
一种压铸机料筒、压铸机以及压铸机料筒的制备方法.pdf

建英****66


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种压铸机料筒、压铸机以及压铸机料筒的制备方法.pdf
本发明涉及一种压铸机料筒、压铸机以及压铸机料筒的制备方法,其中所述压铸机料筒包括:料筒本体;所述料筒本体设有内孔和浇料口;所述内孔呈中空圆柱状,并适于盛装从浇料口浇入的金属液;以及所述内孔的内壁设有耐磨合金层;本发明的压铸机料筒通过在内孔的内壁上设置耐磨合金层,提高内孔内壁的耐磨性能,从而提高压铸机料筒的使用寿命,有效降低企业成本;本发明的压铸机料筒的制备方法在加工内孔时,提前预留厚度余量区域,然后再填充该厚度余量区域,不仅使制备出的压铸机料筒使用寿命长,而且能够对旧压铸机料筒进行修复,实现压铸机料筒的循

一种压铸机料筒、压铸机以及压铸机料筒的制备方法.pdf
本发明涉及一种压铸机料筒、压铸机以及压铸机料筒的制备方法,其中所述压铸机料筒包括:料筒本体;所述料筒本体设有内孔和浇料口;所述内孔呈中空圆柱状,并适于盛装从浇料口浇入的金属液;以及所述内孔的内壁设有耐磨合金层;本发明的压铸机料筒通过在内孔的内壁上设置耐磨合金层,提高内孔内壁的耐磨性能,从而提高压铸机料筒的使用寿命,有效降低企业成本;本发明的压铸机料筒的制备方法在加工内孔时,提前预留厚度余量区域,然后再填充该厚度余量区域,不仅使制备出的压铸机料筒使用寿命长,而且能够对旧压铸机料筒进行修复,实现压铸机料筒的循
一种料筒及压铸机.pdf
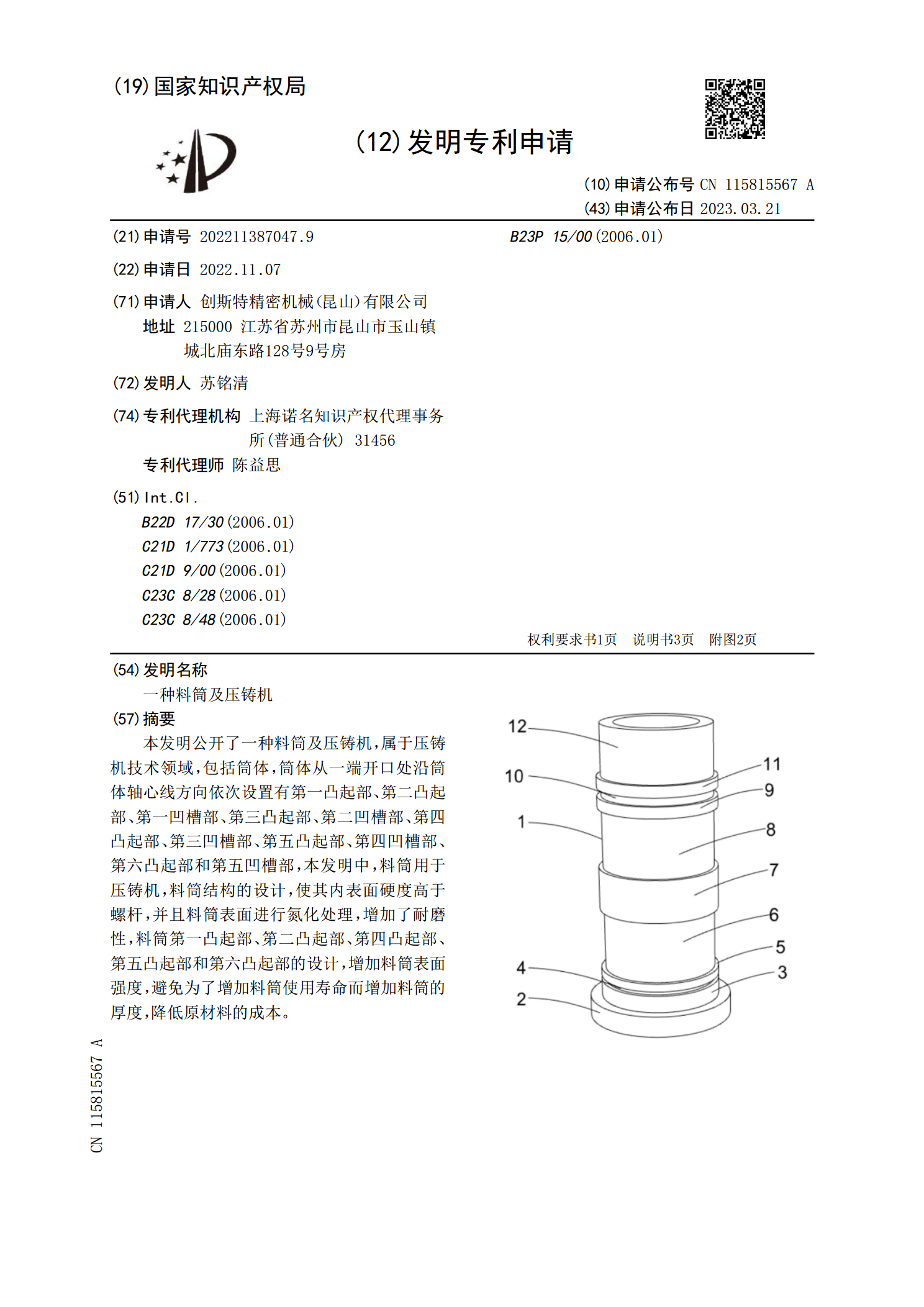
本发明公开了一种料筒及压铸机,属于压铸机技术领域,包括筒体,筒体从一端开口处沿筒体轴心线方向依次设置有第一凸起部、第二凸起部、第一凹槽部、第三凸起部、第二凹槽部、第四凸起部、第三凹槽部、第五凸起部、第四凹槽部、第六凸起部和第五凹槽部,本发明中,料筒用于压铸机,料筒结构的设计,使其内表面硬度高于螺杆,并且料筒表面进行氮化处理,增加了耐磨性,料筒第一凸起部、第二凸起部、第四凸起部、第五凸起部和第六凸起部的设计,增加料筒表面强度,避免为了增加料筒使用寿命而增加料筒的厚度,降低原材料的成本。
一种降低热损耗的压铸机料壶.pdf
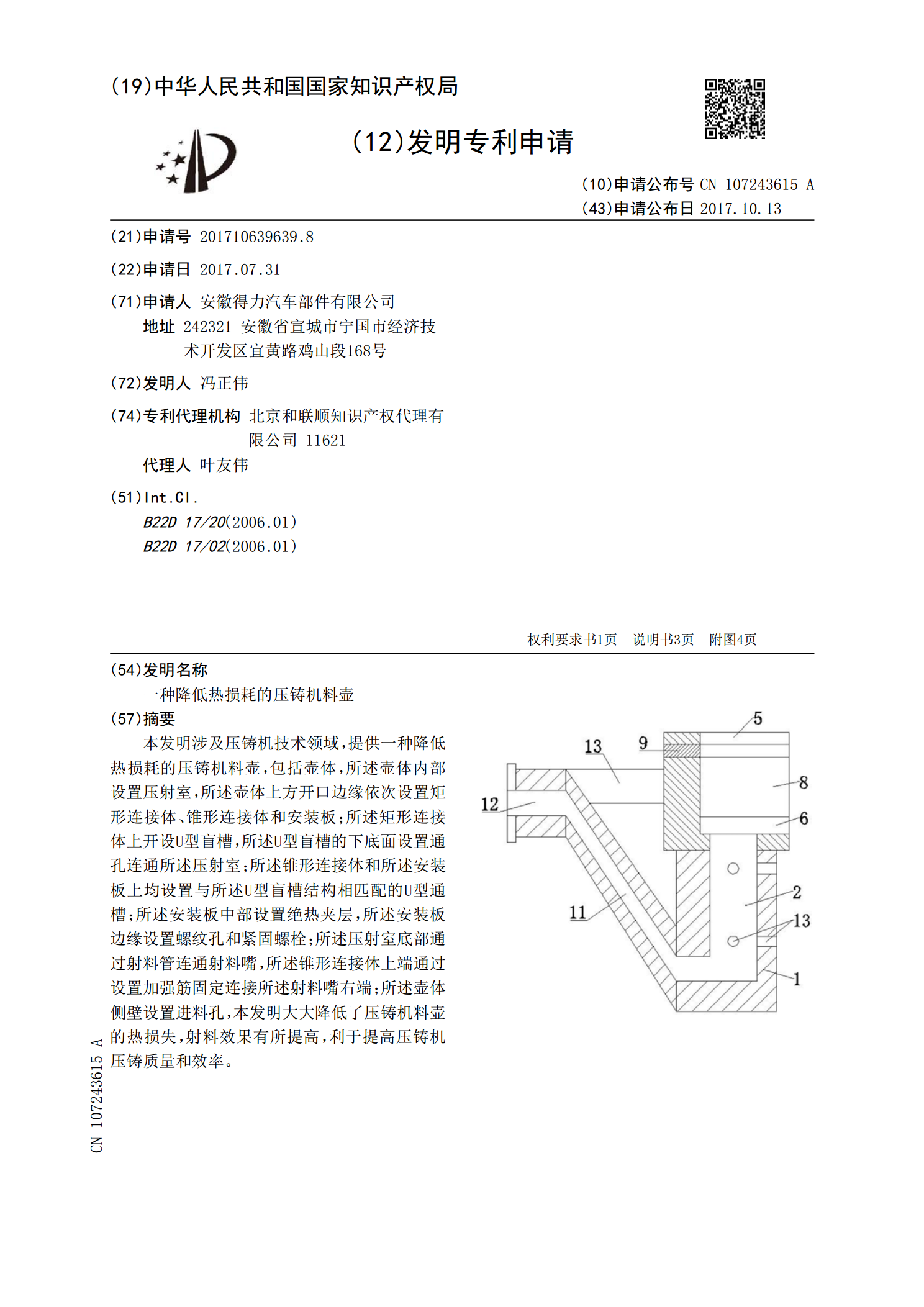
本发明涉及压铸机技术领域,提供一种降低热损耗的压铸机料壶,包括壶体,所述壶体内部设置压射室,所述壶体上方开口边缘依次设置矩形连接体、锥形连接体和安装板;所述矩形连接体上开设U型盲槽,所述U型盲槽的下底面设置通孔连通所述压射室;所述锥形连接体和所述安装板上均设置与所述U型盲槽结构相匹配的U型通槽;所述安装板中部设置绝热夹层,所述安装板边缘设置螺纹孔和紧固螺栓;所述压射室底部通过射料管连通射料嘴,所述锥形连接体上端通过设置加强筋固定连接所述射料嘴右端;所述壶体侧壁设置进料孔,本发明大大降低了压铸机料壶的热损失
一种带有自动取料机构的压铸机.pdf
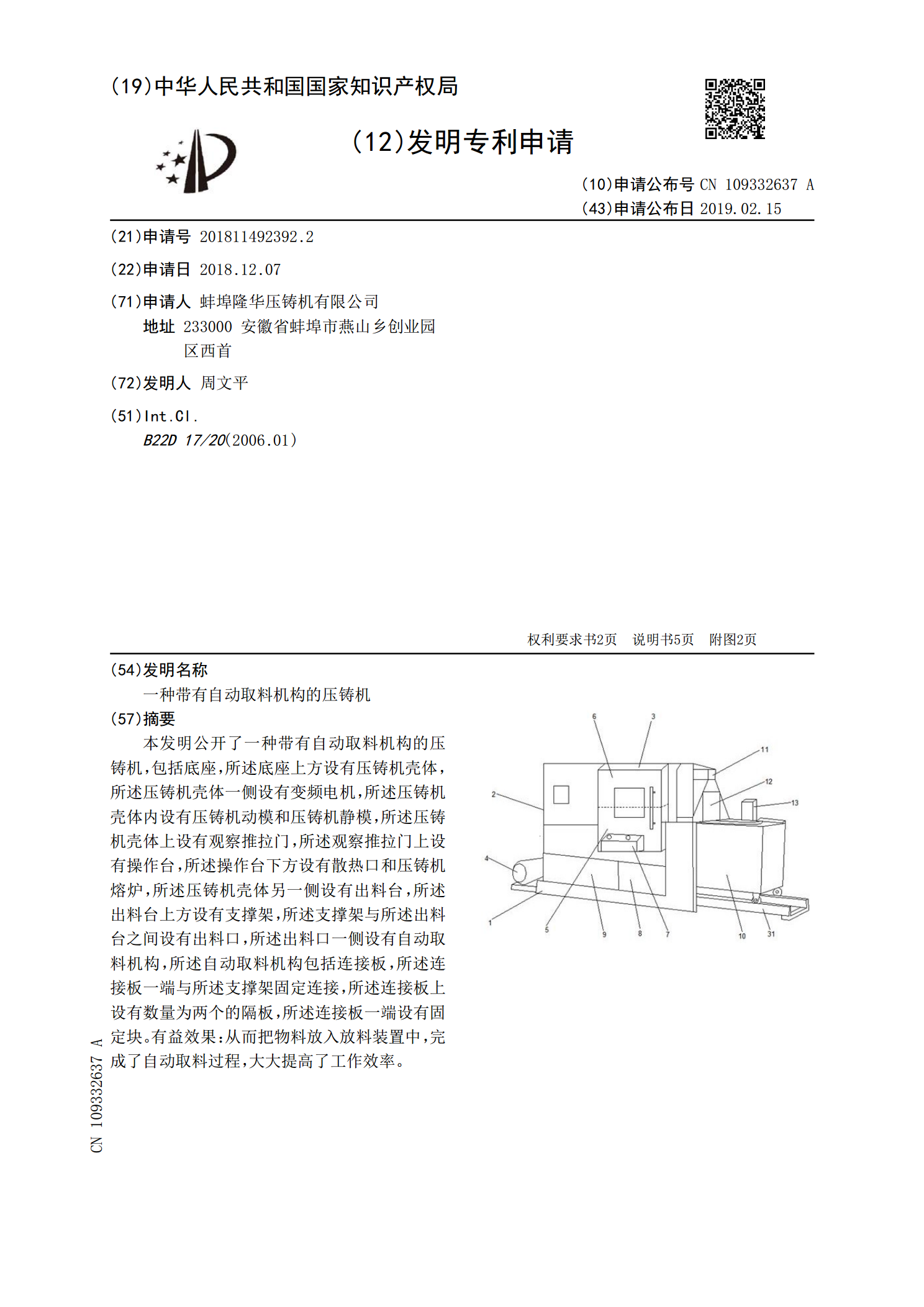
本发明公开了一种带有自动取料机构的压铸机,包括底座,所述底座上方设有压铸机壳体,所述压铸机壳体一侧设有变频电机,所述压铸机壳体内设有压铸机动模和压铸机静模,所述压铸机壳体上设有观察推拉门,所述观察推拉门上设有操作台,所述操作台下方设有散热口和压铸机熔炉,所述压铸机壳体另一侧设有出料台,所述出料台上方设有支撑架,所述支撑架与所述出料台之间设有出料口,所述出料口一侧设有自动取料机构,所述自动取料机构包括连接板,所述连接板一端与所述支撑架固定连接,所述连接板上设有数量为两个的隔板,所述连接板一端设有固定块。有益