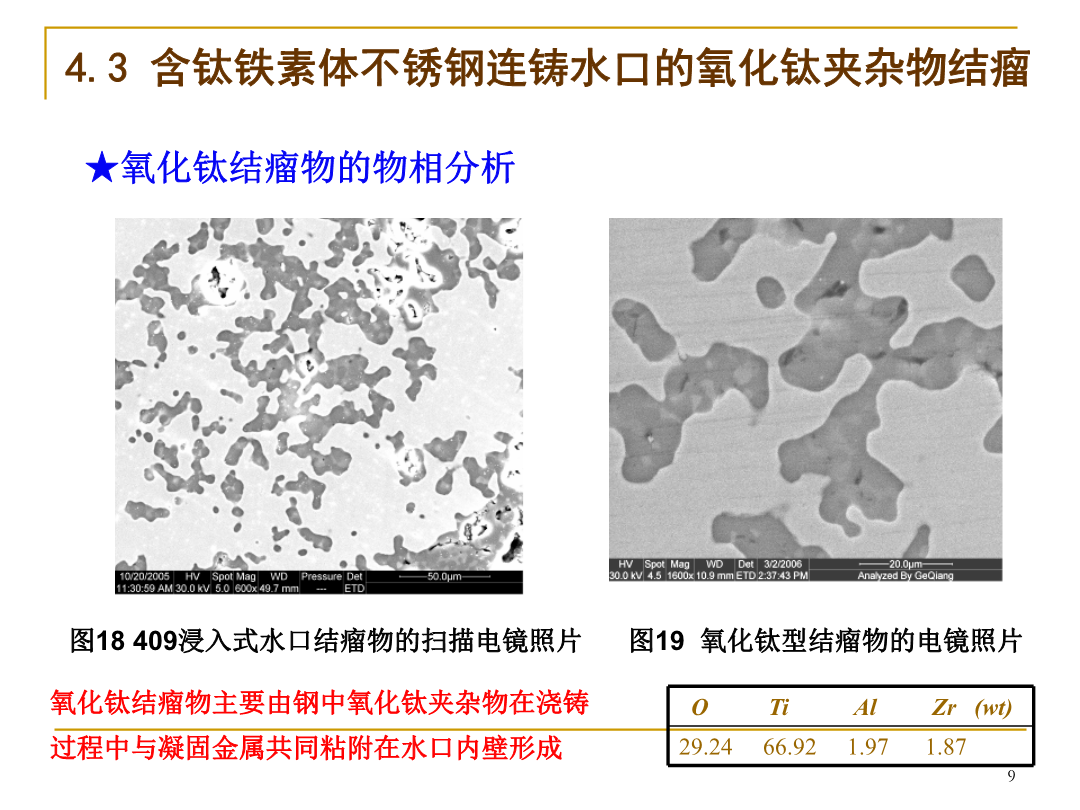
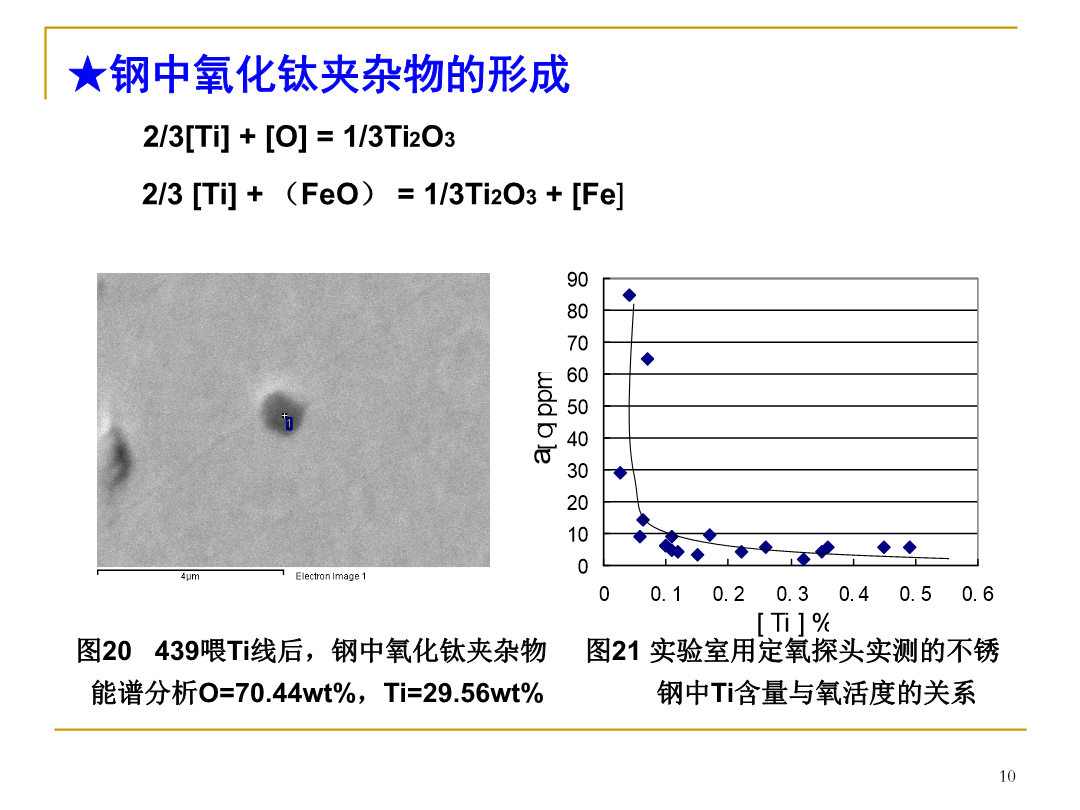
含钛不锈钢的连铸水口结瘤和结晶器保护渣内容(2)不锈钢中加入Ti带来的问题★含钛不锈钢连铸困难经常出现水口结瘤影响连铸生产;有时出现结晶器内“结鱼”恶化连铸坯表面质量;★含钛不锈钢连铸坯表面质量差非金属夹杂物严重导致修磨量大成材率低。★含钛不锈钢中的非金属夹杂物常常成为腐蚀源使钢的耐蚀性特别是耐点腐蚀性下降;使钢的抛光性能变差难以达到最佳抛光质量且抛光成本高。这些问题的出现导致连铸坯表面质量恶化进一步影响成品板材的表面质量。2、含钛不锈钢的表面缺陷★
一种控制含钛IF钢连铸水口结瘤的方法.pdf
本发明公开了一种控制含钛IF钢连铸水口结瘤的方法。工艺流程包括:铁水预处理脱硫→转炉顶底复合吹炼→RH真空处理→连铸。转炉顶底复合吹炼中,转炉吹炼终点钢液的碳质量分数在0.03%‑0.04%,温度≥1680℃。RH到站时,钢液的碳质量分数为0.025%‑0.035%,自由氧质量分数为0.045%‑0.085%,钢液温度为1620‑1640℃。RH脱碳后,钢液中自由氧质量分数在0.02%‑0.04%。脱碳结束先加入Al粒和金属锰,钢液在真空室内循环4‑7次,钢液中自由氧质量分数≤0.0003%后,再加入Fe
防止含硫齿轮钢连铸水口结瘤堵塞的生产方法.pdf
本发明公开了一种防止含硫齿轮钢连铸水口结瘤堵塞的生产方法,其包括铁水预处理、转炉冶炼、LF炉精炼、RH精炼和连铸工序,各工序工艺如下所述;所述转炉冶炼工序:脱氧的铝在添加完增碳剂后再加入;所述转炉冶炼终点碳含量控制在:0.06%≤C≤0.12%;出完钢后加入渣洗料。本方法通过转炉终点控制、出钢脱氧合金化制度;LF精炼钢水造渣、去夹杂和钙处理;RH工序保证合适的高真空时间、软吹时间以及合理的调硫工艺;连铸采用微正压保护浇铸的钢包长水口和浸入式水口进行保护浇注;连续浇注过程中水口结瘤堵塞情况显著减少,连浇13
含钛不锈钢结瘤的控制方法.pdf
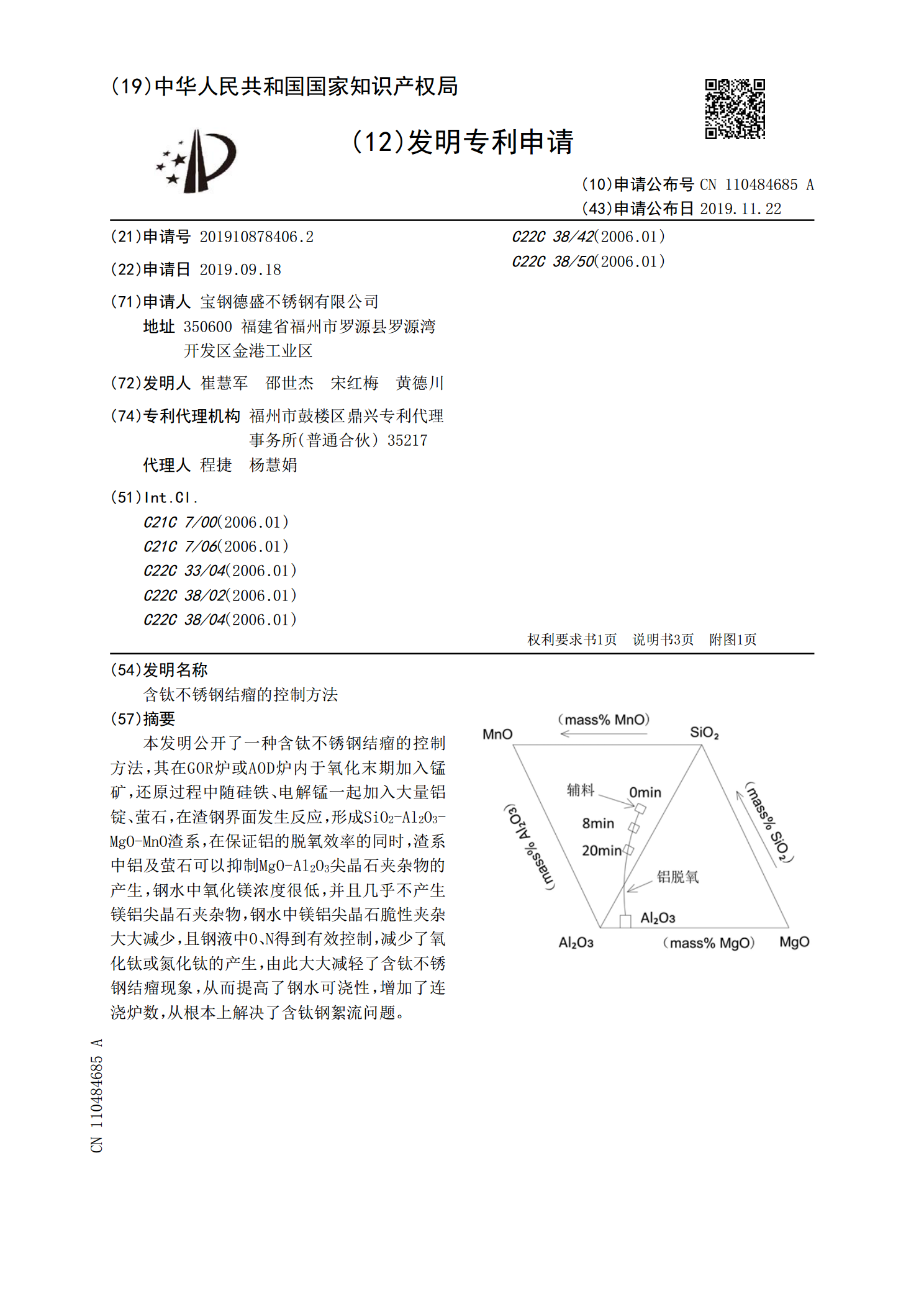
本发明公开了一种含钛不锈钢结瘤的控制方法,其在GOR炉或AOD炉内于氧化末期加入锰矿,还原过程中随硅铁、电解锰一起加入大量铝锭、萤石,在渣钢界面发生反应,形成SiO
不锈钢模铸保护渣.pdf
本发明涉及不锈钢模铸保护渣,由以下重量百分比的组分组成:纯碱2.74~3.31%、萤石4.77~5.21%、珍珠岩20.53~29.36%、电厂灰19.39~20.73%、熟料18.93~20.87%、高铝粉7.16~8.64%、长石粉11.47~12.78%、硅钙粉6.18~7.93%;本发明的优点:通过纯碱、萤石、珍珠岩、电厂灰、熟料、高铝粉、长石粉、硅钙粉生产制成的保护渣具有绝热保温性能,可以防止钢液表面凝固,维持渣流通道,提高表面温度,能有效的隔绝空气与钢液的直接接触,避免钢液二次氧化,能迅速形成