
一种背钻塞孔板及其加工方法.pdf

一只****ng


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种背钻塞孔板及其加工方法.pdf
本发明公开了一种背钻塞孔板及其加工方法,具体地,该背钻孔板加工方法包括以下步骤:1)背钻后镀孔;在基板上对金属化孔进行背钻,背钻段为非金属化孔,余留段保持金属化特征,对金属化孔加厚镀铜;2)烘板:于120‑160℃进行烘板;3)塞孔:采用树脂对背钻孔进行填满;4)固化:对填满背钻孔的树脂进行固化处理。该加工方法通过塞孔前烘板,能有效降低基板的含水量,从而可以有效避免树脂塞孔出现空洞。

一种多层板孔加工装置及采用背钻方法加工盲孔的方法.pdf
本发明公开了一种多层板孔加工装置及采用背钻方法加工盲孔的方法,涉及印制电路板加工技术领域,方法包括以下步骤:S1、若干内层芯板加工:经过开料、涂布、曝光、显影、蚀刻、棕化;S2、压合:将若干内层芯板依次叠合,两层之间利用PP隔开,内层芯板外再叠合PP和铜箔,经过热压,形成多层板;S3、钻孔:在预设位置处利用多层板孔加工装置加工出多个通孔;S4、孔金属化:将通孔的孔壁金属化处理;S5、背钻:将通孔的部分孔壁去除,去除孔壁的部分形成背钻孔,未去除孔壁的部分形成盲孔;S6、树脂塞孔:将通孔内填充树脂并烘干。本发
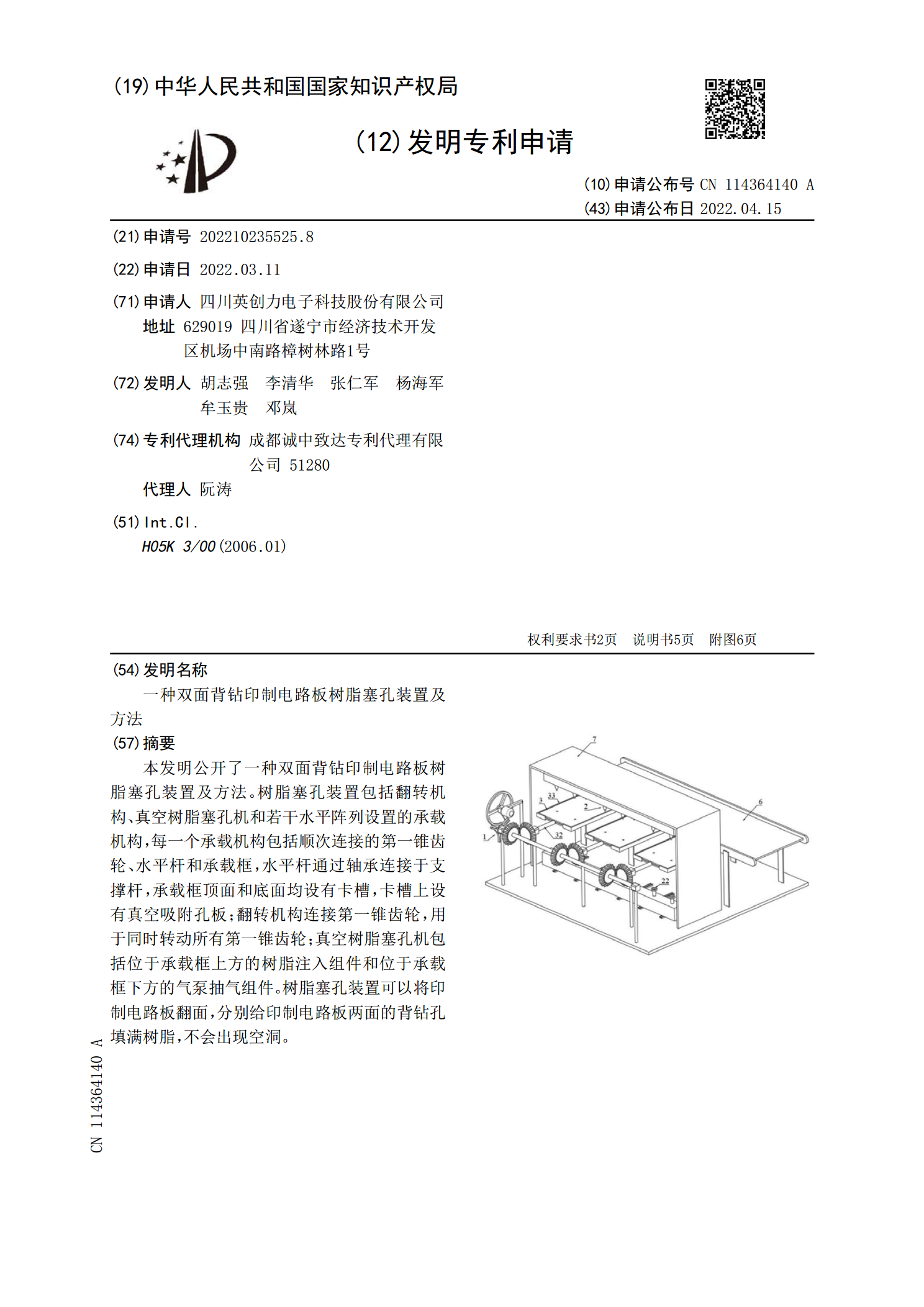
一种双面背钻印制电路板树脂塞孔装置及方法.pdf
本发明公开了一种双面背钻印制电路板树脂塞孔装置及方法。树脂塞孔装置包括翻转机构、真空树脂塞孔机和若干水平阵列设置的承载机构,每一个承载机构包括顺次连接的第一锥齿轮、水平杆和承载框,水平杆通过轴承连接于支撑杆,承载框顶面和底面均设有卡槽,卡槽上设有真空吸附孔板;翻转机构连接第一锥齿轮,用于同时转动所有第一锥齿轮;真空树脂塞孔机包括位于承载框上方的树脂注入组件和位于承载框下方的气泵抽气组件。树脂塞孔装置可以将印制电路板翻面,分别给印制电路板两面的背钻孔填满树脂,不会出现空洞。

一种感光膜塞孔板及PCB板树脂塞孔方法.pdf
本发明公开并提供了一种感光膜塞孔板及PCB板树脂塞孔方法,所述感光膜塞孔板的结构简单、后续塞孔效果好、生产流程简单、易操作,所述PCB板树脂塞孔方法可以有效解决PCB板VIA塞孔生产过程中损伤表铜和板涨缩的问题。本发明采用树脂感光膜进行塞孔,在PCB板上单面贴膜后使用真空压膜热滚压,使孔周围的感光膜被挤入孔内,然后从反面曝光,使被挤入孔内的感光膜被曝光,然后使用阻焊显影机进行显影,把除孔内以外未被曝光的感光膜显影掉,孔内的感光膜则会保留,达到塞孔的目的;再使用对板涨缩影响较小的针刷磨板机将孔口轻微的树脂残
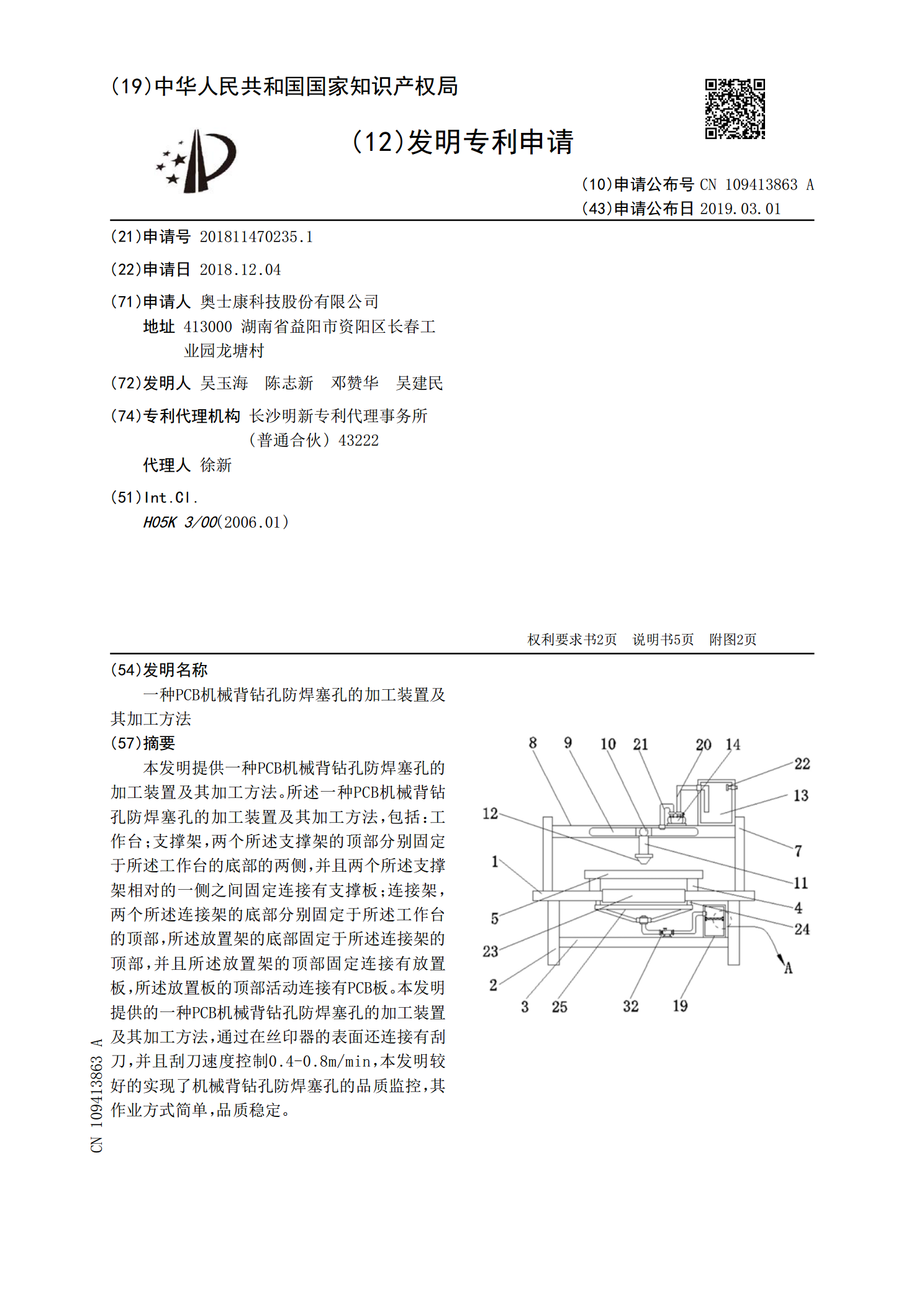
一种PCB机械背钻孔防焊塞孔的加工装置及其加工方法.pdf
本发明提供一种PCB机械背钻孔防焊塞孔的加工装置及其加工方法。所述一种PCB机械背钻孔防焊塞孔的加工装置及其加工方法,包括:工作台;支撑架,两个所述支撑架的顶部分别固定于所述工作台的底部的两侧,并且两个所述支撑架相对的一侧之间固定连接有支撑板;连接架,两个所述连接架的底部分别固定于所述工作台的顶部,所述放置架的底部固定于所述连接架的顶部,并且所述放置架的顶部固定连接有放置板,所述放置板的顶部活动连接有PCB板。本发明提供的一种PCB机械背钻孔防焊塞孔的加工装置及其加工方法,通过在丝印器的表面还连接有刮刀,