
化工安全概论第一章绪论.pptx

康佳****文库

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共49页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

化工安全概论第一章绪论.pptx
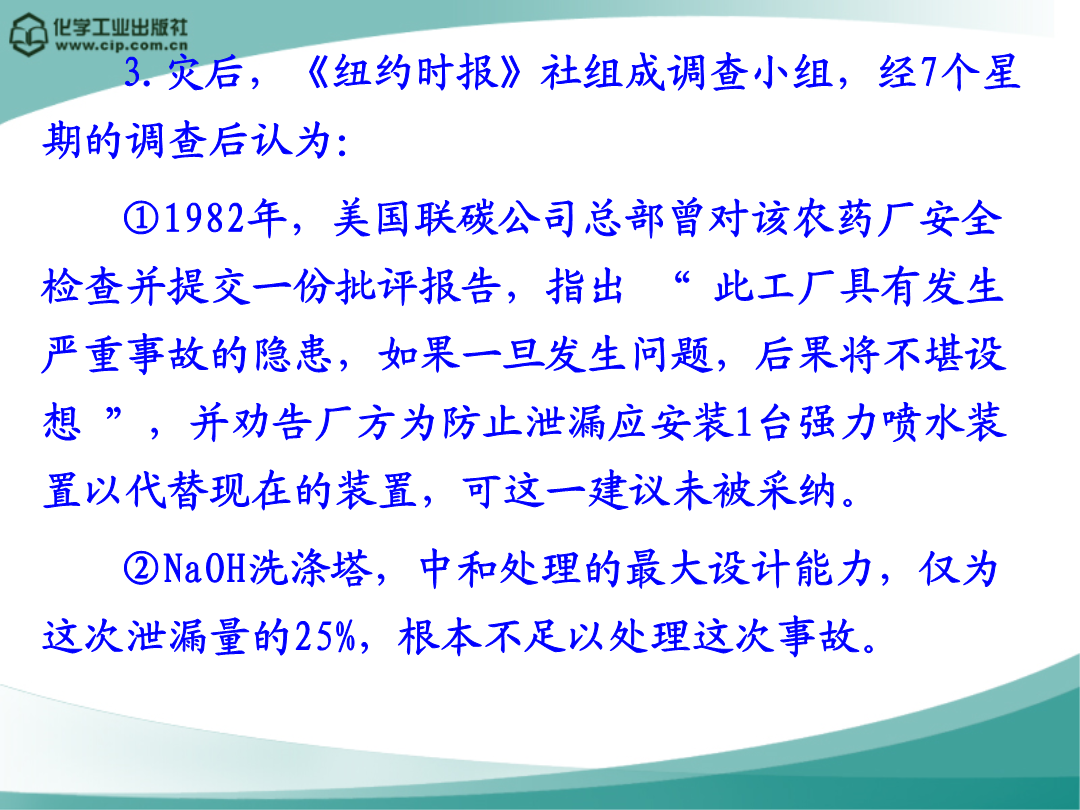
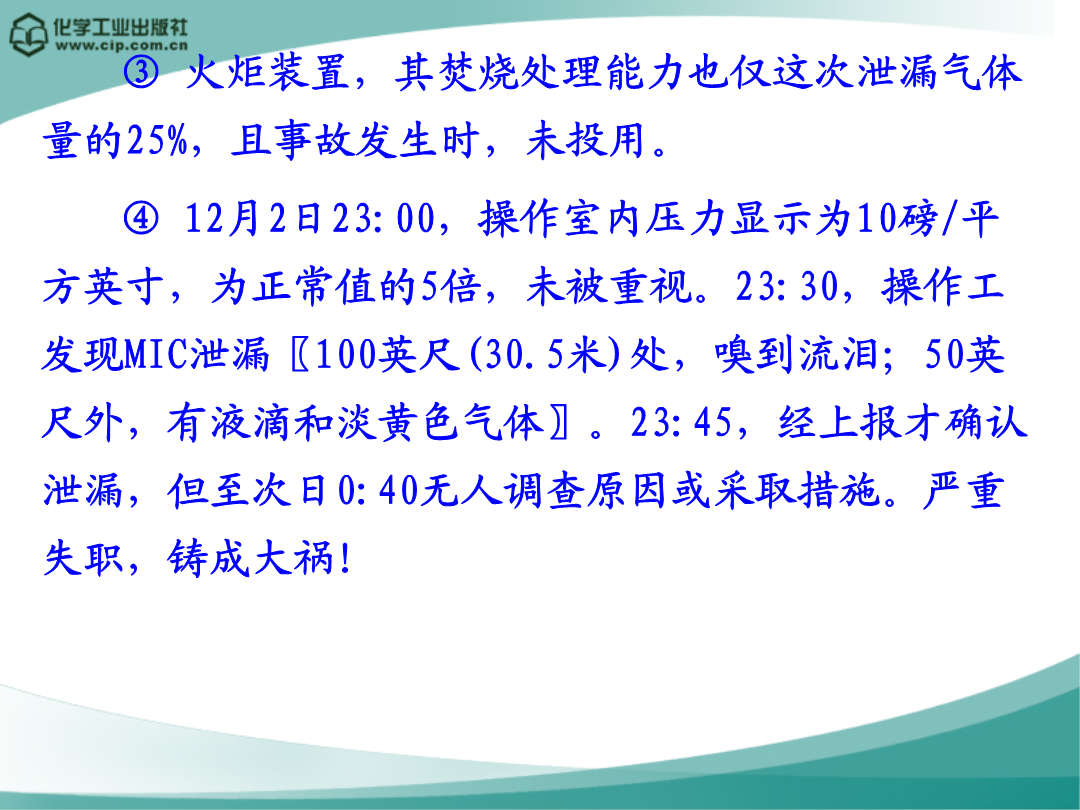
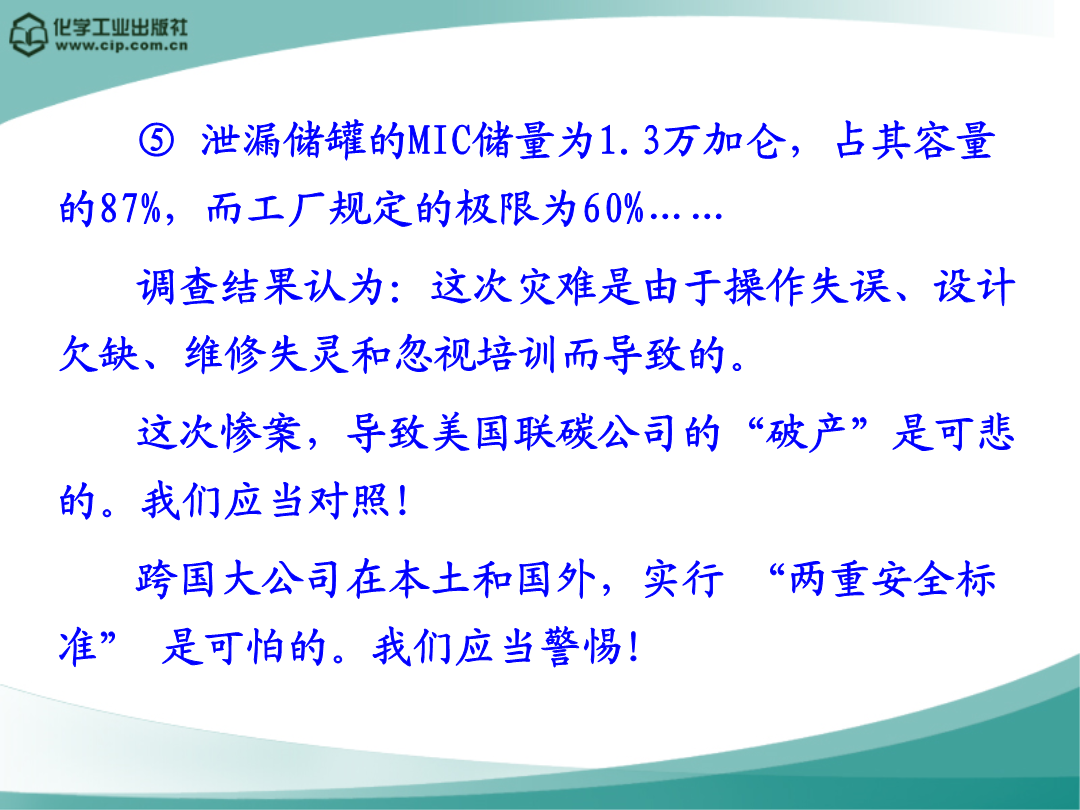
典型事故案例二、事故原因分析1.美国联碳公司调查报告表明该事故是由于120~240加仑水进入MIC储罐〖1.3万加仑(49.21m3)〗引起放热反应致使压力升高〖>40磅/平方英寸(0.275MPa)〗爆破片破裂安全阀起跳大量MIC经NaOH洗涤塔中和(仅占总量的25%且未进入火炬装置进行焚烧处理)而排放成灾!该调查报告还表明MIC储罐维持0.5℃的冷却系统事故前(1984年6月)已停用导致产生的大量MIC气体无法通过冷却而有效实施液化控制。2.印度政府调查结果认为存在“事故前一天为维修关闭了火炬装
化工安全概论第一章绪论.pptx
典型事故案例二、事故原因分析1.美国联碳公司调查报告表明该事故是由于120~240加仑水进入MIC储罐〖1.3万加仑(49.21m3)〗引起放热反应致使压力升高〖>40磅/平方英寸(0.275MPa)〗爆破片破裂安全阀起跳大量MIC经NaOH洗涤塔中和(仅占总量的25%且未进入火炬装置进行焚烧处理)而排放成灾!该调查报告还表明MIC储罐维持0.5℃的冷却系统事故前(1984年6月)已停用导致产生的大量MIC气体无法通过冷却而有效实施液化控制。2.印度政府调查结果认为存在“事故前一天为维修关闭了火炬装
化工概论第一章绪论.pptx
化工概论讲义章绪论化学工业在国民经济中的地位和作用二、化学工业发展的历史与现状:三、化学工业的分类:二、化工概论的研究内容清洁生产(CleanerProduction)3、现代化学工业的特点(P2-3)第二节化工概论产品绿色化学和清洁生产1、现代化学工业的发展趋势有哪些特点?

化工安全工程第一章绪论.pptx
化工安全工程1绪论2345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667686970717273
化工安全工程第一章绪论.pptx
化工安全工程1绪论2345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667686970717273